
一种车轮自动检测装置.pdf

猫巷****志敏

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种车轮自动检测装置.pdf
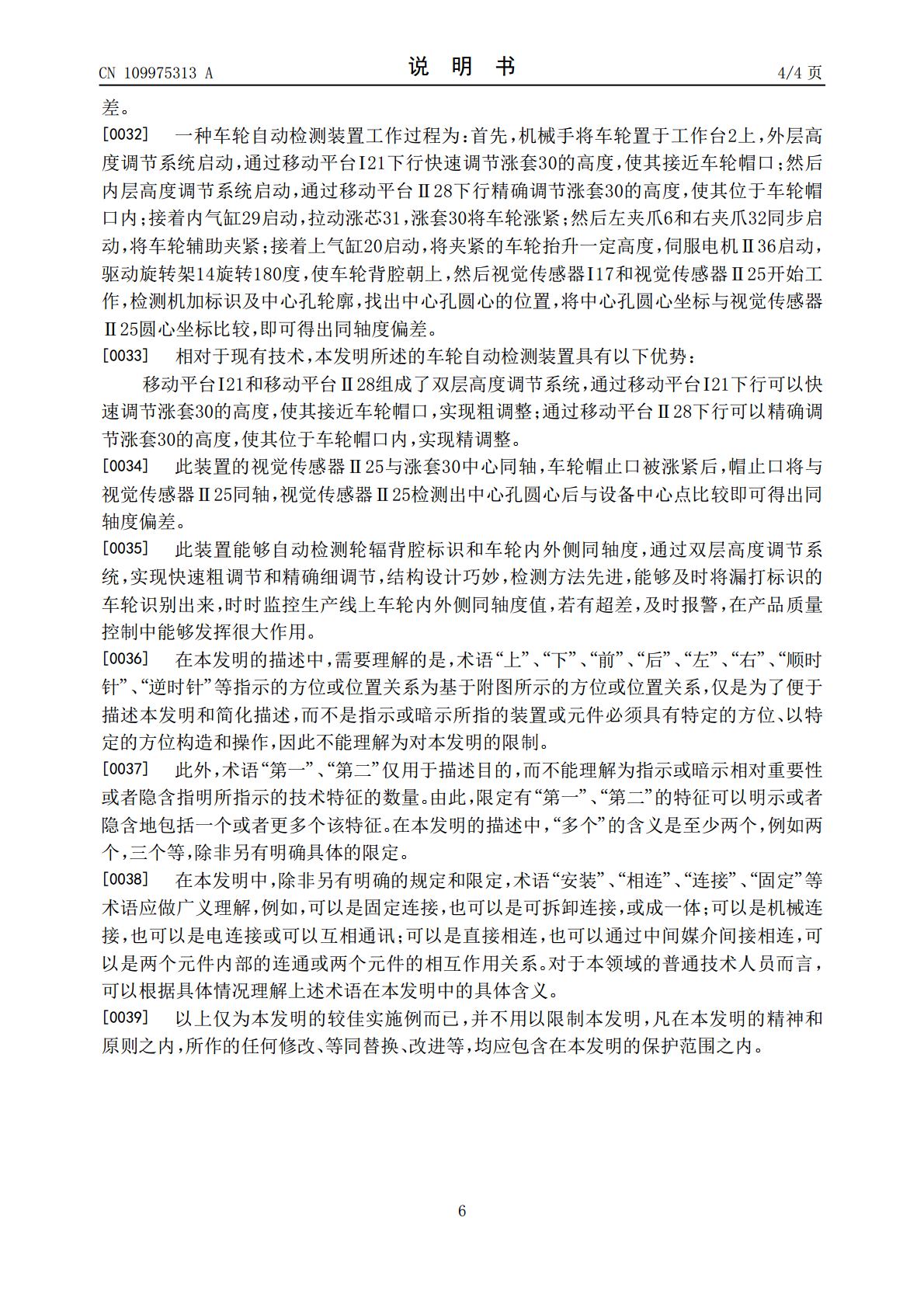
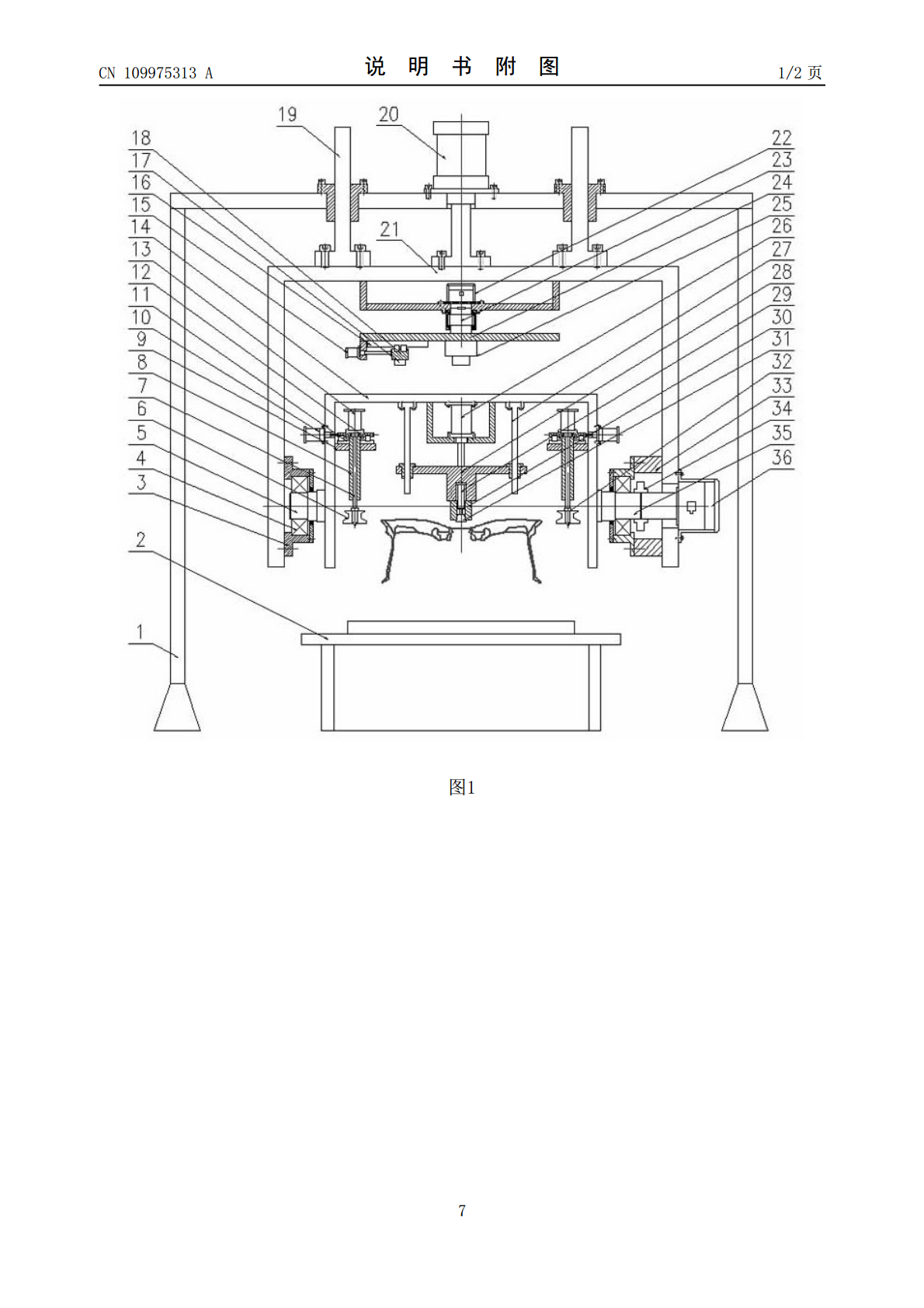
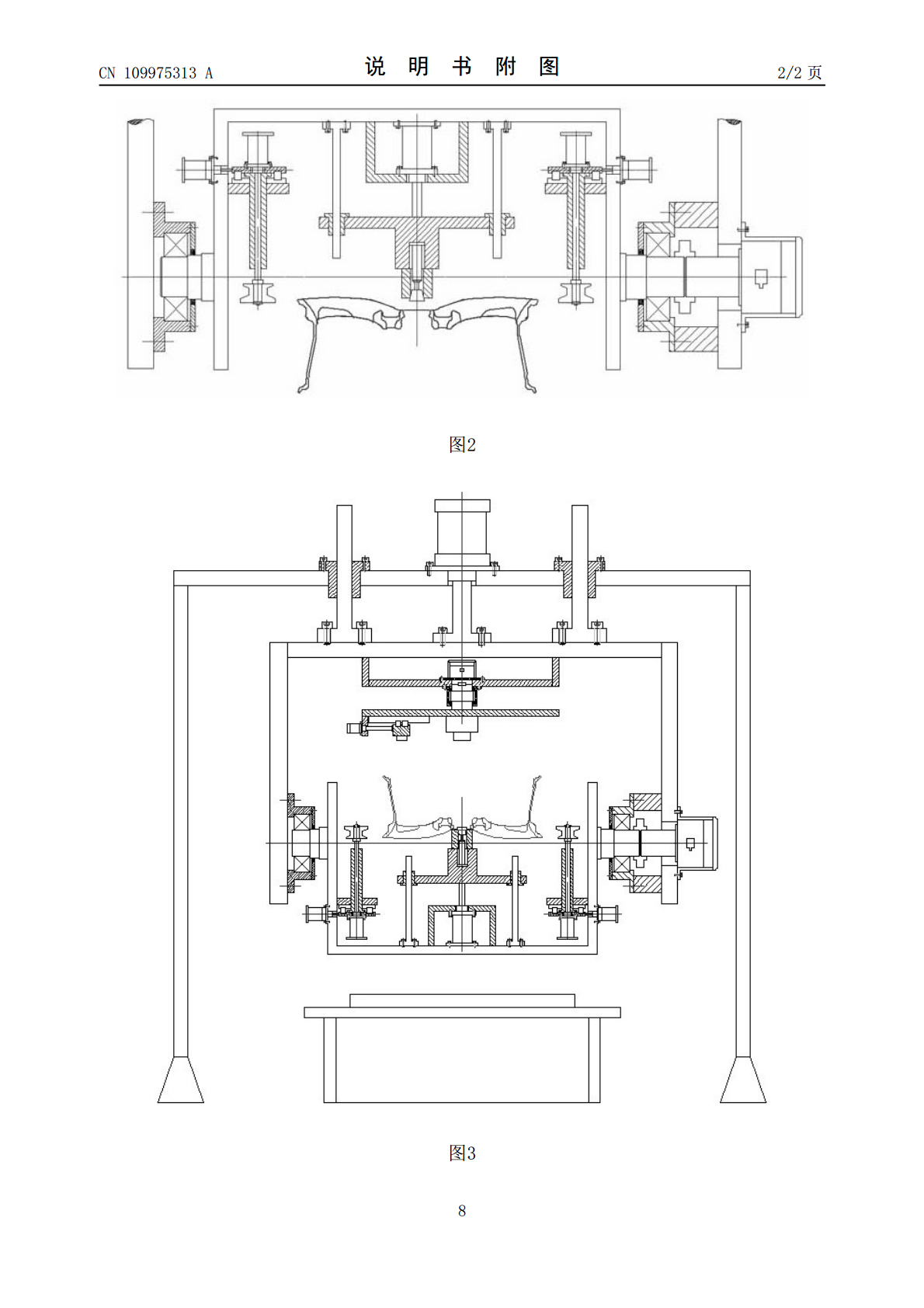
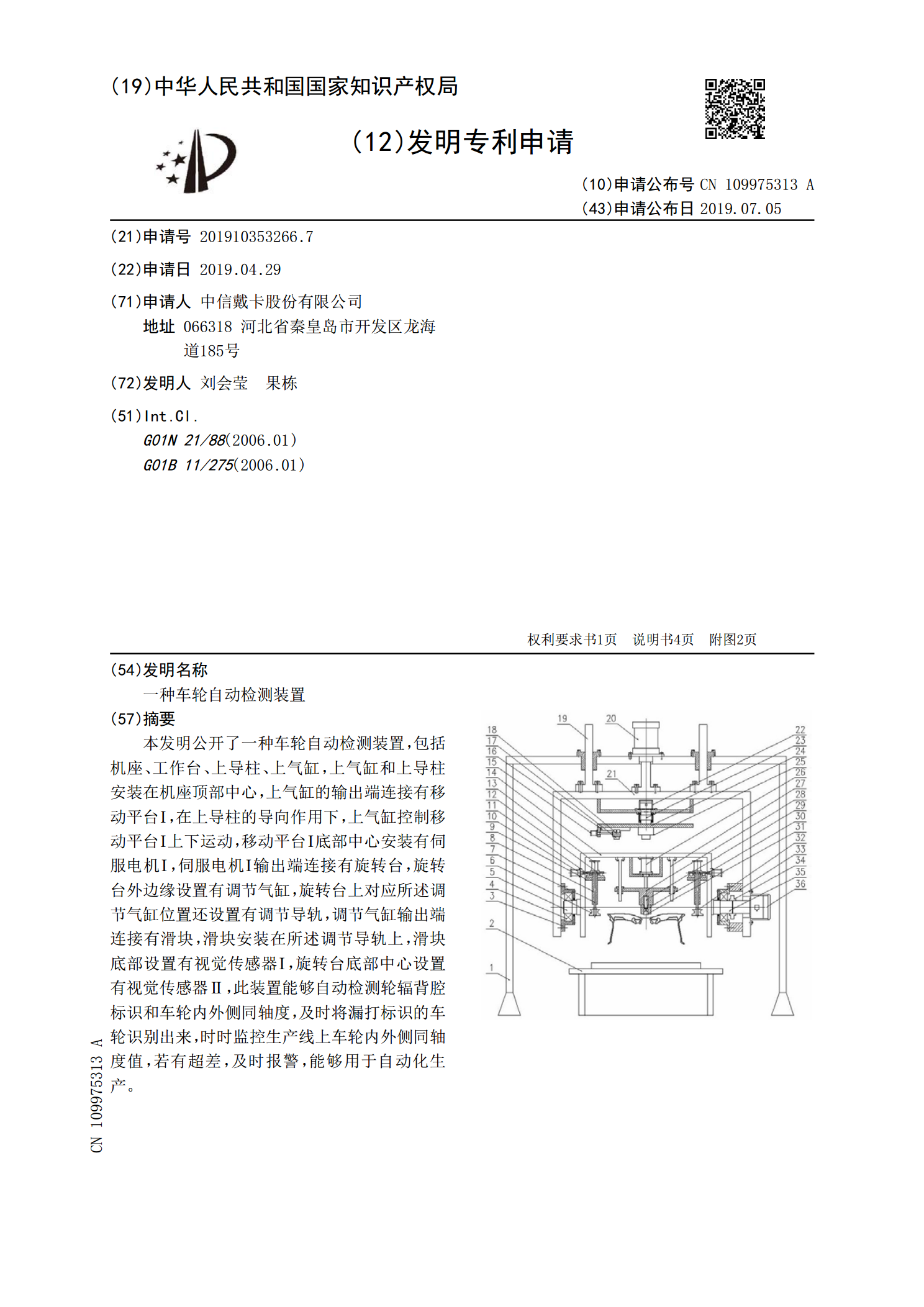
本发明公开了一种车轮自动检测装置,包括机座、工作台、上导柱、上气缸,上气缸和上导柱安装在机座顶部中心,上气缸的输出端连接有移动平台Ⅰ,在上导柱的导向作用下,上气缸控制移动平台Ⅰ上下运动,移动平台Ⅰ底部中心安装有伺服电机Ⅰ,伺服电机Ⅰ输出端连接有旋转台,旋转台外边缘设置有调节气缸,旋转台上对应所述调节气缸位置还设置有调节导轨,调节气缸输出端连接有滑块,滑块安装在所述调节导轨上,滑块底部设置有视觉传感器Ⅰ,旋转台底部中心设置有视觉传感器Ⅱ,此装置能够自动检测轮辐背腔标识和车轮内外侧同轴度,及时将漏打标识的车轮

一种台车轮自动检测装置.pdf
一种台车轮自动检测装置,涉及一种检测装置,解决不能及时发现台车轮在恶劣环境下脱落或脱轨的问题。包括支架,支架的末端固定有接近开关,接近开关通过导线与PLC系统连接,PLC系统还连接有声光报警器。本发明成本低,安装方便,能够利用较短的检修机会安装完成,能够实施检测台车轮的运行状态,如果出现台车轮脱落或掉道能准确检测出来,是保护烧结机及环冷机等设备的自动化装置。

一种在线自动检测车轮位置度的装置.pdf
本发明公开了一种在线自动检测车轮位置度的装置,由机架、丝杠、导轨、滑台、位置规、接近开关、轴、伺服电机、气缸等组成,传感器使生产线上的车轮固定在四个夹爪中间,夹紧电机通过丝杠和导轨使得四个夹爪将车轮夹紧到辊道上方的中间位置。伺服电机通过轴B使位置规旋转,当小柱正好和车轮的各个螺栓孔对应时停止转动,然后气缸通过导柱B使位置规下降。以位置规上的Q点为检测点,当接近开关A有信号时表示位置度合格,当接近开关A和接近开关B同时有信号时表示位置规没有放入车轮上对应的各个孔中,位置度不合格。

一种汽车轮胎自动检测装置.pdf
一种汽车轮胎自动检测装置,包括程控车定位模块、摄像采集模块、超声波传感模块、损伤分析模块和信息发送模块,程控车定位模块的数据输出端连接摄像采集模块和超声波传感模块的数据输入端,摄像采集模块和超声波传感模块的数据输出端连接损伤分析模块的数据输入端,损伤分析模块的数据输出端连接信息发送模块的数据输入端。本装置利用机器视觉技术让装载摄像头和超声传感器的程控车自动靠近待检轮胎,通过摄像和超声诊断技术检测汽车轮胎的内外伤痕。
一种汽车轮胎磨损自动检测装置.pdf
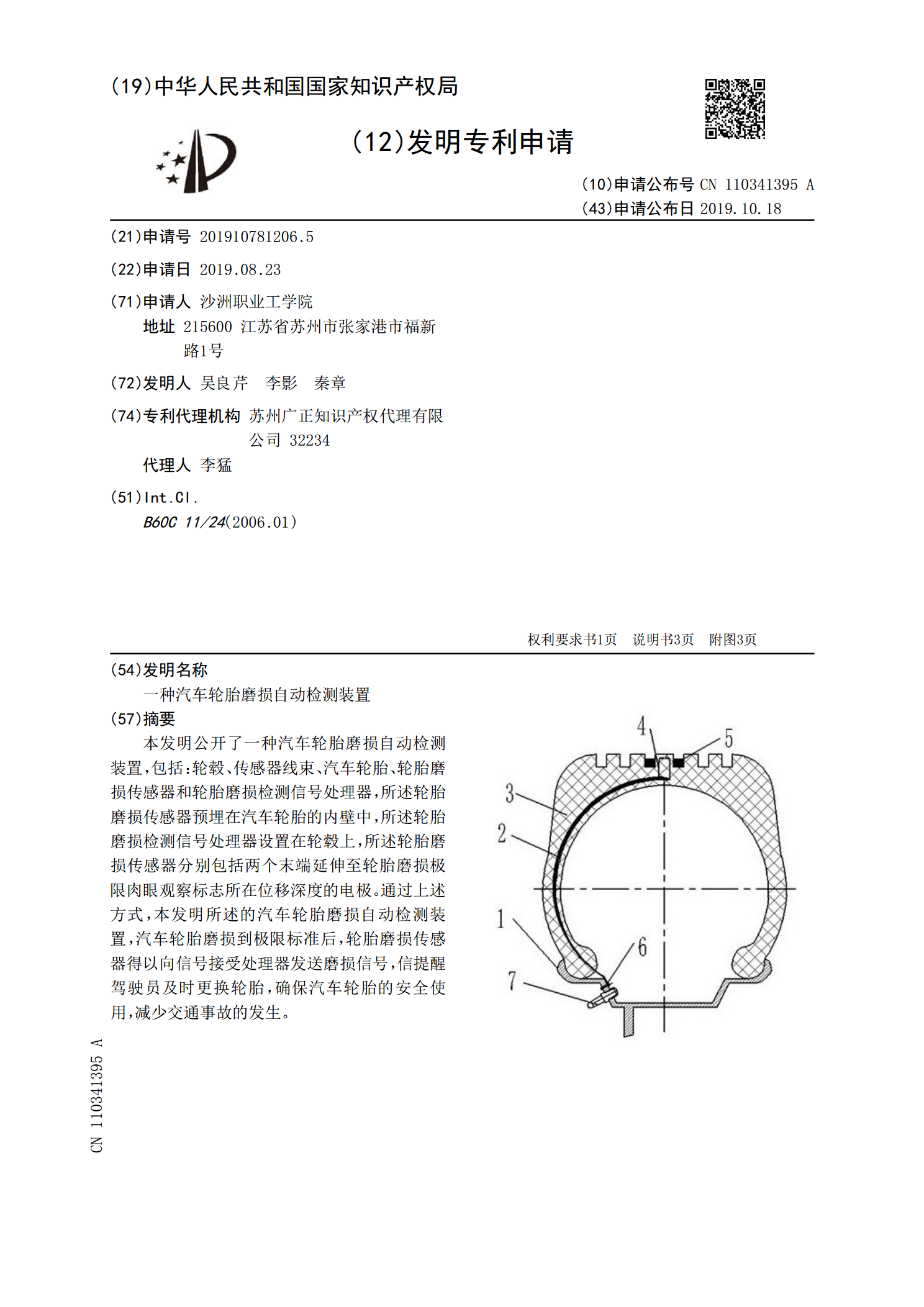
本发明公开了一种汽车轮胎磨损自动检测装置,包括:轮毂、传感器线束、汽车轮胎、轮胎磨损传感器和轮胎磨损检测信号处理器,所述轮胎磨损传感器预埋在汽车轮胎的内壁中,所述轮胎磨损检测信号处理器设置在轮毂上,所述轮胎磨损传感器分别包括两个末端延伸至轮胎磨损极限肉眼观察标志所在位移深度的电极。通过上述方式,本发明所述的汽车轮胎磨损自动检测装置,汽车轮胎磨损到极限标准后,轮胎磨损传感器得以向信号接受处理器发送磨损信号,信提醒驾驶员及时更换轮胎,确保汽车轮胎的安全使用,减少交通事故的发生。