
一种移载装置及利用该移载装置完成移载过程的移载方法.pdf

冷霜****魔王


1/6

2/6

3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种移载装置及利用该移载装置完成移载过程的移载方法.pdf
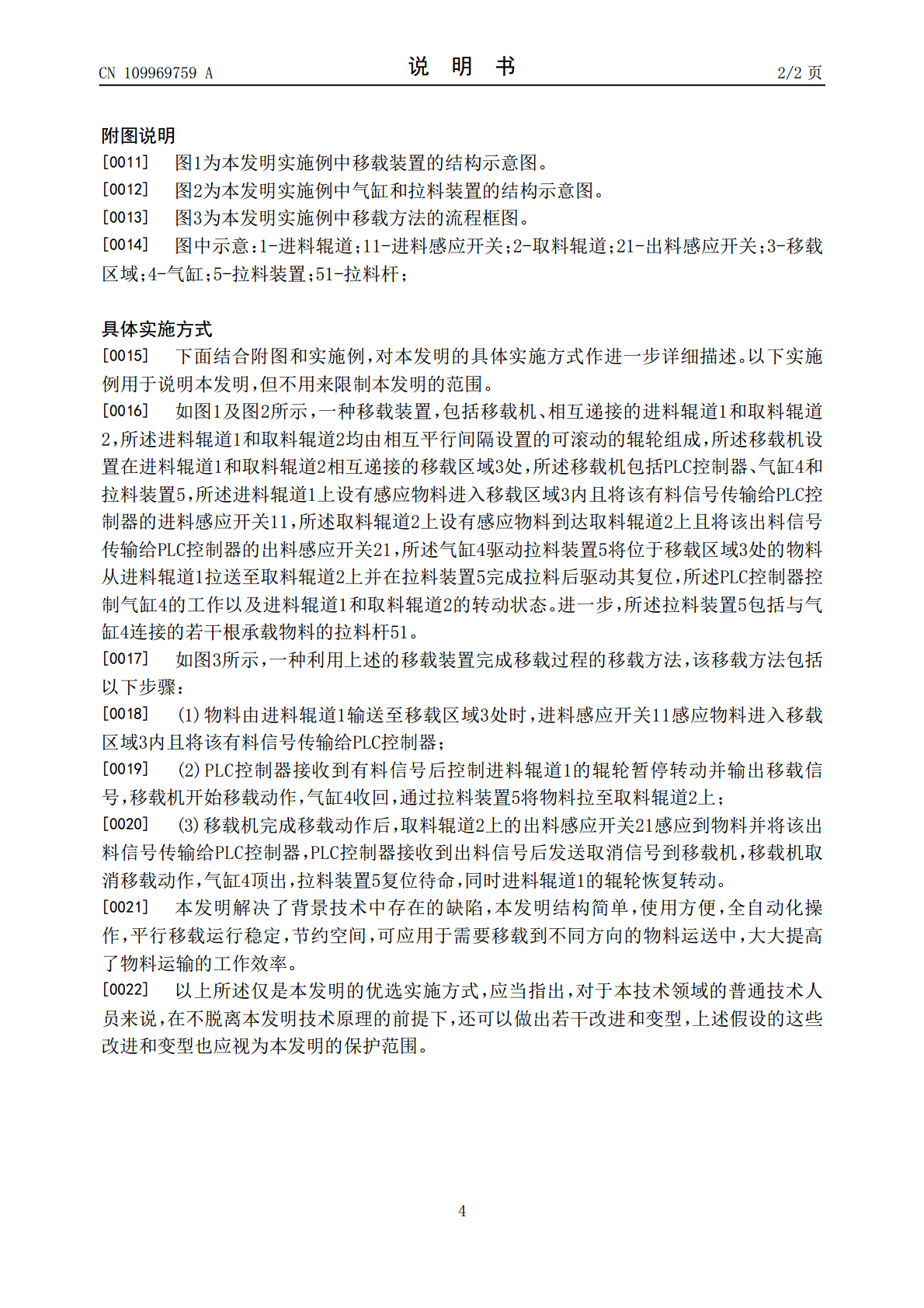
本发明提出了一种移载装置,包括移载机、进料辊道和取料辊道,进料辊道和取料辊道均由平行间隔的辊轮组成,移载机设置在进料辊道和取料辊道相互递接的移载区域处,移载机包括PLC控制器、气缸和拉料装置,进料辊道上设有感应物料进入移载区城内且将该有料信号传输给PLC控制器的进料感应开关,取料辊道上设有感应物料到达取料辊道上且将该出料信号传输给PLC控制器的出料感应开关,气缸驱动拉料装置将位于移载区域处的物料从进料辊道拉送至取料辊道上并在拉料装置完成拉料后驱动其复位,PLC控制器控制气缸的工作以及进料辊道和取料辊道的转
移载装置和移载系统.pdf
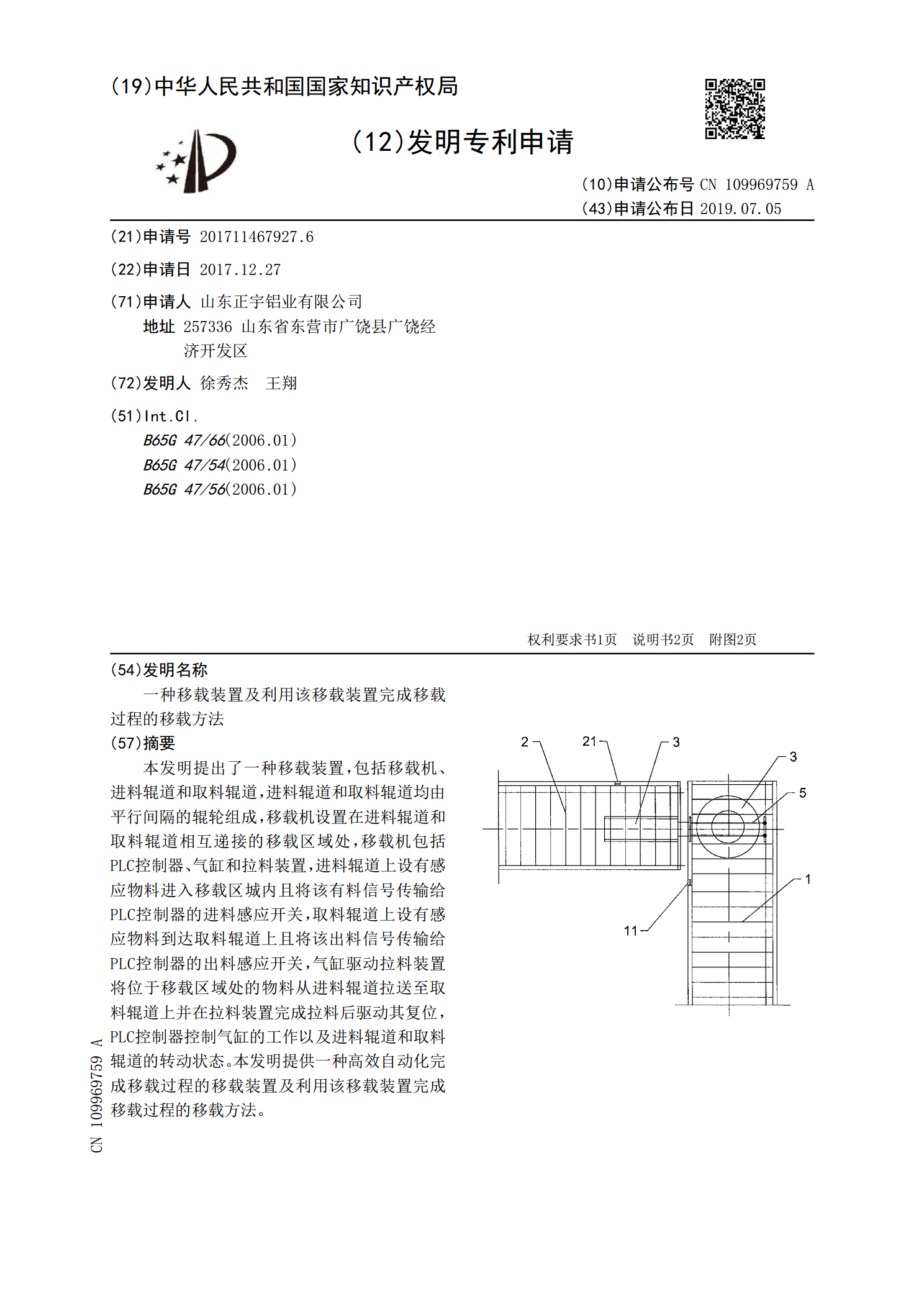
本发明涉及物体移送技术领域,公开一种移载装置和移载系统。该移载装置包括:基板,基板用于移动地设置在水平导轨上;水平驱动装置,水平驱动装置设置在基板上,并且水平驱动装置包括用于与水平导轨上的齿条啮合的水平驱动齿轮;升降单元,升降单元设置在基板上并用于设置被移载物体。由于水平驱动装置和升降单元设置在基板上,并且水平驱动装置包括有水平驱动齿轮,实际使用中,可以将基板移动地设置在水平导轨上,使得水平驱动齿轮与水平导轨上的齿条啮合,以将被移载物体从一处移载到另一处,而升降单元则可以根据需求来升降被移载物体,从而能够

移载装置.pdf
移载装置(6)具备多个具有能够分别朝被搬运物(W)的两侧伸缩的一对侧臂(100A、100B)的侧臂移载装置(60A、60B)。侧臂移载装置(60A、60B)沿与侧臂(100A、100B)的伸缩方向正交的左右方向排列配置。侧臂(100A、100B)具备小齿轮(155A、156A、157A、155B、156B、157B)、齿条(125A、125B)、驱动小齿轮(155A、156A、157A、155B、156B、157B)的电动机(150A、150B)。位于相邻接的侧臂移载装置(60A、60B)之间的电动机(1

柱状蜂窝结构体的移载方法以及移载装置.pdf
本发明提供能够将多个柱状蜂窝结构体统一移载的柱状蜂窝结构体的移载方法以及移载装置。将多个柱状蜂窝结构体(10)的第一侧面(11a)真空吸附,且根据需要将多个柱状蜂窝结构体(10)的与第一侧面(11a)对置的第二侧面(11b)以支撑部件(5)支撑,同时将多个柱状蜂窝结构体(10)统一移载。具备:真空吸附部件(4),其具有多个真空吸附垫(3),通过多个真空吸附垫(3)将多个柱状蜂窝结构体(10)的第一侧面(11a)真空吸附;以及支撑部件(5),其能够沿与真空吸附的多个柱状蜂窝结构体(10)排列的Y方向垂直的X

工件移载方法及工件移载系统.pdf
本发明目的在于提供一种能够以简单的构成稳定地移载工件的工件移载方法及工件移载系统。具体而言,工件移载系统(100)具备:2个工件保持部件(110)、(115),将工件保持成在铅垂方向上可插拔;拾取装置(120),具备可进行开闭动作的爪部件(128);及临时放置用工件保持部件(150)。工件移载方法为,通过拾取装置(120)来把持保持在一方的工件保持部件(110)上的工件,并移载到临时放置用工件保持部件(150)上,在能够以稳定姿态保持工件的把持位置上重新把持工件后,将工件从临时放置用工件保持部件(150)