
一种扩散焊夹具及蜂窝结构的制备方法.pdf

诗文****仙女

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种扩散焊夹具及蜂窝结构的制备方法.pdf
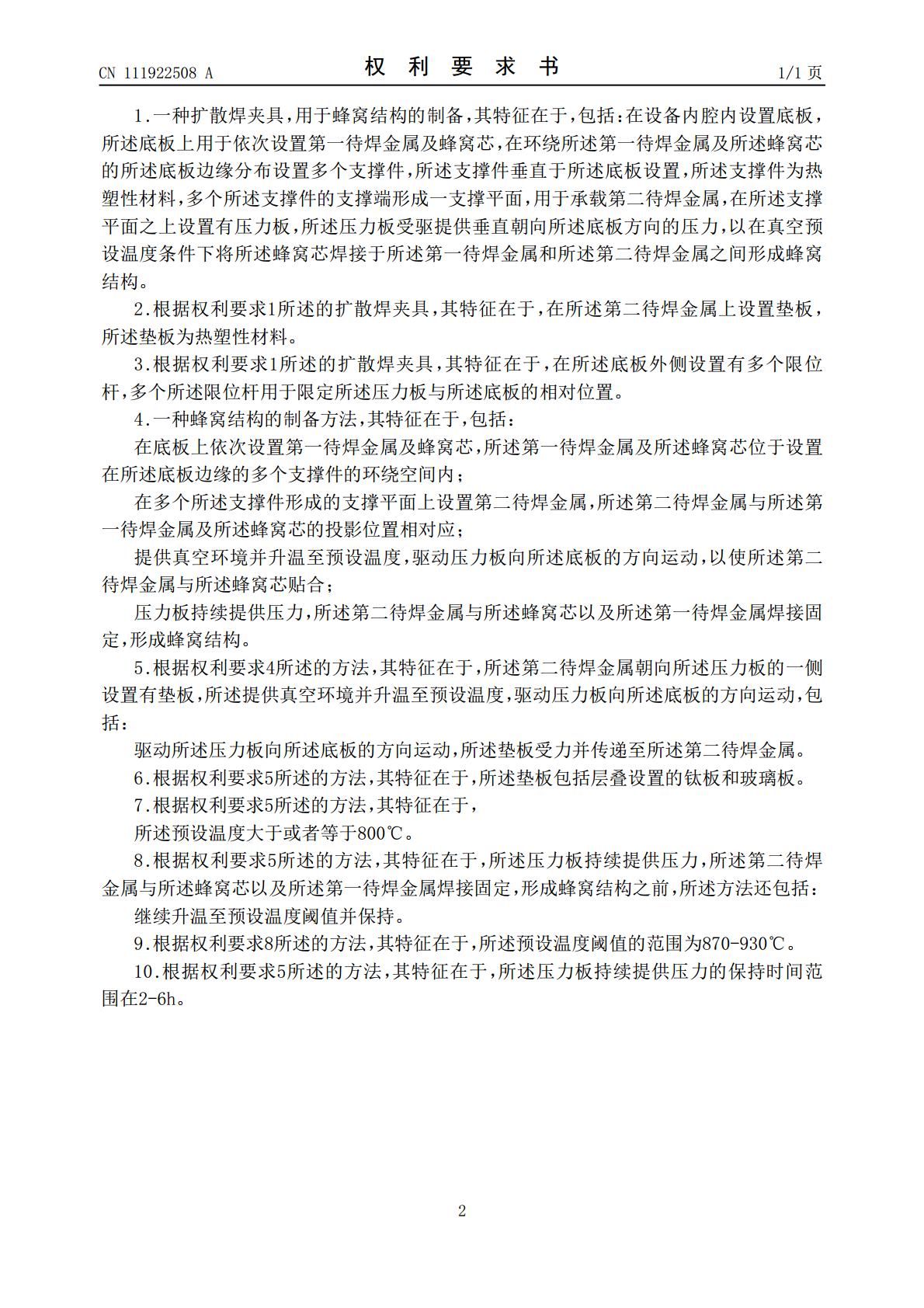
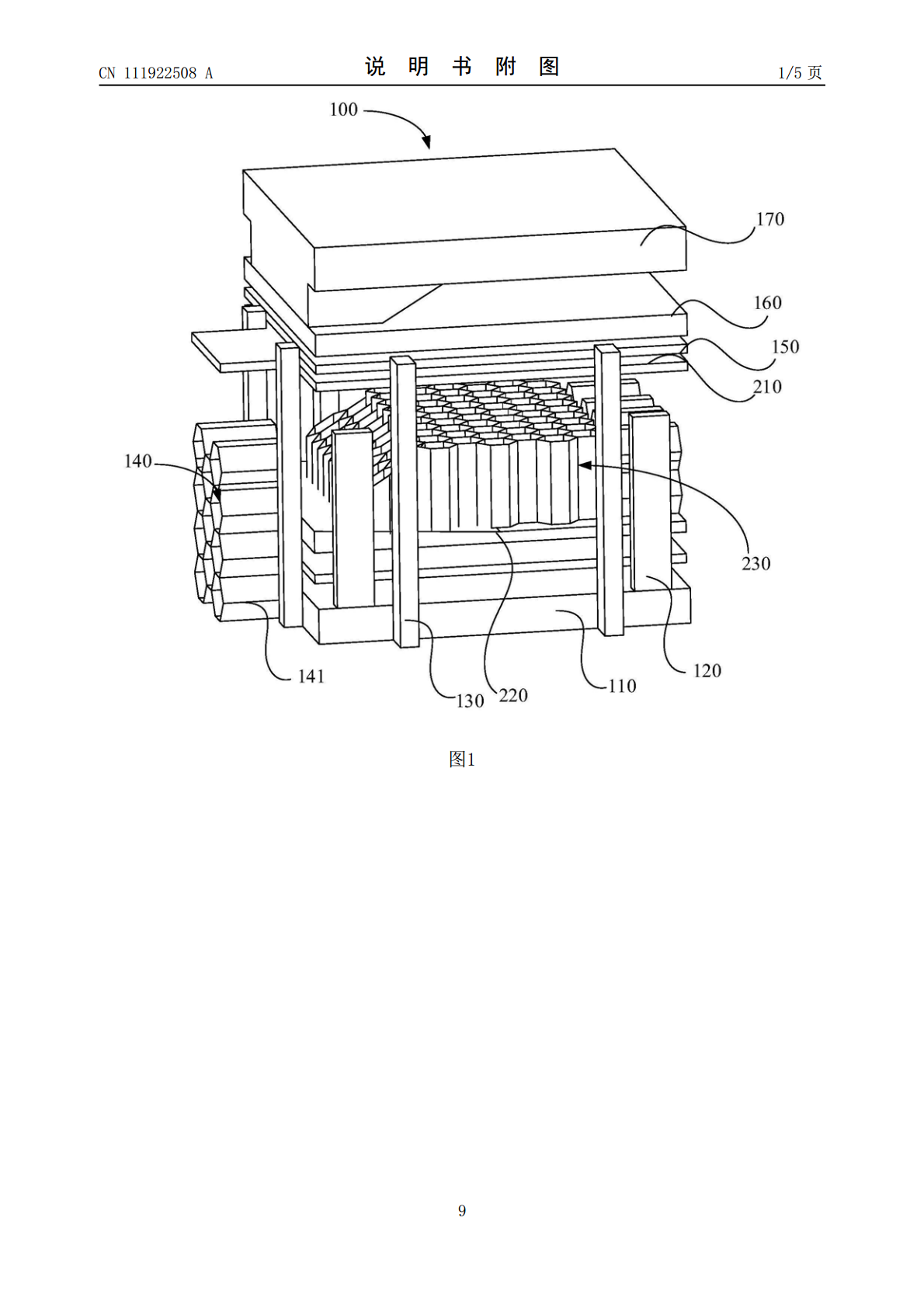
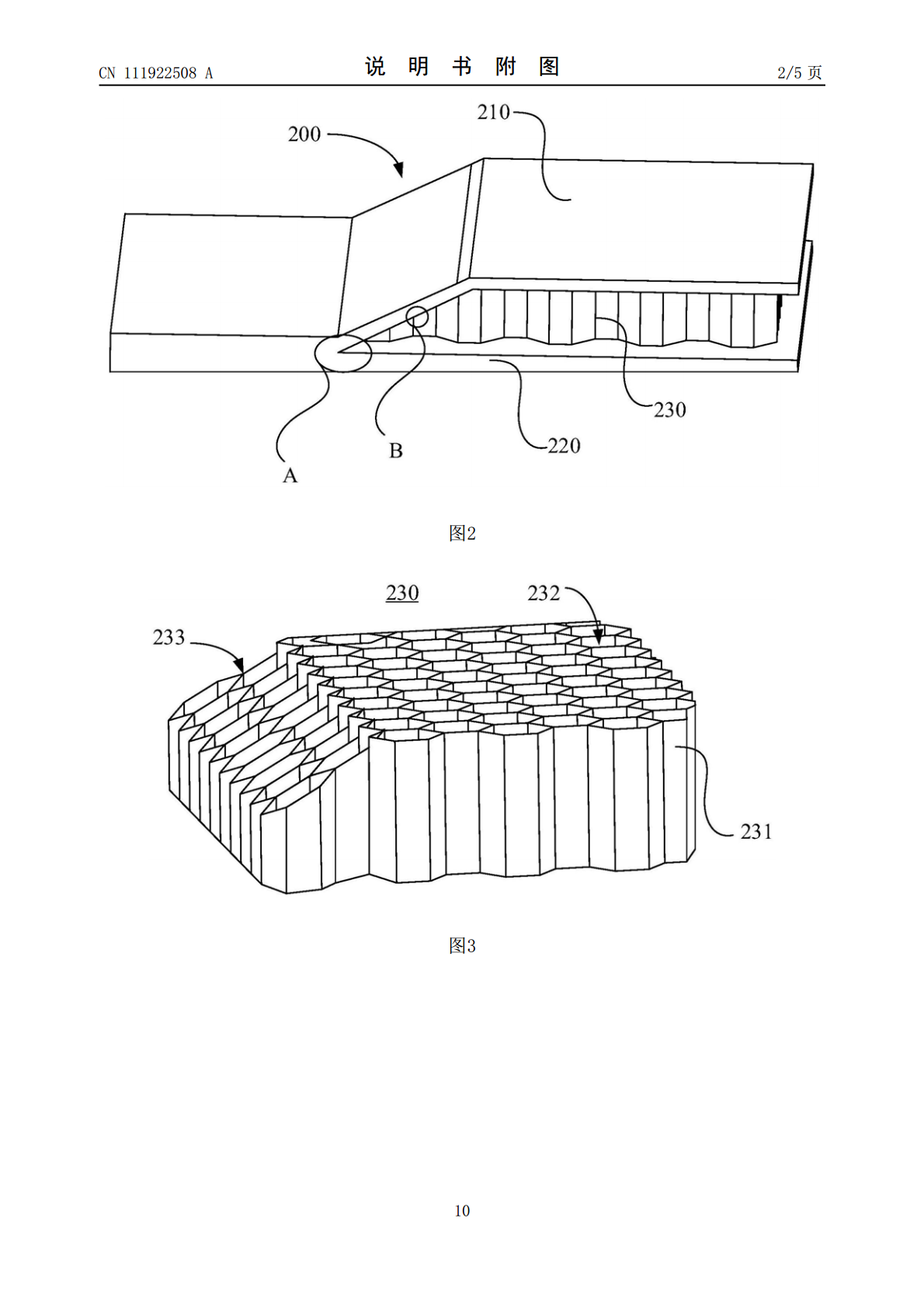
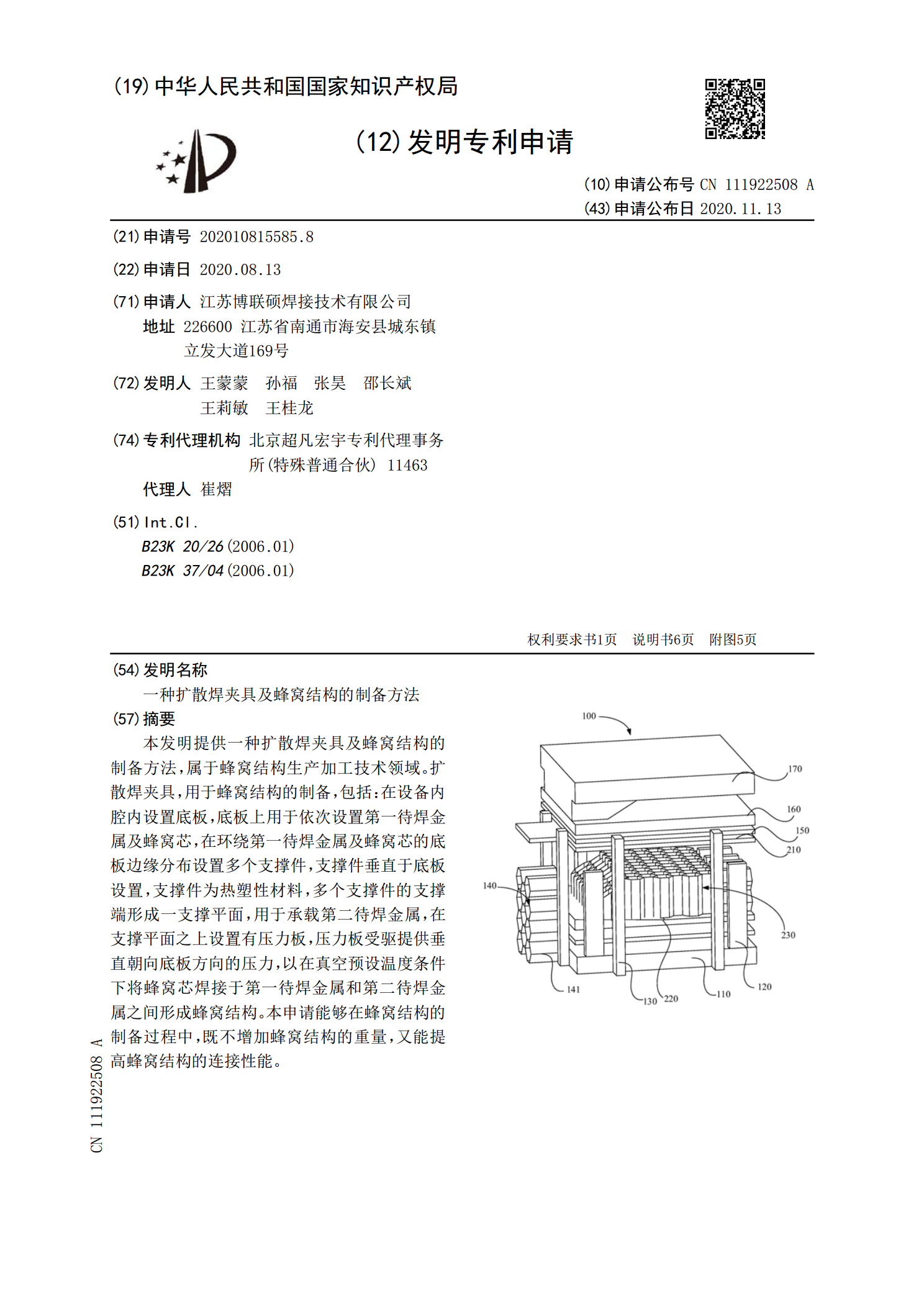
本发明提供一种扩散焊夹具及蜂窝结构的制备方法,属于蜂窝结构生产加工技术领域。扩散焊夹具,用于蜂窝结构的制备,包括:在设备内腔内设置底板,底板上用于依次设置第一待焊金属及蜂窝芯,在环绕第一待焊金属及蜂窝芯的底板边缘分布设置多个支撑件,支撑件垂直于底板设置,支撑件为热塑性材料,多个支撑件的支撑端形成一支撑平面,用于承载第二待焊金属,在支撑平面之上设置有压力板,压力板受驱提供垂直朝向底板方向的压力,以在真空预设温度条件下将蜂窝芯焊接于第一待焊金属和第二待焊金属之间形成蜂窝结构。本申请能够在蜂窝结构的制备过程中,
一种低温扩散焊蜂窝芯及其制备方法.pdf
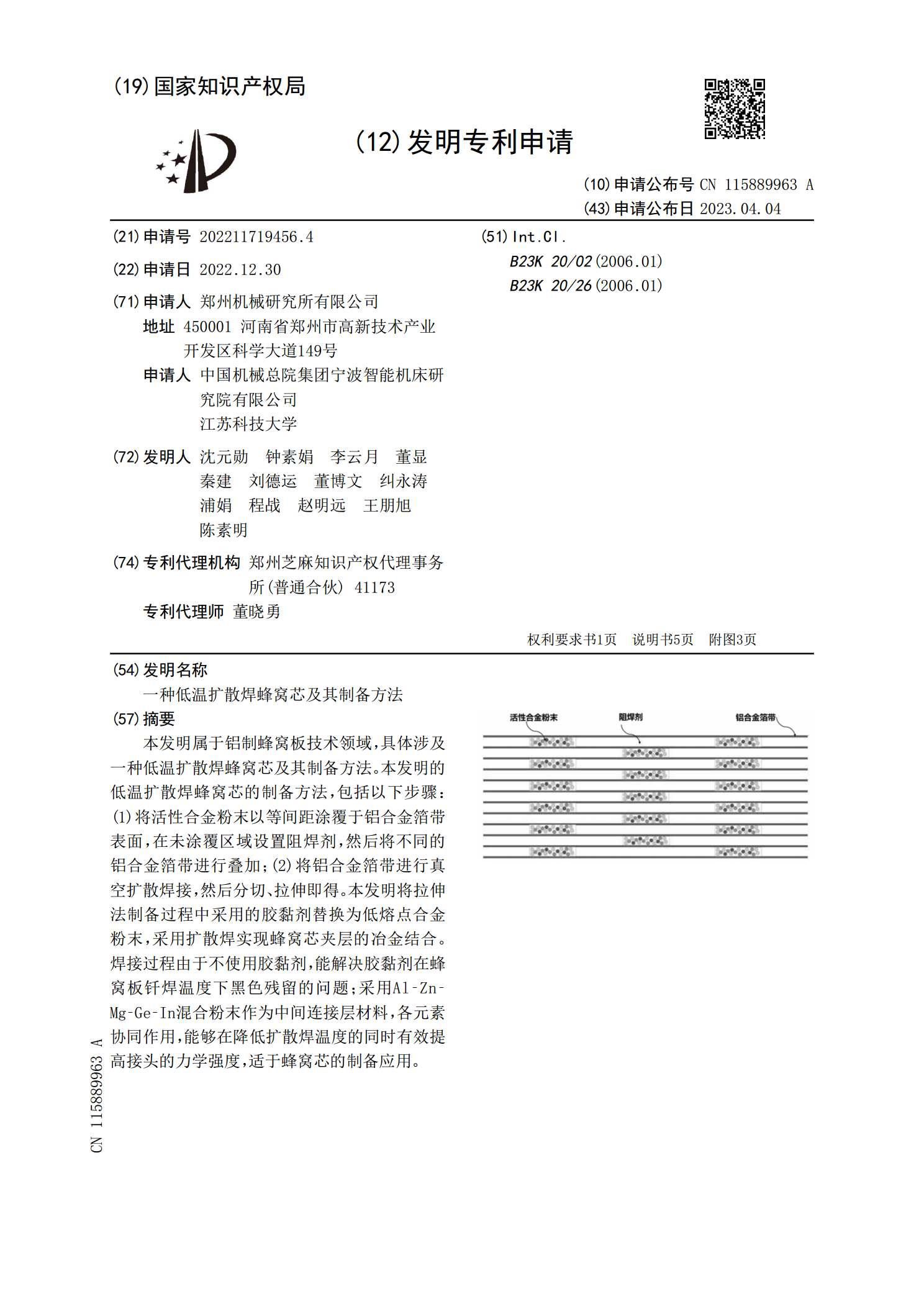
本发明属于铝制蜂窝板技术领域,具体涉及一种低温扩散焊蜂窝芯及其制备方法。本发明的低温扩散焊蜂窝芯的制备方法,包括以下步骤:(1)将活性合金粉末以等间距涂覆于铝合金箔带表面,在未涂覆区域设置阻焊剂,然后将不同的铝合金箔带进行叠加;(2)将铝合金箔带进行真空扩散焊接,然后分切、拉伸即得。本发明将拉伸法制备过程中采用的胶黏剂替换为低熔点合金粉末,采用扩散焊实现蜂窝芯夹层的冶金结合。焊接过程由于不使用胶黏剂,能解决胶黏剂在蜂窝板钎焊温度下黑色残留的问题;采用Al‑Zn‑Mg‑Ge‑In混合粉末作为中间连接层材料,
钼基高温合金蜂窝结构的真空扩散焊连接方法.pdf
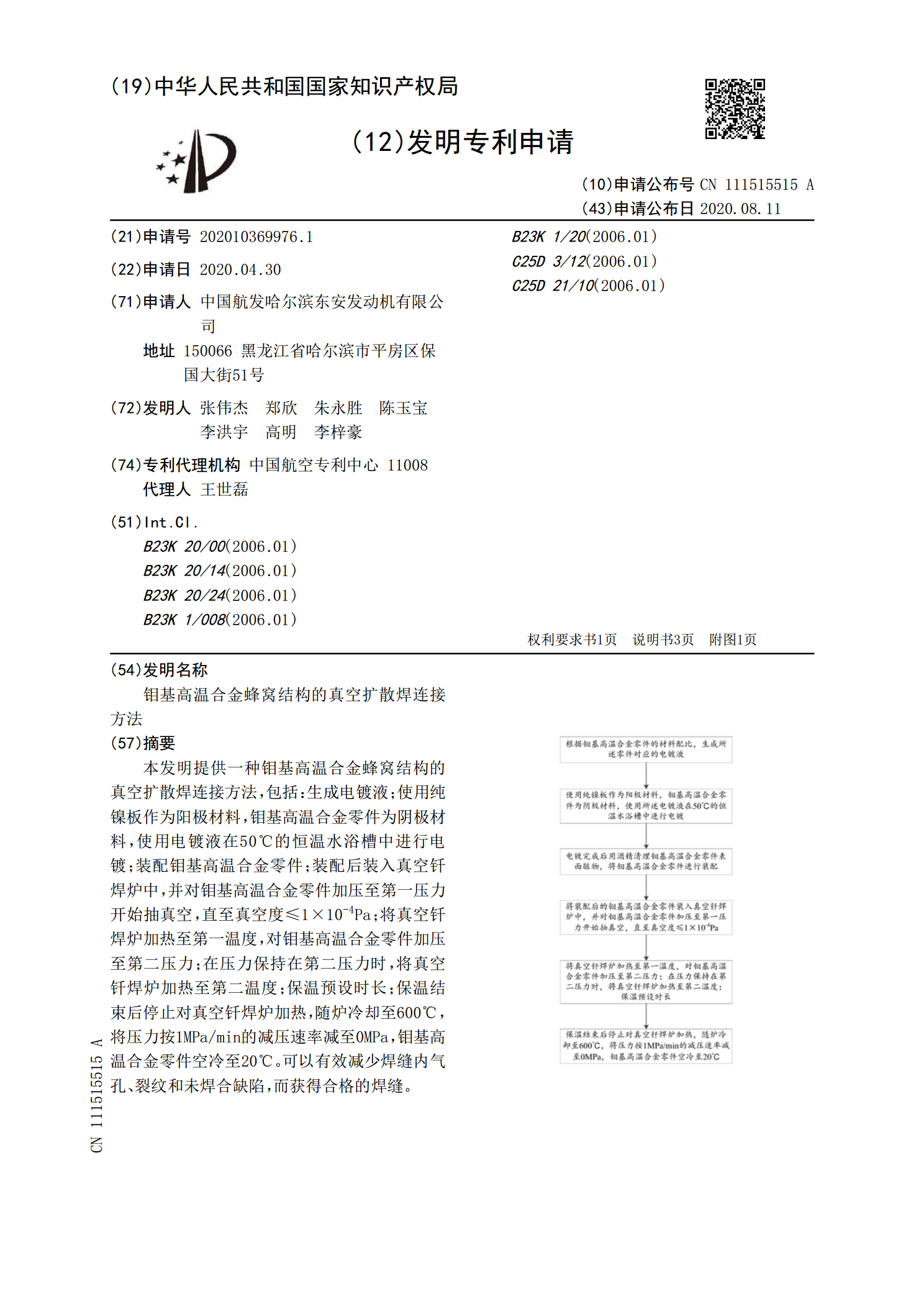
本发明提供一种钼基高温合金蜂窝结构的真空扩散焊连接方法,包括:生成电镀液;使用纯镍板作为阳极材料,钼基高温合金零件为阴极材料,使用电镀液在50℃的恒温水浴槽中进行电镀;装配钼基高温合金零件;装配后装入真空钎焊炉中,并对钼基高温合金零件加压至第一压力开始抽真空,直至真空度≤1×10
一种扩散焊用夹具及涡轮分子泵转子的扩散焊接方法.pdf
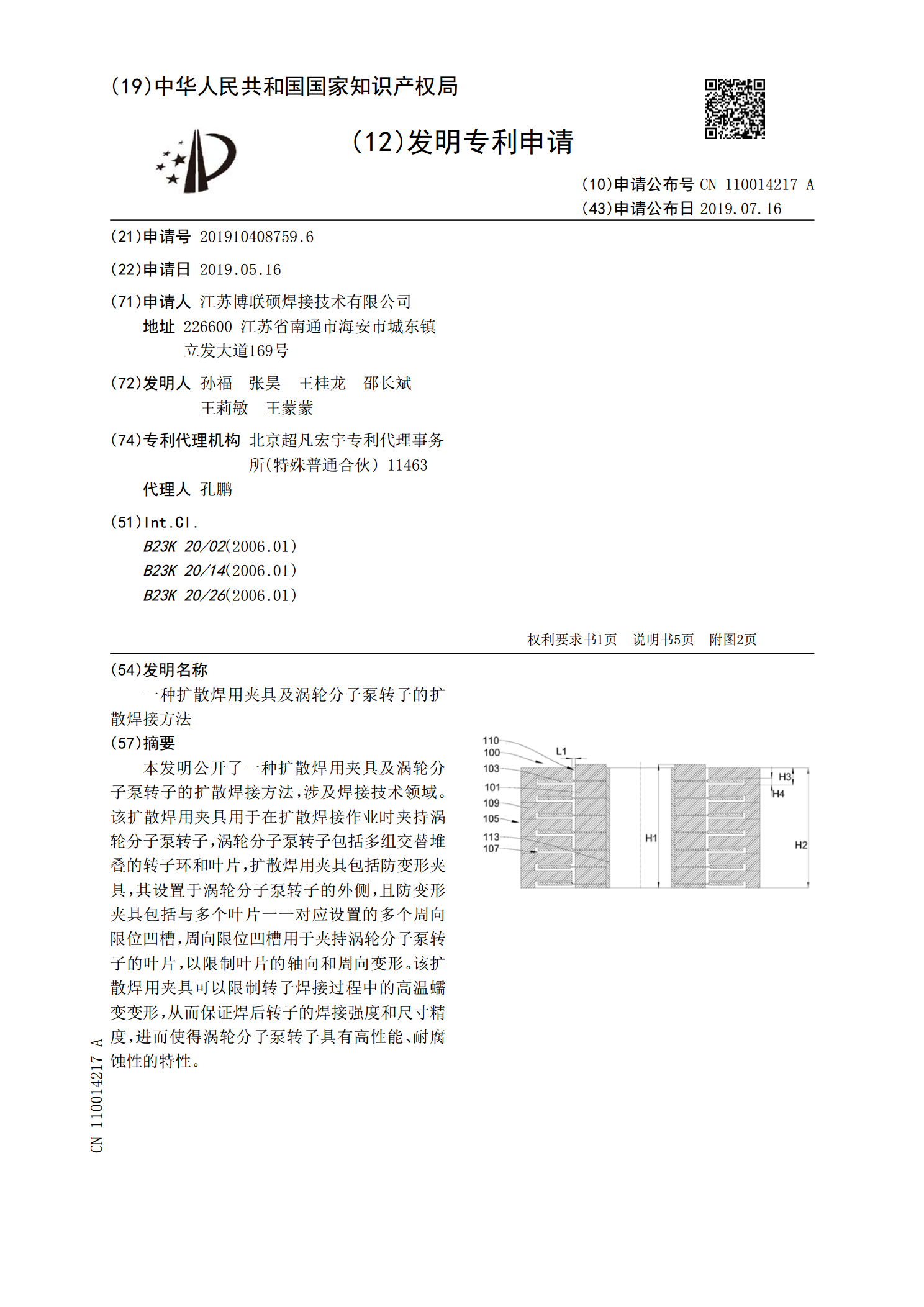
本发明公开了一种扩散焊用夹具及涡轮分子泵转子的扩散焊接方法,涉及焊接技术领域。该扩散焊用夹具用于在扩散焊接作业时夹持涡轮分子泵转子,涡轮分子泵转子包括多组交替堆叠的转子环和叶片,扩散焊用夹具包括防变形夹具,其设置于涡轮分子泵转子的外侧,且防变形夹具包括与多个叶片一一对应设置的多个周向限位凹槽,周向限位凹槽用于夹持涡轮分子泵转子的叶片,以限制叶片的轴向和周向变形。该扩散焊用夹具可以限制转子焊接过程中的高温蠕变变形,从而保证焊后转子的焊接强度和尺寸精度,进而使得涡轮分子泵转子具有高性能、耐腐蚀性的特性。

一种蜂窝结构扩散钎焊连接方法.pdf
本发明涉及一种蜂窝结构扩散钎焊连接方法,属于焊接技术领域;步骤一、在蜂窝芯的水平周向侧壁处设置骨架;步骤二、在下蒙皮的上表面预置一层中间层后,将下蒙皮贴附在蜂窝芯的底部;在上蒙皮的下表面预置一层中间层后,将上蒙皮贴附在蜂窝芯的顶部;放置在下石墨模具上,并在顶部放置上石墨模具;步骤三、在上石墨模具的顶部预置压块;形成工件;步骤四、将n个石墨夹块均匀设置在工件的侧壁处;实现对工件周向边缘的夹紧;步骤五、对夹持工装进行加热冷却处理,获得扩散钎焊后的蜂窝结构;本发明焊接质量更高,尤其适用于带复杂型面和对力学性能、