
一种大型容器U型管管端除锈抛光装置及抛光方法.pdf

夏萍****文章

1/10
2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种大型容器U型管管端除锈抛光装置及抛光方法.pdf
本发明提供了一种U型管管端除锈抛光装置及抛光方法,该装置包括:往复行走系统、主轴抛光系统和抛光轮组件;其中,所述往复行走系统设定方向和距离往复运动,带动主轴抛光系统和抛光轮组件往复运动,对U型换热管管端外圆面循环除锈抛光。该U型管管端除锈抛光装置可以进行半自动除锈抛光处理,相比于人工手动操作柔性砂轮打磨管端外圆面,效率大大提高;处理后的管子外圆面圆度、圆柱度、表面光洁度质量都很好,对下一道工序管子管板焊接提供了有利的工序质量保障。
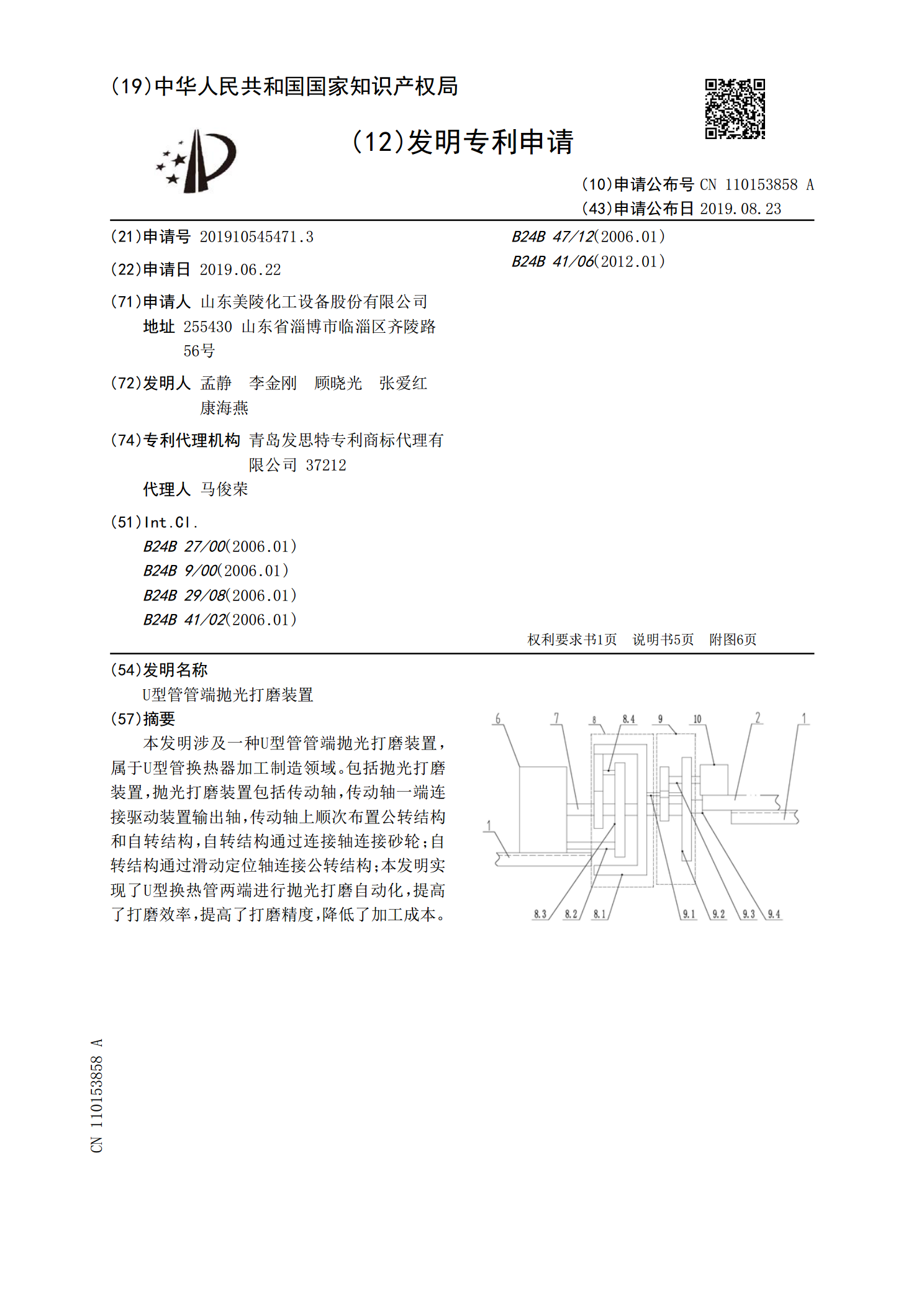
U型管管端抛光打磨装置.pdf
本发明涉及一种U型管管端抛光打磨装置,属于U型管换热器加工制造领域。包括抛光打磨装置,抛光打磨装置包括传动轴,传动轴一端连接驱动装置输出轴,传动轴上顺次布置公转结构和自转结构,自转结构通过连接轴连接砂轮;自转结构通过滑动定位轴连接公转结构;本发明实现了U型换热管两端进行抛光打磨自动化,提高了打磨效率,提高了打磨精度,降低了加工成本。
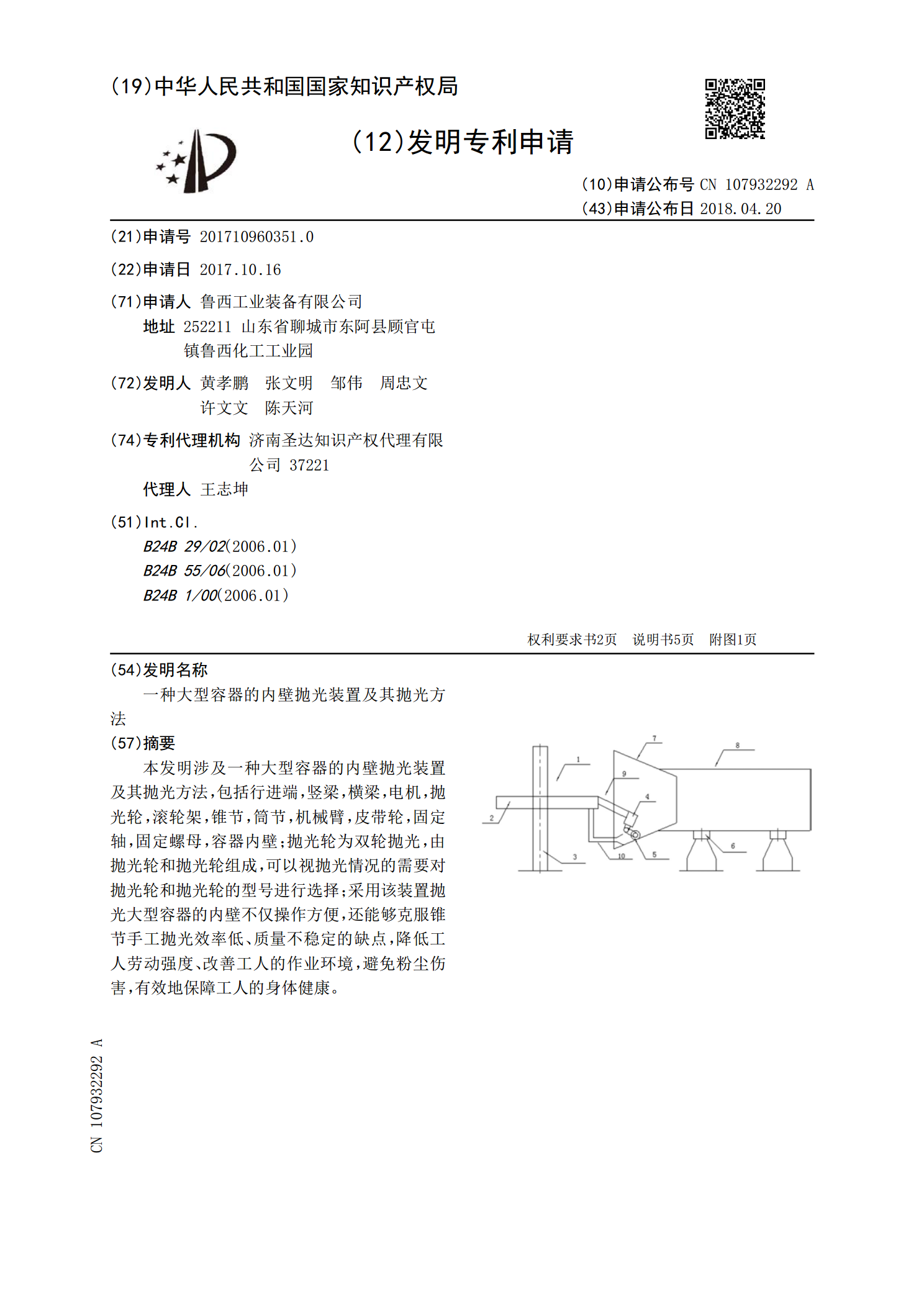
一种大型容器的内壁抛光装置及其抛光方法.pdf
本发明涉及一种大型容器的内壁抛光装置及其抛光方法,包括行进端,竖梁,横梁,电机,抛光轮,滚轮架,锥节,筒节,机械臂,皮带轮,固定轴,固定螺母,容器内壁;抛光轮为双轮抛光,由抛光轮和抛光轮组成,可以视抛光情况的需要对抛光轮和抛光轮的型号进行选择;采用该装置抛光大型容器的内壁不仅操作方便,还能够克服锥节手工抛光效率低、质量不稳定的缺点,降低工人劳动强度、改善工人的作业环境,避免粉尘伤害,有效地保障工人的身体健康。
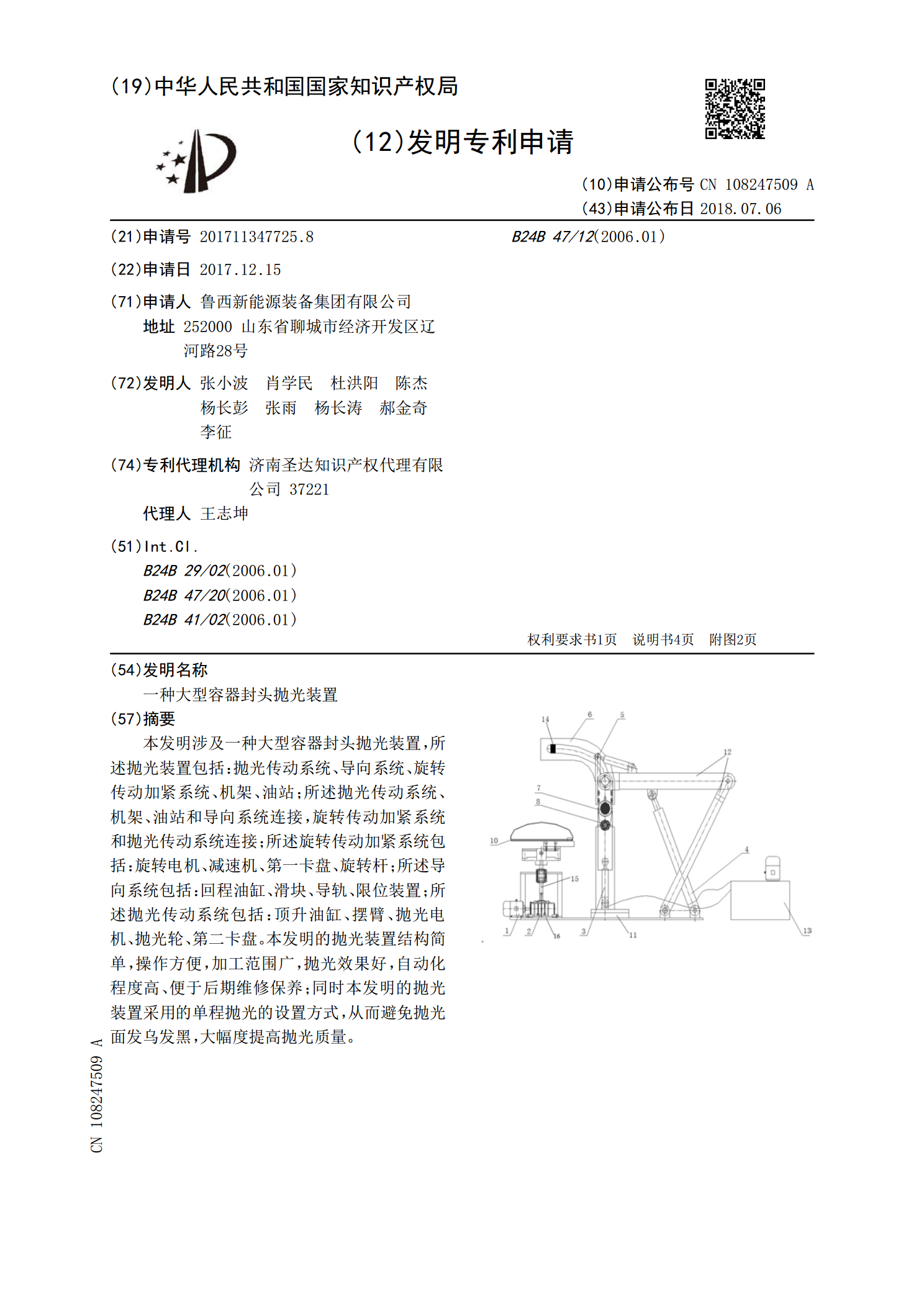
一种大型容器封头抛光装置.pdf
本发明涉及一种大型容器封头抛光装置,所述抛光装置包括:抛光传动系统、导向系统、旋转传动加紧系统、机架、油站;所述抛光传动系统、机架、油站和导向系统连接,旋转传动加紧系统和抛光传动系统连接;所述旋转传动加紧系统包括:旋转电机、减速机、第一卡盘、旋转杆;所述导向系统包括:回程油缸、滑块、导轨、限位装置;所述抛光传动系统包括:顶升油缸、摆臂、抛光电机、抛光轮、第二卡盘。本发明的抛光装置结构简单,操作方便,加工范围广,抛光效果好,自动化程度高、便于后期维修保养;同时本发明的抛光装置采用的单程抛光的设置方式,从而避
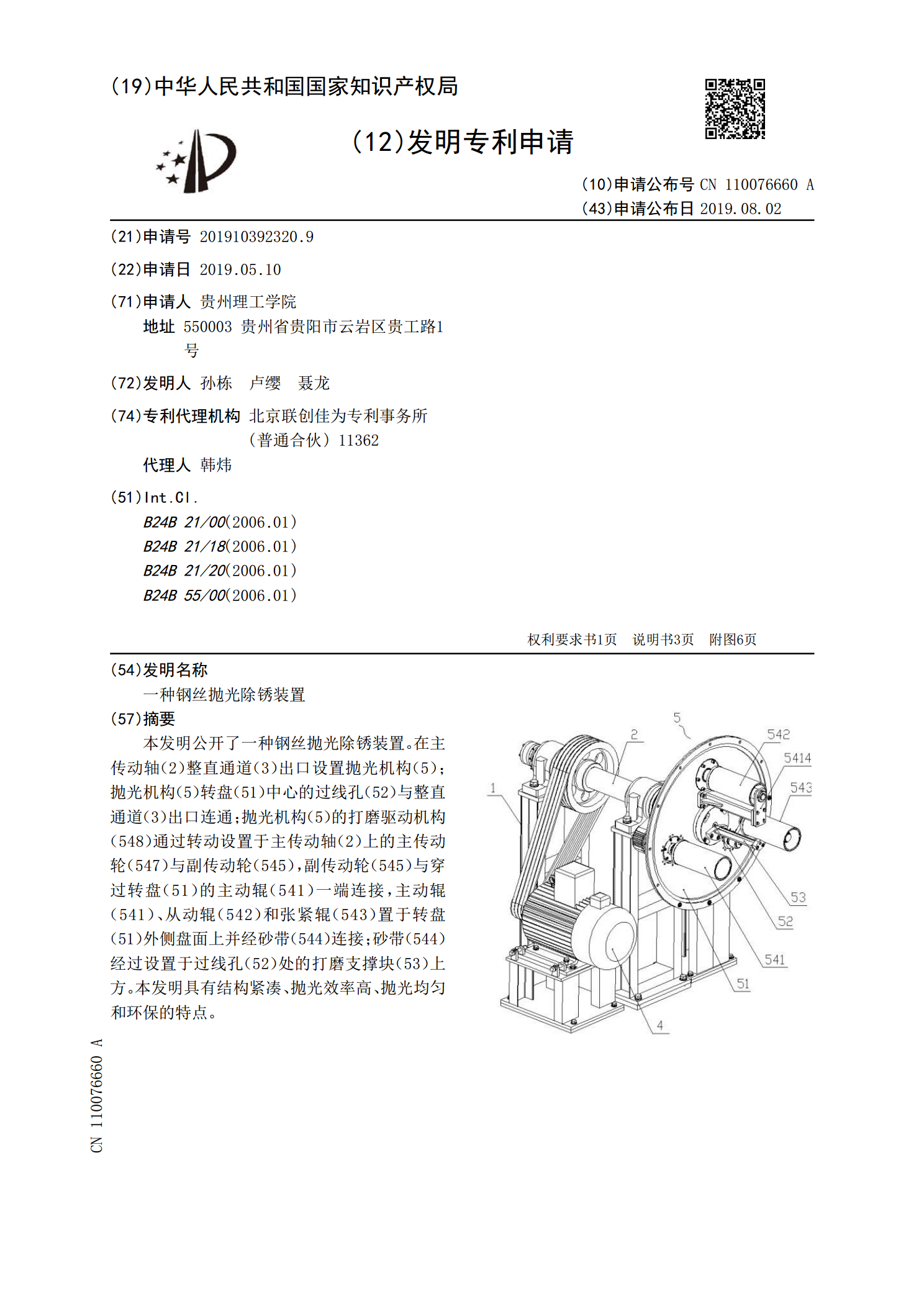
一种钢丝抛光除锈装置.pdf
本发明公开了一种钢丝抛光除锈装置。在主传动轴(2)整直通道(3)出口设置抛光机构(5);抛光机构(5)转盘(51)中心的过线孔(52)与整直通道(3)出口连通;抛光机构(5)的打磨驱动机构(548)通过转动设置于主传动轴(2)上的主传动轮(547)与副传动轮(545),副传动轮(545)与穿过转盘(51)的主动辊(541)一端连接,主动辊(541)、从动辊(542)和张紧辊(543)置于转盘(51)外侧盘面上并经砂带(544)连接;砂带(544)经过设置于过线孔(52)处的打磨支撑块(53)上方。本发明具