
一种扩散焊用夹具及涡轮分子泵转子的扩散焊接方法.pdf

运升****魔王

1/9
2/9
3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种扩散焊用夹具及涡轮分子泵转子的扩散焊接方法.pdf
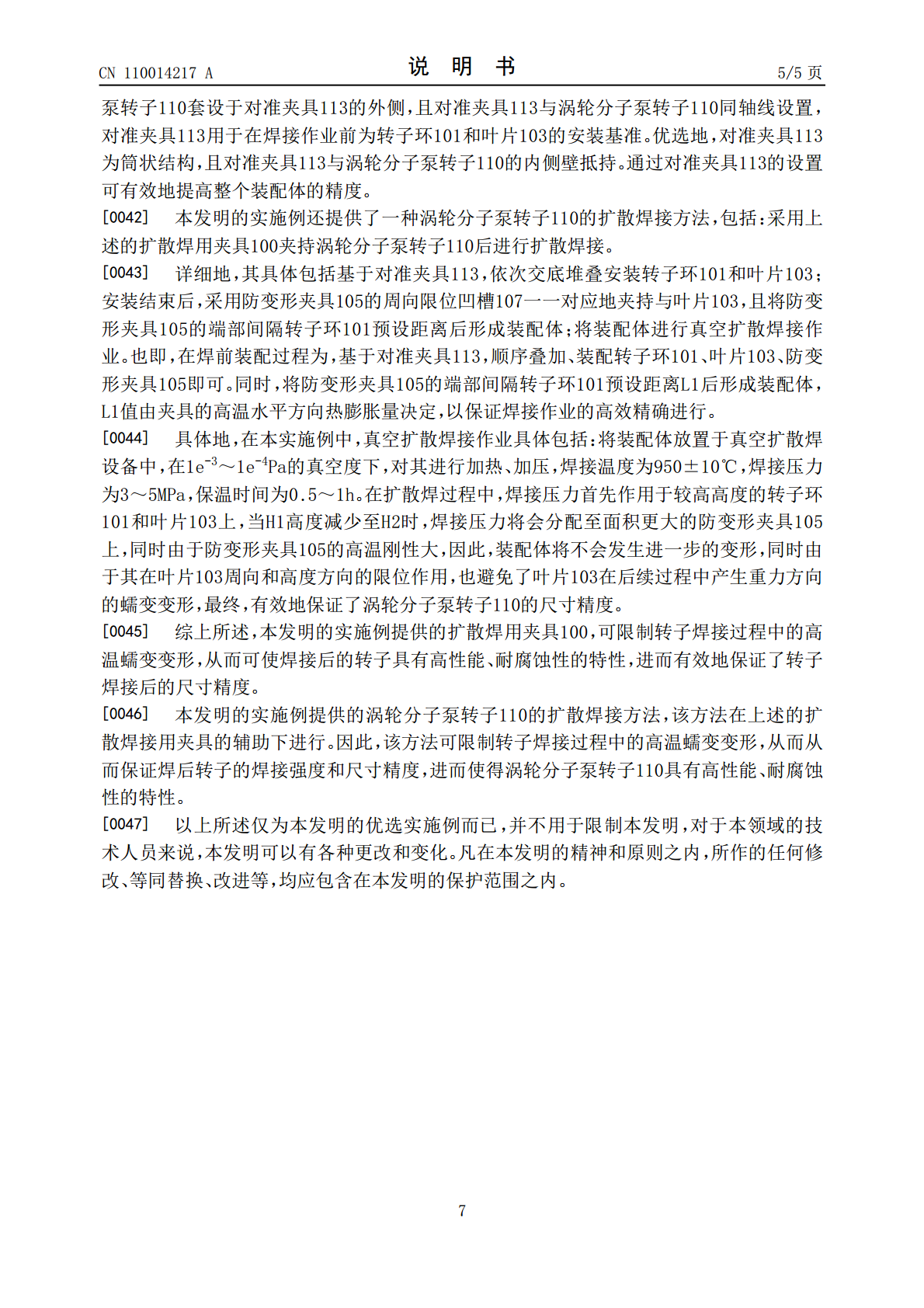
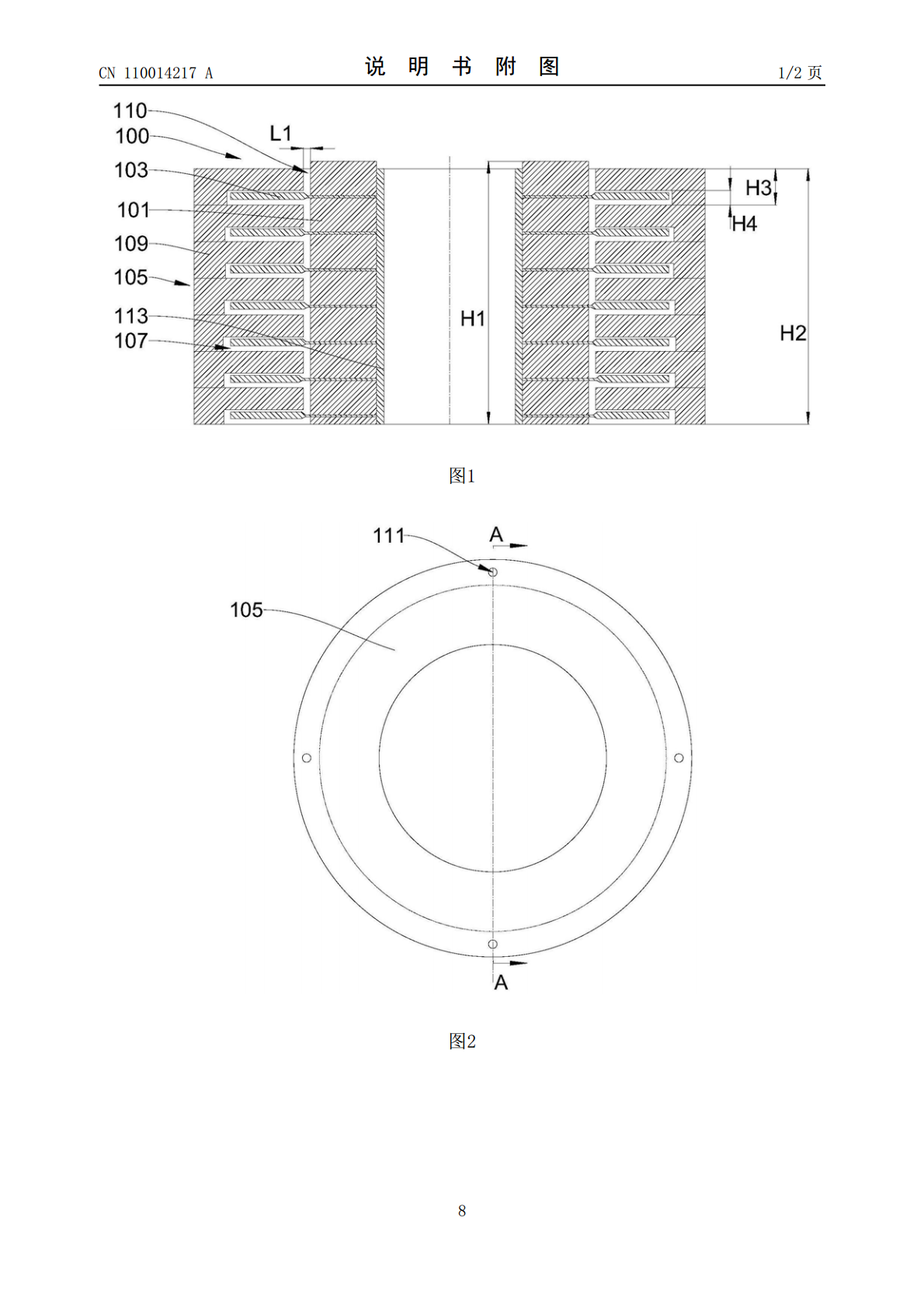
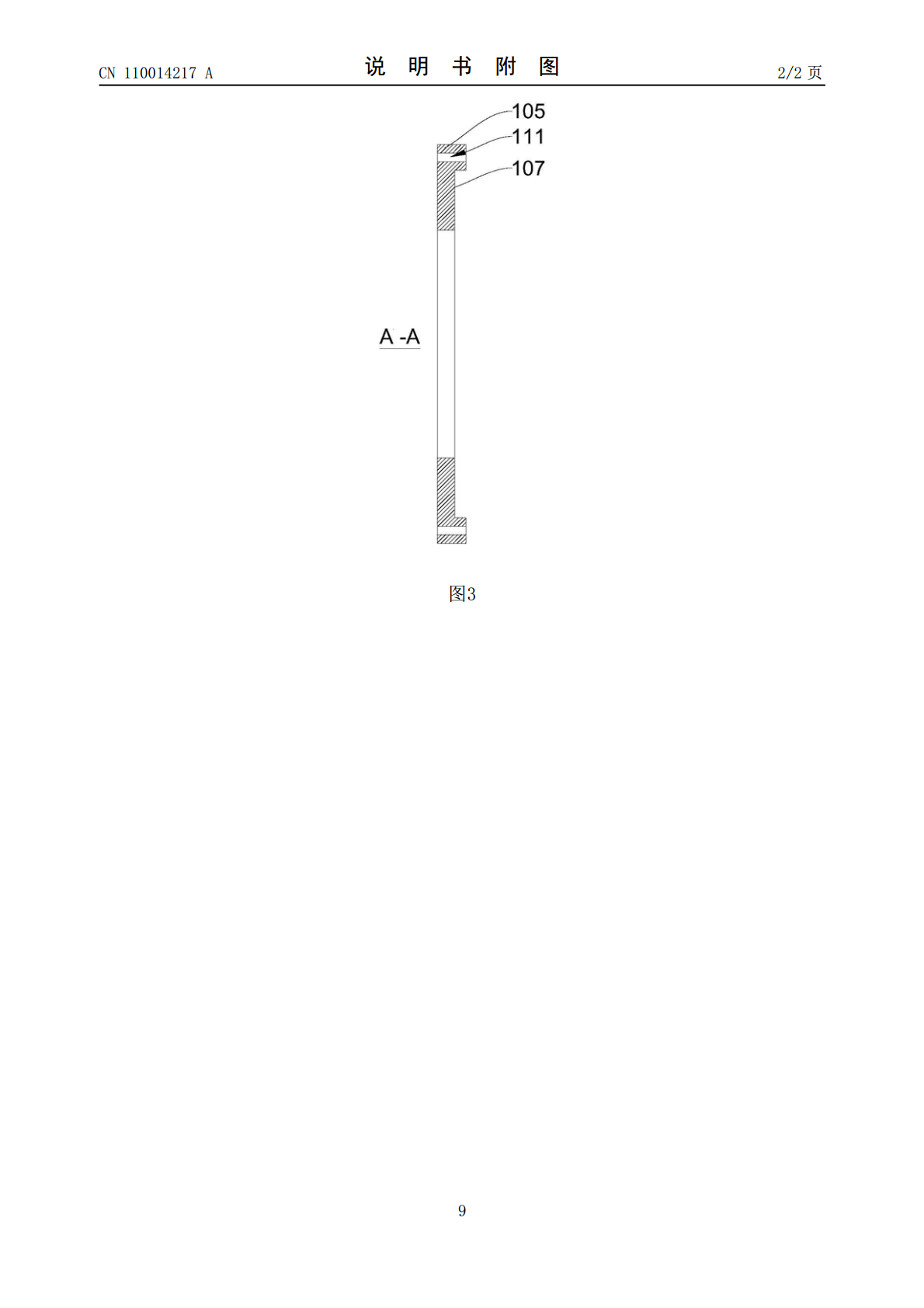
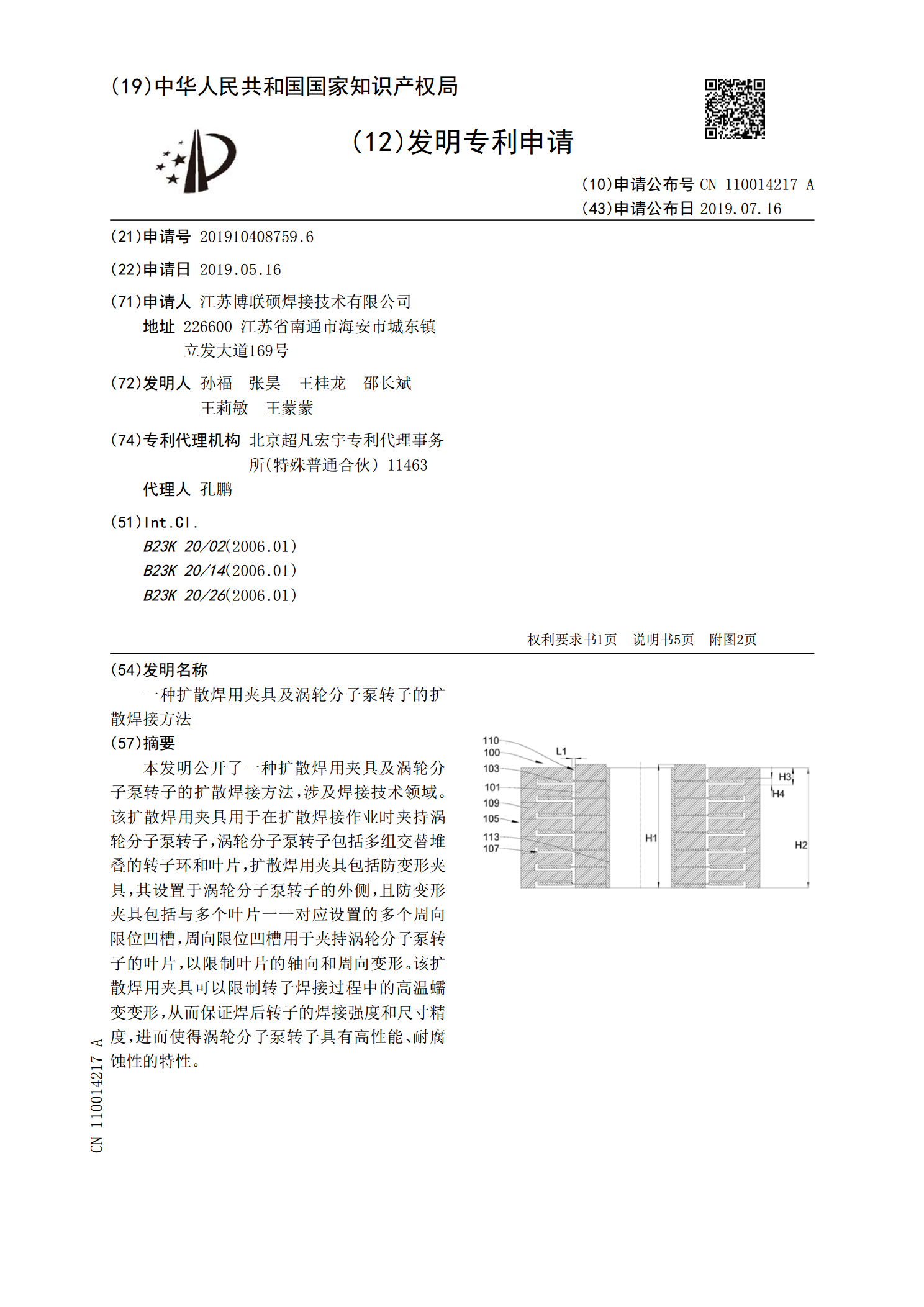
本发明公开了一种扩散焊用夹具及涡轮分子泵转子的扩散焊接方法,涉及焊接技术领域。该扩散焊用夹具用于在扩散焊接作业时夹持涡轮分子泵转子,涡轮分子泵转子包括多组交替堆叠的转子环和叶片,扩散焊用夹具包括防变形夹具,其设置于涡轮分子泵转子的外侧,且防变形夹具包括与多个叶片一一对应设置的多个周向限位凹槽,周向限位凹槽用于夹持涡轮分子泵转子的叶片,以限制叶片的轴向和周向变形。该扩散焊用夹具可以限制转子焊接过程中的高温蠕变变形,从而保证焊后转子的焊接强度和尺寸精度,进而使得涡轮分子泵转子具有高性能、耐腐蚀性的特性。
一种涡轮分子泵转子及其扩散焊接方法.pdf
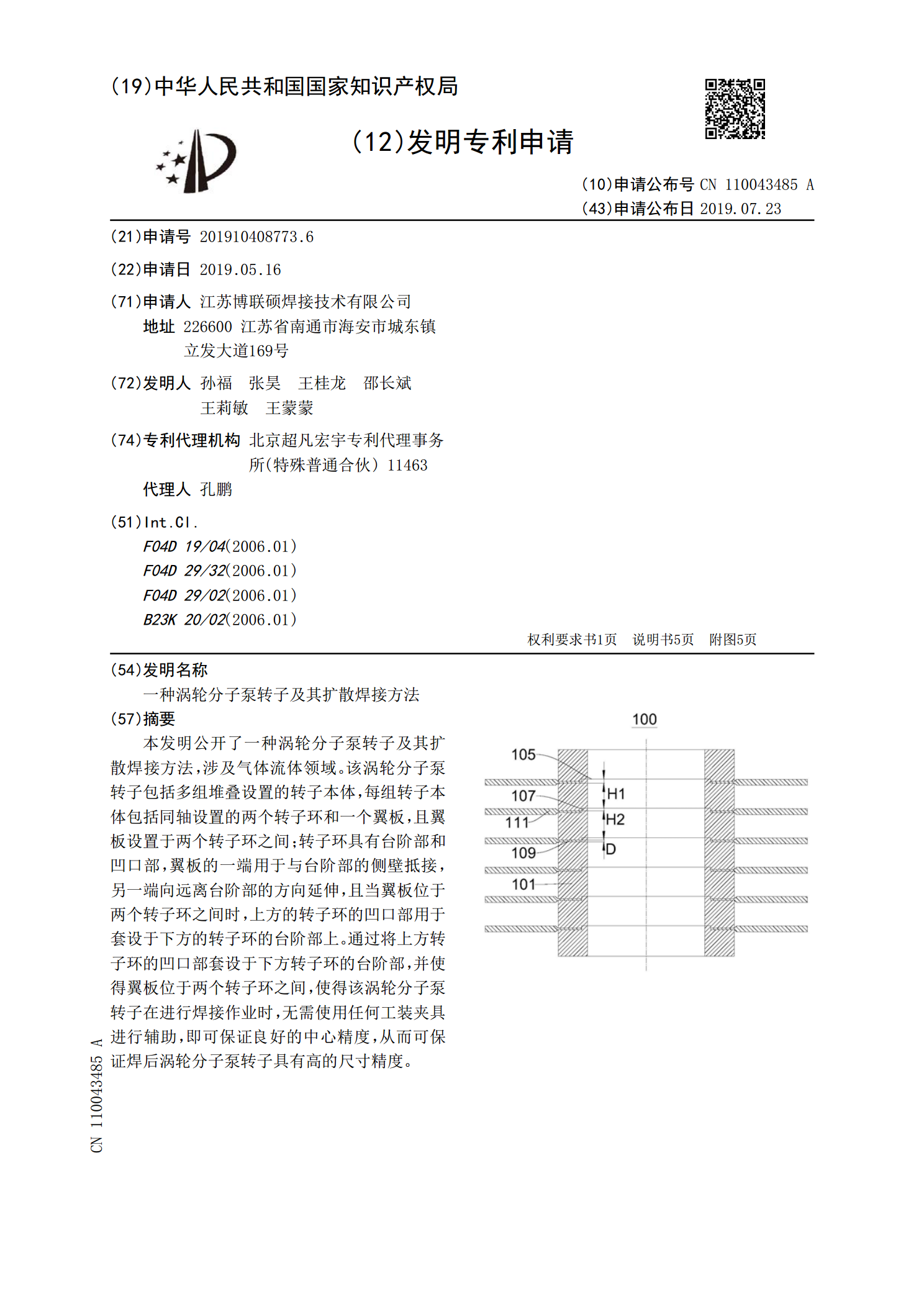
本发明公开了一种涡轮分子泵转子及其扩散焊接方法,涉及气体流体领域。该涡轮分子泵转子包括多组堆叠设置的转子本体,每组转子本体包括同轴设置的两个转子环和一个翼板,且翼板设置于两个转子环之间;转子环具有台阶部和凹口部,翼板的一端用于与台阶部的侧壁抵接,另一端向远离台阶部的方向延伸,且当翼板位于两个转子环之间时,上方的转子环的凹口部用于套设于下方的转子环的台阶部上。通过将上方转子环的凹口部套设于下方转子环的台阶部,并使得翼板位于两个转子环之间,使得该涡轮分子泵转子在进行焊接作业时,无需使用任何工装夹具进行辅助,即
一种扩散焊夹具及蜂窝结构的制备方法.pdf
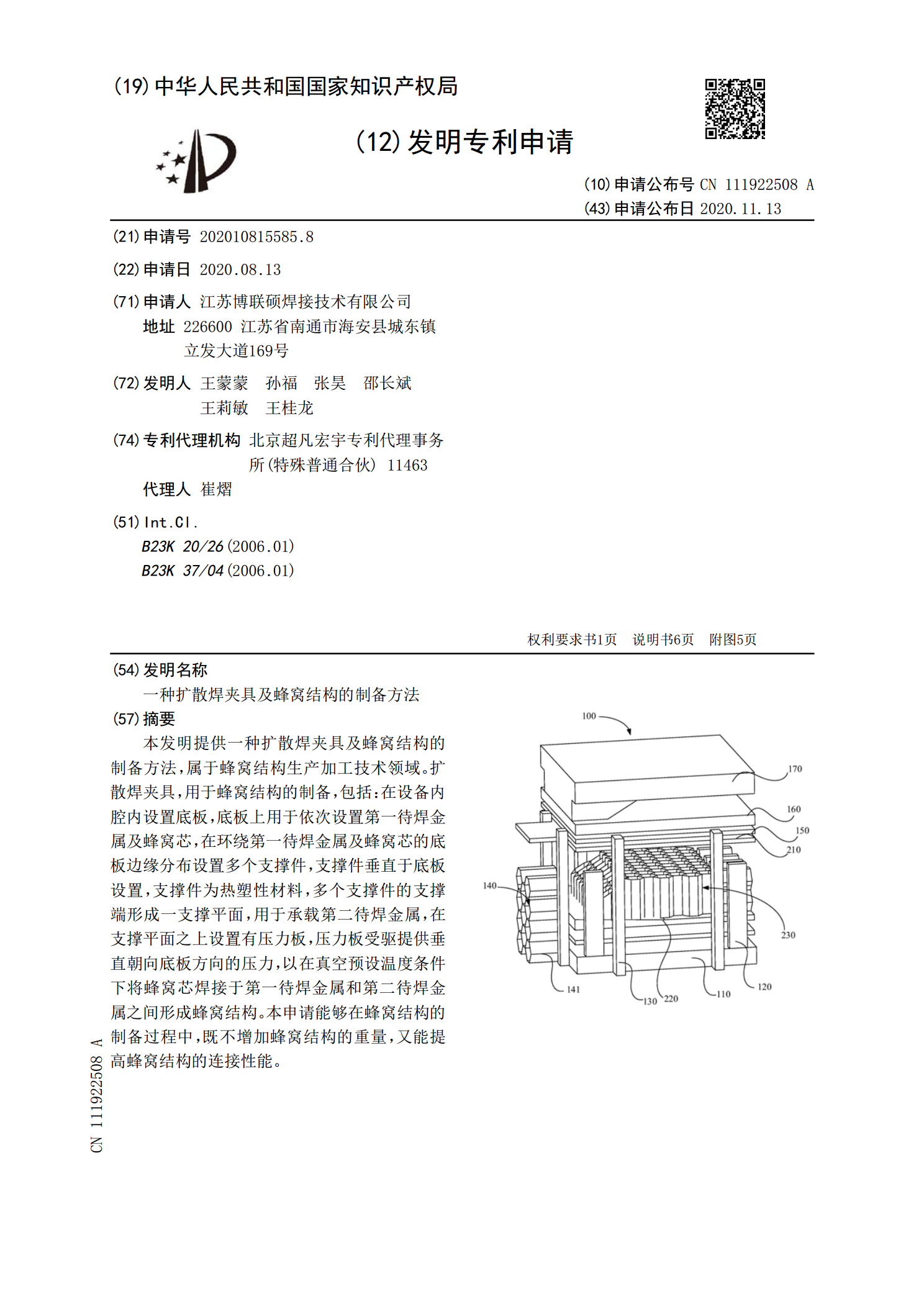
本发明提供一种扩散焊夹具及蜂窝结构的制备方法,属于蜂窝结构生产加工技术领域。扩散焊夹具,用于蜂窝结构的制备,包括:在设备内腔内设置底板,底板上用于依次设置第一待焊金属及蜂窝芯,在环绕第一待焊金属及蜂窝芯的底板边缘分布设置多个支撑件,支撑件垂直于底板设置,支撑件为热塑性材料,多个支撑件的支撑端形成一支撑平面,用于承载第二待焊金属,在支撑平面之上设置有压力板,压力板受驱提供垂直朝向底板方向的压力,以在真空预设温度条件下将蜂窝芯焊接于第一待焊金属和第二待焊金属之间形成蜂窝结构。本申请能够在蜂窝结构的制备过程中,
扩散焊接方法.pdf
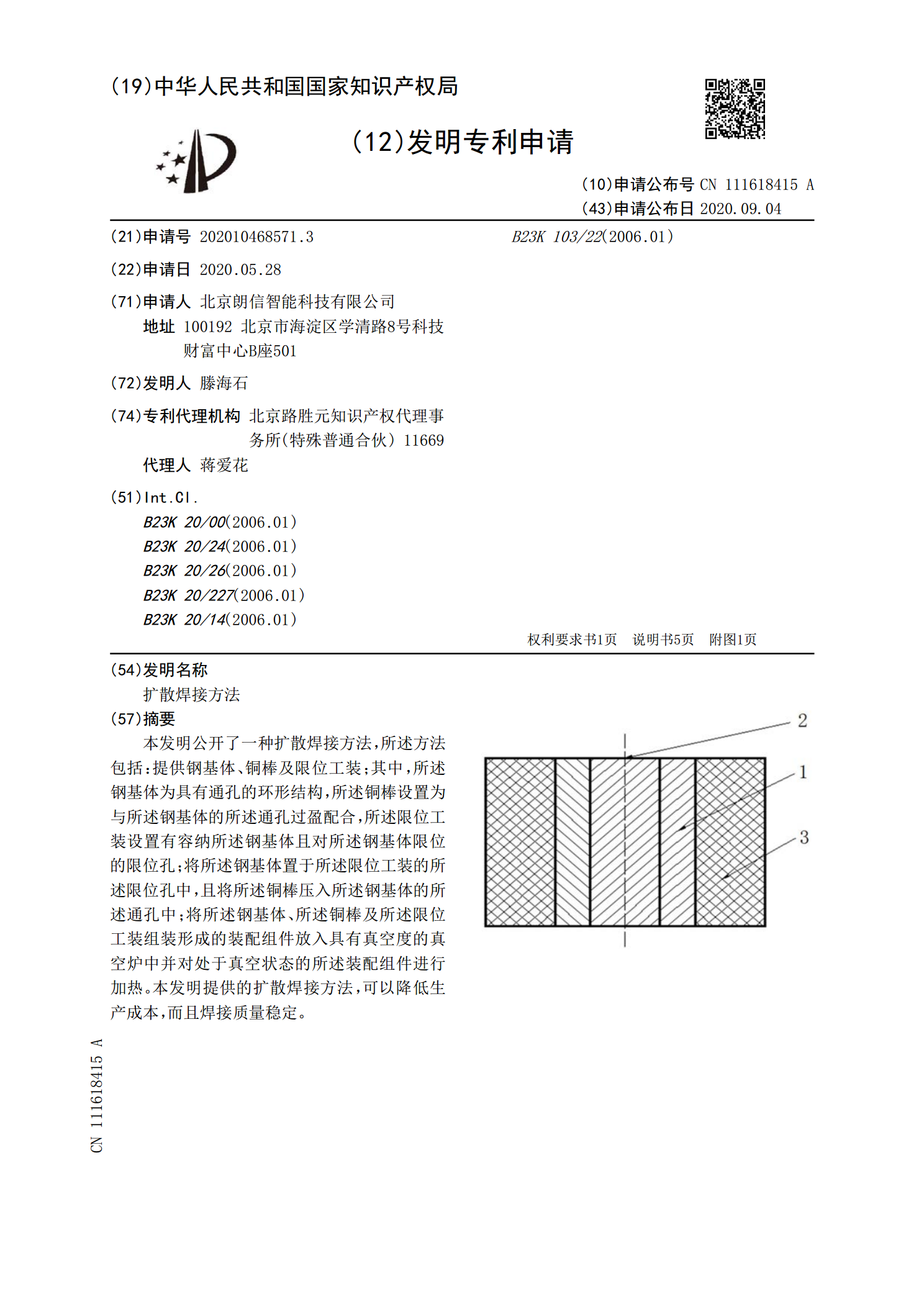
本发明公开了一种扩散焊接方法,所述方法包括:提供钢基体、铜棒及限位工装;其中,所述钢基体为具有通孔的环形结构,所述铜棒设置为与所述钢基体的所述通孔过盈配合,所述限位工装设置有容纳所述钢基体且对所述钢基体限位的限位孔;将所述钢基体置于所述限位工装的所述限位孔中,且将所述铜棒压入所述钢基体的所述通孔中;将所述钢基体、所述铜棒及所述限位工装组装形成的装配组件放入具有真空度的真空炉中并对处于真空状态的所述装配组件进行加热。本发明提供的扩散焊接方法,可以降低生产成本,而且焊接质量稳定。
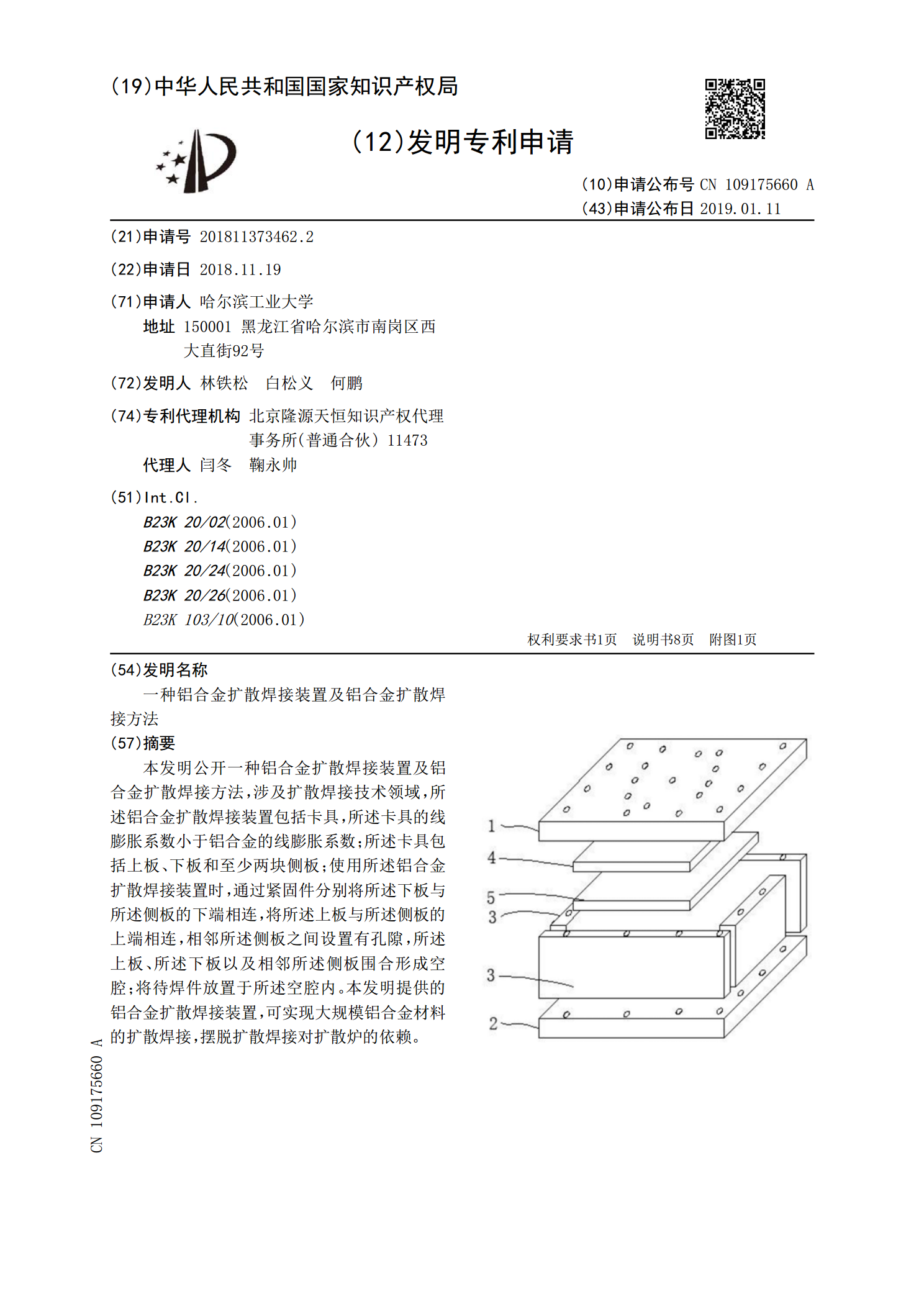
一种铝合金扩散焊接装置及铝合金扩散焊接方法.pdf
本发明公开一种铝合金扩散焊接装置及铝合金扩散焊接方法,涉及扩散焊接技术领域,所述铝合金扩散焊接装置包括卡具,所述卡具的线膨胀系数小于铝合金的线膨胀系数;所述卡具包括上板、下板和至少两块侧板;使用所述铝合金扩散焊接装置时,通过紧固件分别将所述下板与所述侧板的下端相连,将所述上板与所述侧板的上端相连,相邻所述侧板之间设置有孔隙,所述上板、所述下板以及相邻所述侧板围合形成空腔;将待焊件放置于所述空腔内。本发明提供的铝合金扩散焊接装置,可实现大规模铝合金材料的扩散焊接,摆脱扩散焊接对扩散炉的依赖。