
一种高温合金盘件榫槽的加工方法.pdf

一吃****海逸


1/9

2/9

3/9

4/9

5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高温合金盘件榫槽的加工方法.pdf
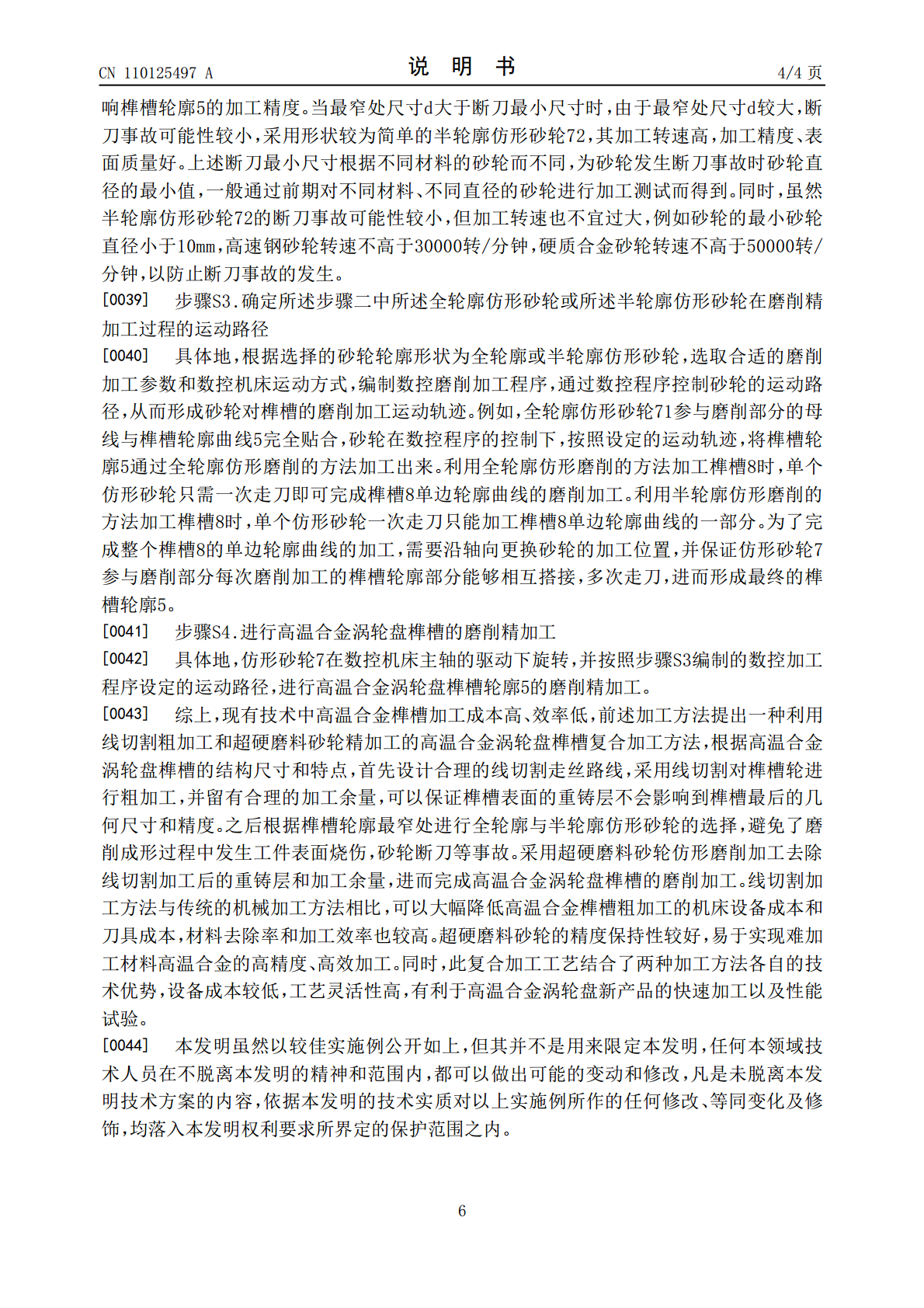
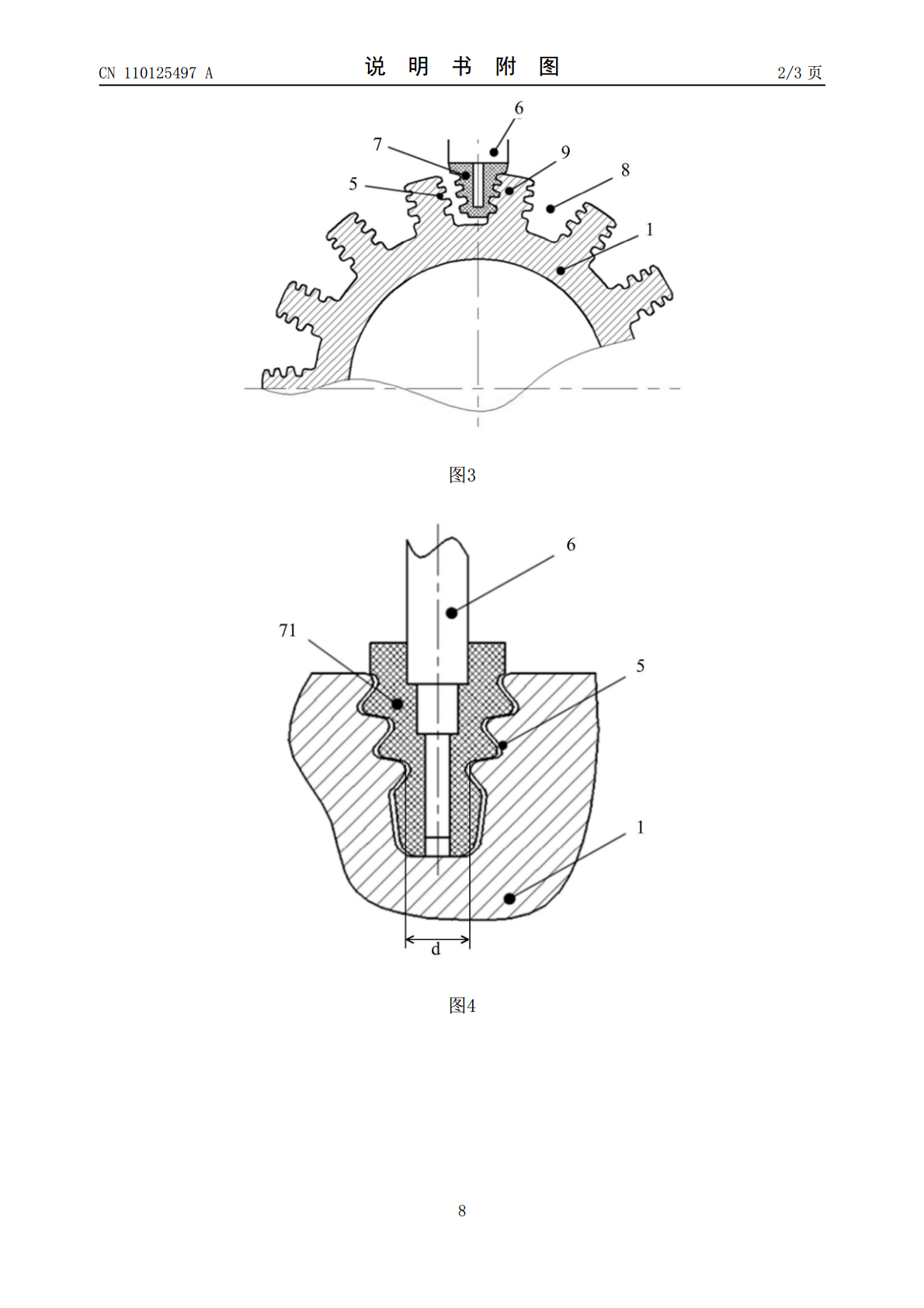
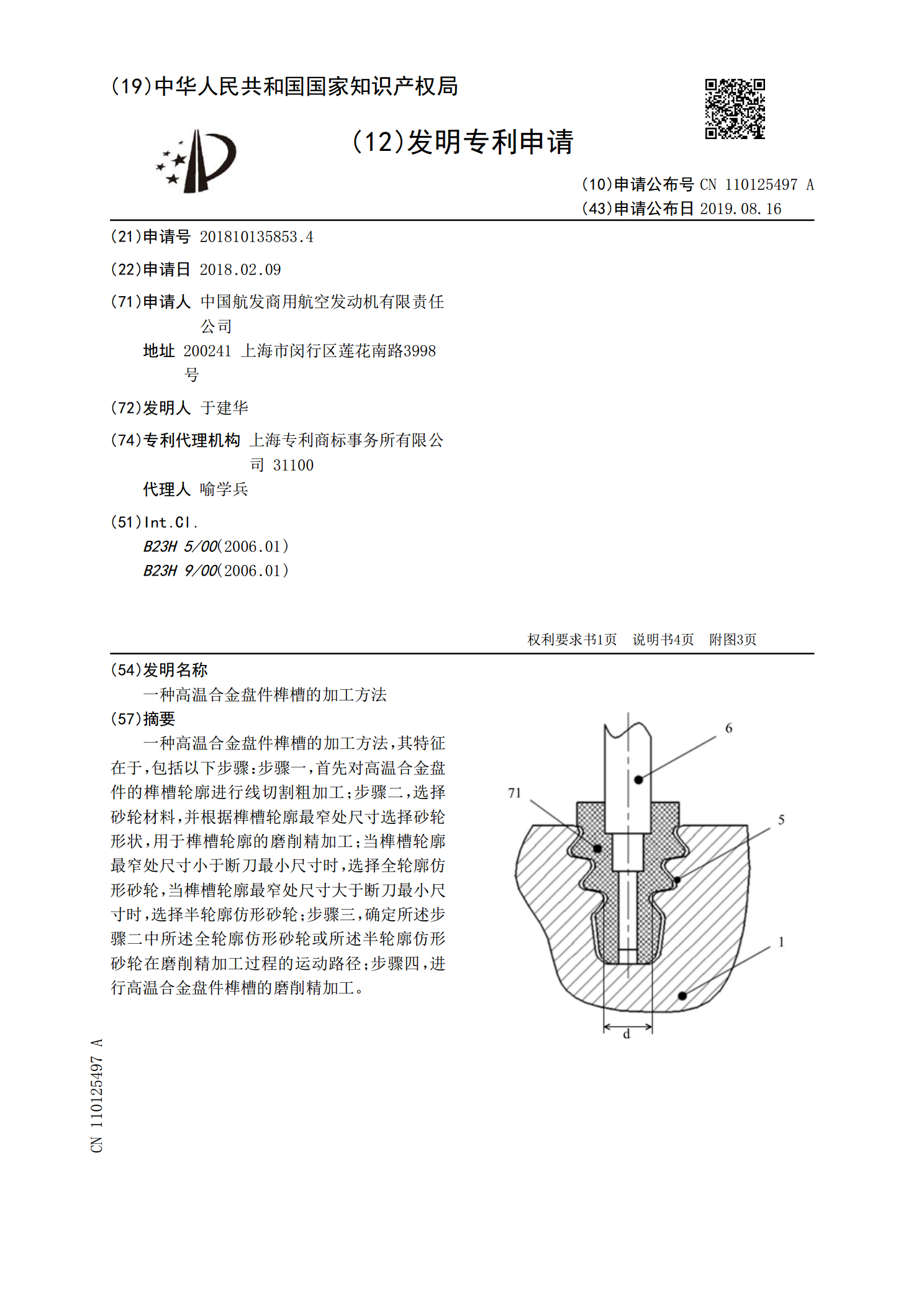
一种高温合金盘件榫槽的加工方法,其特征在于,包括以下步骤:步骤一,首先对高温合金盘件的榫槽轮廓进行线切割粗加工;步骤二,选择砂轮材料,并根据榫槽轮廓最窄处尺寸选择砂轮形状,用于榫槽轮廓的磨削精加工;当榫槽轮廓最窄处尺寸小于断刀最小尺寸时,选择全轮廓仿形砂轮,当榫槽轮廓最窄处尺寸大于断刀最小尺寸时,选择半轮廓仿形砂轮;步骤三,确定所述步骤二中所述全轮廓仿形砂轮或所述半轮廓仿形砂轮在磨削精加工过程的运动路径;步骤四,进行高温合金盘件榫槽的磨削精加工。

一种高温合金盘环形榫槽的高效车削加工方法.pdf
本发明属于航空发动机技术领域,具体涉及一种高温合金盘环形榫槽的高效车削加工方法,具体包括环形榫槽的粗车加工、环形榫槽内部的半精车加工和环形榫槽的精车加工,精加工参数为:切深0.2mm,线速度为40m/min,精车环形榫槽内型面进给量为0.06mm/r,精车环形榫槽内型面R进给量为0.05mm/r,本方法解决了环形榫槽尺寸及轮廓公差带难保证的问题,并且提高了环形榫槽的加工效率。
一种高温合金榫槽边缘自动倒圆复合加工方法.pdf
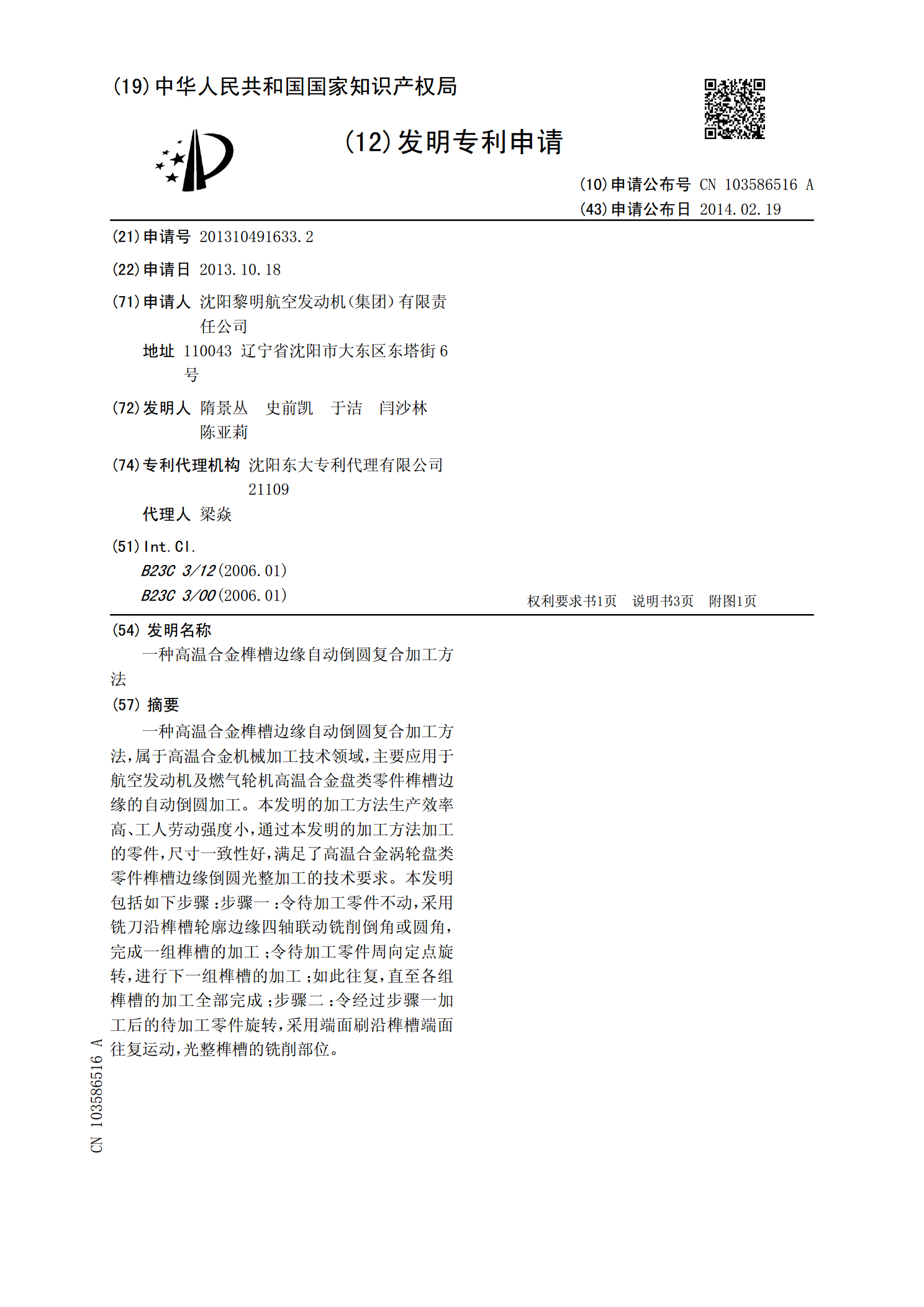
一种高温合金榫槽边缘自动倒圆复合加工方法,属于高温合金机械加工技术领域,主要应用于航空发动机及燃气轮机高温合金盘类零件榫槽边缘的自动倒圆加工。本发明的加工方法生产效率高、工人劳动强度小,通过本发明的加工方法加工的零件,尺寸一致性好,满足了高温合金涡轮盘类零件榫槽边缘倒圆光整加工的技术要求。本发明包括如下步骤:步骤一:令待加工零件不动,采用铣刀沿榫槽轮廓边缘四轴联动铣削倒角或圆角,完成一组榫槽的加工;令待加工零件周向定点旋转,进行下一组榫槽的加工;如此往复,直至各组榫槽的加工全部完成;步骤二:令经过步骤一加

粉末高温合金涡轮盘榫槽的拉削加工方法.pdf
本发明公开了一种粉末高温合金涡轮盘榫槽的拉削加工方法,依据粉末高温合金涡轮盘的材料特性,对拉刀进行优化,优化拉刀的材料以提高拉刀的韧性和抗磨耗性能,优化拉刀的齿升量以提高拉刀的耐磨性、拉削过程的平稳性以及加工精确性;对拉削速度进行优化以提高加工质量和减少拉刀损耗;优化工艺路线以改善拉削性能;粉末高温合金涡轮盘以固溶态交付;粉末高温合金涡轮盘在固溶状态下进行榫槽拉削加工;通过热处理得到粉末高温合金涡轮盘成品。实现既改善拉削性能,又保证涡轮盘的使用要求。

一种粉末高温合金材料涡轮盘高精度榫槽拉削加工方法.pdf
一种粉末高温合金材料涡轮盘高精度榫槽拉削加工方法,采用进口粉末高速钢材料ASP2060制造的拉刀,拉刀硬度HRC66—68,采用成套拉刀共14把;第1—7把为开槽刀,第8把粗拉齿型,第9—11把为粗拉齿底槽刀,第12把粗拉齿顶圆弧刀,第13把精拉槽底圆弧,第14把为精拉齿形刀;拉刀材料:ASP2060粉末高速钢材料;拉刀前角:15°;后角:3°;齿升量:粗开槽刀为0.045—0.06mm;粗拉齿型刀0.02—0.035mm;精拉槽底圆弧刀0.02mm;精拉齿形刀0-0.03mm;拉削方式:渐切式+全成型;