
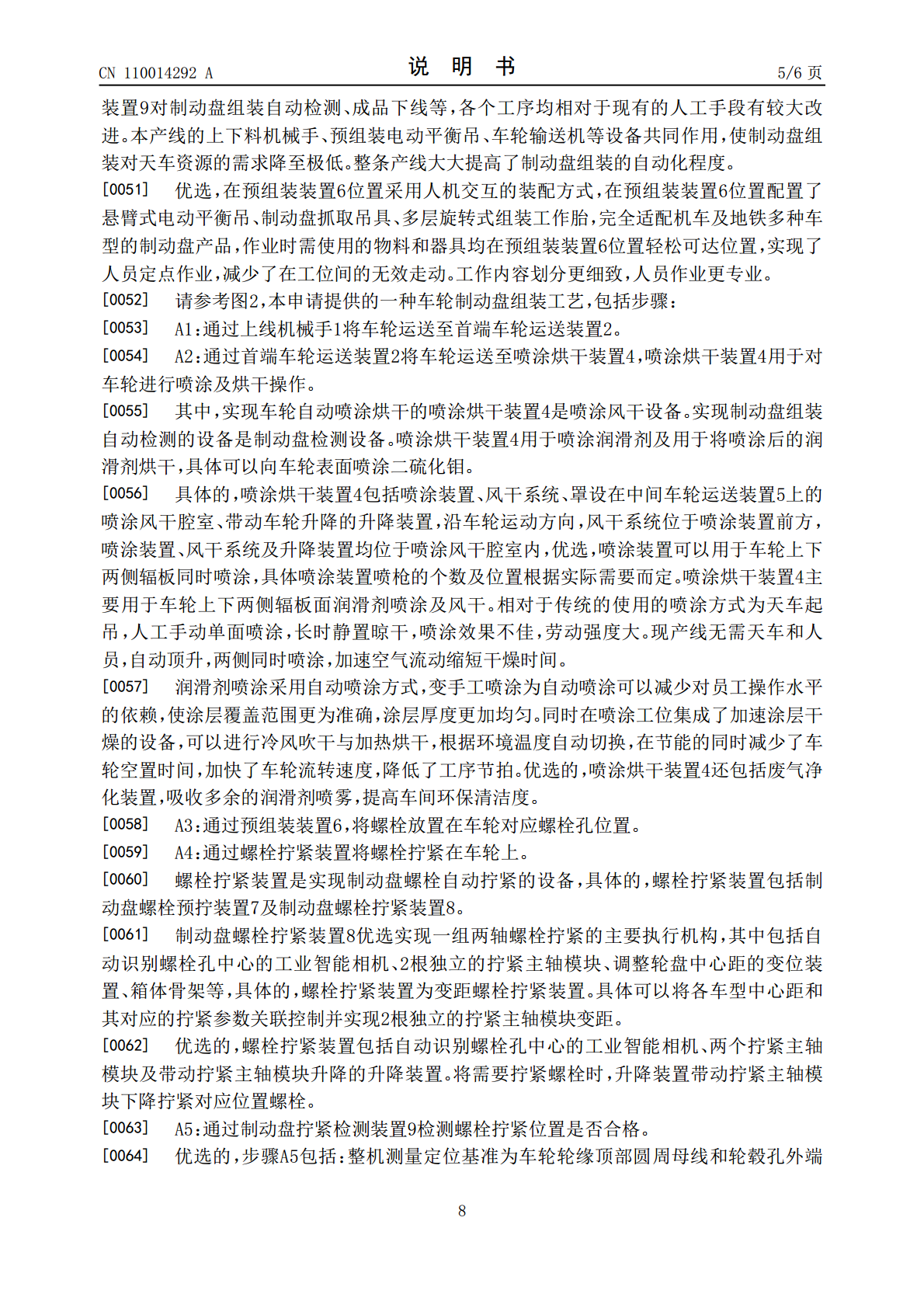
车轮制动盘组装系统及车轮制动盘组装工艺.pdf

新月****姐a


1/10
2/10

3/10
4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

车轮制动盘组装系统及车轮制动盘组装工艺.pdf
本发明公开了一种车轮制动盘组装系统及车轮制动盘组装工艺,其中,车轮制动盘组装系统包括沿组装过程依次设置的喷涂烘干装置、预组装装置、螺栓拧紧装置及制动盘拧紧检测装置,喷涂烘干装置、预组装装置、螺栓拧紧装置及制动盘拧紧检测装置之间通过中间车轮运送装置运输车轮。在本申请提供的车轮制动盘组装系统中,通过设置中间车轮运送装置将车轮运送至各个工位进行螺栓拧紧及检测工作,且通过喷涂烘干装置对车轮进行喷涂操作,相对于工作人员手动进行的上述操作的情况,有效地降低了操作者组装车轮制动盘的劳动强度。

带制动盘的铁道车轮的组装装置.pdf
本发明是一种带制动盘的铁道车轮的组装装置,该带制动盘的铁道车轮是通过一对制动盘隔着铁道车轮的板部和贯通该板部的防偏心键相对配置并利用螺栓将该盘紧固而成的,该组装装置包括:盘支承台,其支承一个盘的内孔;车轮支承台,其在盘支承台的内侧与盘支承台同心状地设置,在支承于盘支承台的盘上支承车轮的轮毂孔;以及螺栓支承台,其在盘支承台的外侧与盘支承台和车轮支承台同心状地设置,与形成在盘和铁道车轮的板部中的螺孔的位置相对应地支承螺栓,盘支承台和车轮支承台各自以车轮的中心轴线为中心自由旋转,盘支承台和车轮支承台与螺栓支承台

车轮制动盘.pdf
本发明涉及一种车轮制动盘,其用于轨道车辆的车轮,该车轮具有车轮腹板,摩擦环(4、5)支承在该车轮腹板上,这些摩擦环通过连接装置固定在车轮腹板上,每个摩擦环(4、5)具有多个分别设置在摩擦环(4、5)的圆周上的弹性元件(13、34),各弹性元件(13)在车轮制动盘的装配状态中分别设置在摩擦环(4、5)和车轮腹板之间。

车轮制动盘.pdf
设置在轨道车轮的轮体(1)的两侧上并用贯穿螺栓(3)固定的车轮制动盘,每个贯穿螺栓(3)的螺栓头部(4)设置在其中一个车轮制动盘(2)的凹陷部(6)内,并且旋拧到贯穿螺栓(3)上的螺母(5)设置在另一个车轮制动盘(2)的凹陷部(6)内,螺栓头部和螺母分别直接地或间接地支承在凹陷部的底面上,其中,每个凹陷部(6)具有直至底面的侧凹部(8)。
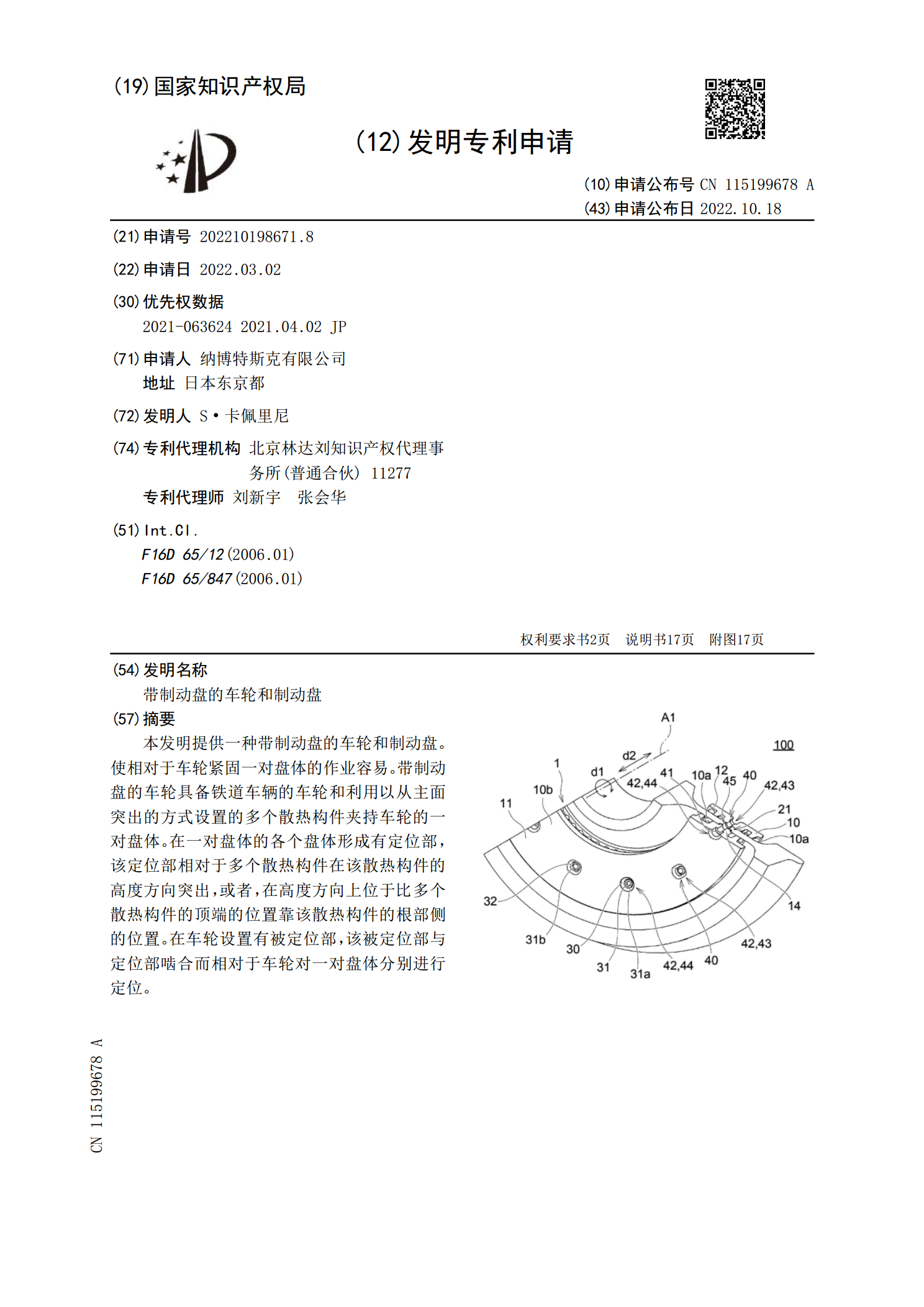
带制动盘的车轮和制动盘.pdf
本发明提供一种带制动盘的车轮和制动盘。使相对于车轮紧固一对盘体的作业容易。带制动盘的车轮具备铁道车辆的车轮和利用以从主面突出的方式设置的多个散热构件夹持车轮的一对盘体。在一对盘体的各个盘体形成有定位部,该定位部相对于多个散热构件在该散热构件的高度方向突出,或者,在高度方向上位于比多个散热构件的顶端的位置靠该散热构件的根部侧的位置。在车轮设置有被定位部,该被定位部与定位部啮合而相对于车轮对一对盘体分别进行定位。