
扩散焊接方法.pdf

睿德****找我


1/8

2/8
3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
扩散焊接方法.pdf
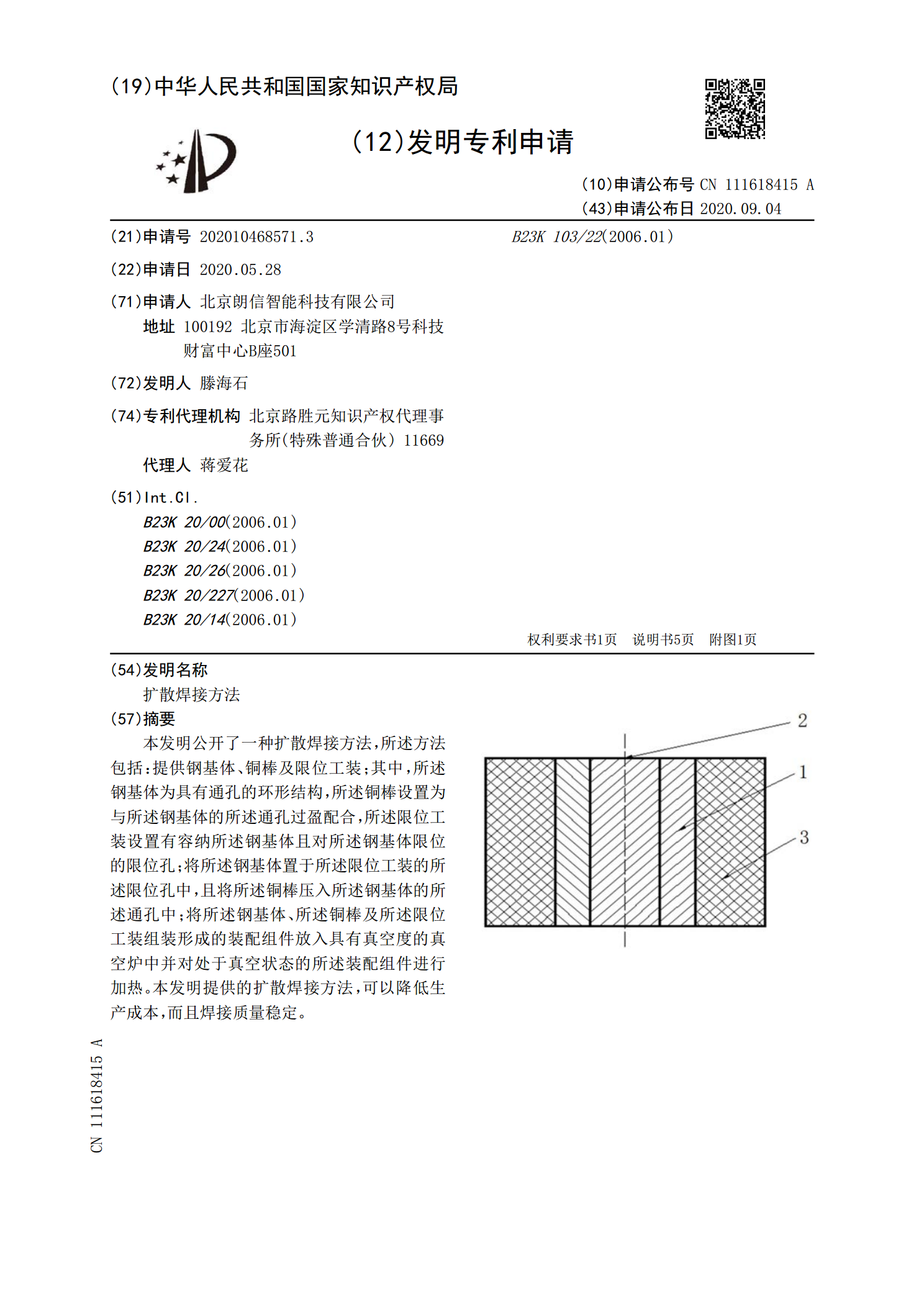
本发明公开了一种扩散焊接方法,所述方法包括:提供钢基体、铜棒及限位工装;其中,所述钢基体为具有通孔的环形结构,所述铜棒设置为与所述钢基体的所述通孔过盈配合,所述限位工装设置有容纳所述钢基体且对所述钢基体限位的限位孔;将所述钢基体置于所述限位工装的所述限位孔中,且将所述铜棒压入所述钢基体的所述通孔中;将所述钢基体、所述铜棒及所述限位工装组装形成的装配组件放入具有真空度的真空炉中并对处于真空状态的所述装配组件进行加热。本发明提供的扩散焊接方法,可以降低生产成本,而且焊接质量稳定。
线圈架扩散焊接方法.pdf
一种线圈架的扩散焊接方法,对异种金属(DT4E)与铜合金(H62或ZCuSn10Pb2Ni3)加工的上、下法兰盘、衬套焊接面进行研磨清洗,装夹具加压后放入盐浴炉,即真空炉中,通过加热并保温使焊接面之间实现原子扩散而形成焊接接头。本发明在盐浴炉中焊接,炉温均匀性好,接头变形小,经试验验证,且焊接时不采用焊药,焊缝无夹渣、气孔等缺陷,焊缝综合性能较好,焊后合格率达到90%以上。同时本发明还具有对设备要求低、焊接效率高、生产成本低的特点。

铜丝网扩散焊接简易方法.docx
铜丝网扩散焊接简易方法铜丝网扩散焊接简易方法摘要:铜丝网扩散焊接是一种常用的金属焊接方法,它具有焊接速度快、焊缝质量好、焊接强度高等优点。本文以铜丝网扩散焊接为研究对象,探讨其简易方法。首先介绍了铜丝网扩散焊接的原理和特点,然后详细描述了焊接准备工作、焊接工艺参数、焊接过程控制以及焊后处理等步骤。最后,通过实验验证了该方法的可行性和实际应用效果。关键词:铜丝网扩散焊接;简易方法;焊接准备;焊接工艺;焊后处理一、引言铜丝网扩散焊接是一种常用的金属焊接方法,它利用高温下金属材料的熔化融合在一起,形成连续的焊缝
一种铝合金扩散焊接装置及铝合金扩散焊接方法.pdf
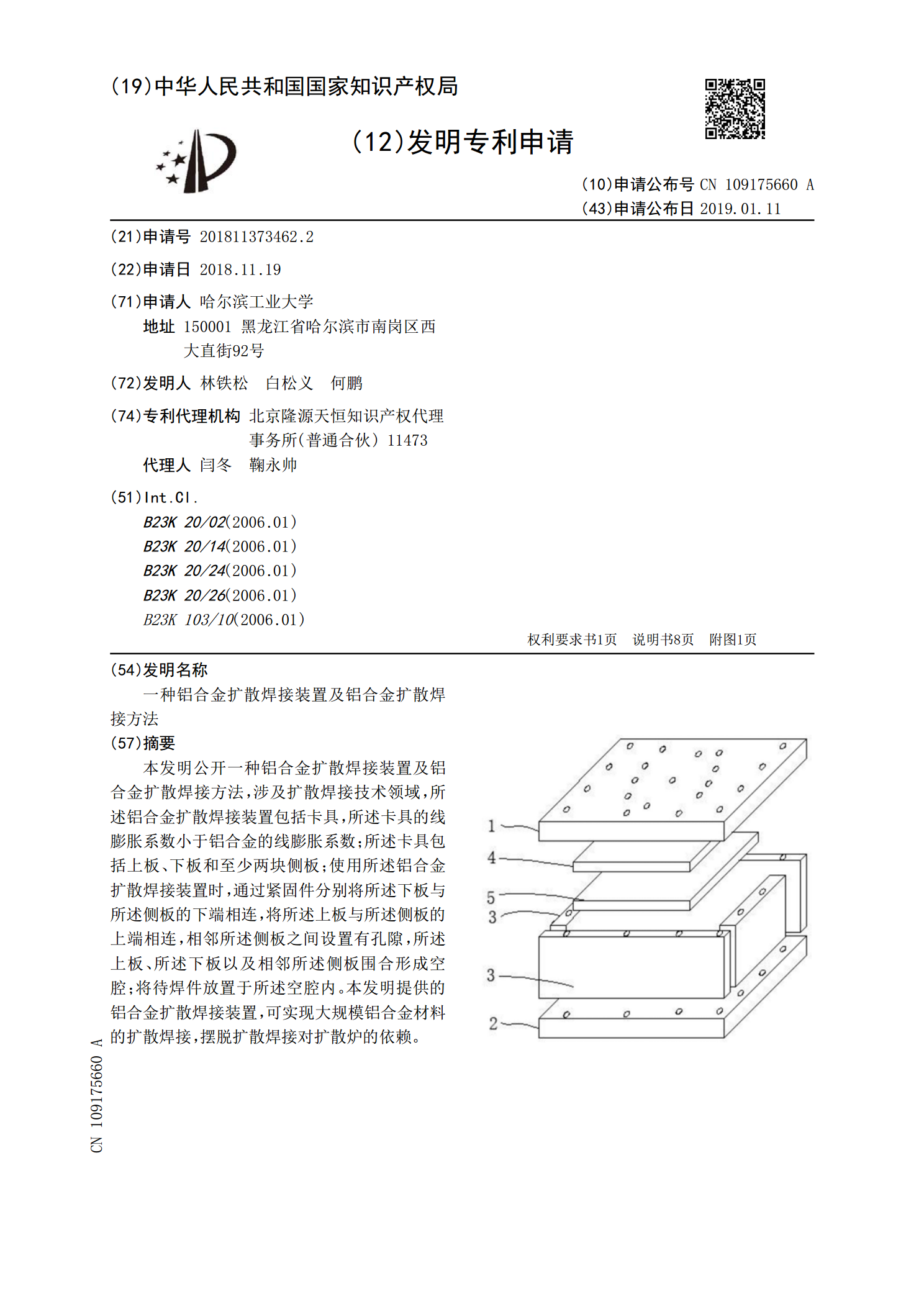
本发明公开一种铝合金扩散焊接装置及铝合金扩散焊接方法,涉及扩散焊接技术领域,所述铝合金扩散焊接装置包括卡具,所述卡具的线膨胀系数小于铝合金的线膨胀系数;所述卡具包括上板、下板和至少两块侧板;使用所述铝合金扩散焊接装置时,通过紧固件分别将所述下板与所述侧板的下端相连,将所述上板与所述侧板的上端相连,相邻所述侧板之间设置有孔隙,所述上板、所述下板以及相邻所述侧板围合形成空腔;将待焊件放置于所述空腔内。本发明提供的铝合金扩散焊接装置,可实现大规模铝合金材料的扩散焊接,摆脱扩散焊接对扩散炉的依赖。

一种真空扩散焊接方法.pdf
本发明适用于焊接技术领域,提供了一种真空扩散焊接方法,用于焊接回转类零件,将胀芯、分瓣结构的胀瓣以及待焊接的第一焊件和第二焊件相互套接后放入一包套中,第一焊件和第二焊件之间以及零件与包套之间保留一定的间隙,在焊接的过程中,第二焊件受热膨胀,由于其线膨胀系数小于包套的线膨胀系数,在升温过程中包套与第二焊件之间的间隙会逐渐减小直至包套箍住第二焊件,在胀芯上施加压力通过胀瓣传递至第一焊件,通过胀瓣和包套对第一焊件和第二焊件施加的内外两侧的挤压力使第一焊件的外圆面和第二焊件的内孔面实现扩散焊接。本发明对外侧的第二