
一种适用于钢轨在线铣磨作业的定位装置.pdf

猫巷****提格


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种适用于钢轨在线铣磨作业的定位装置.pdf
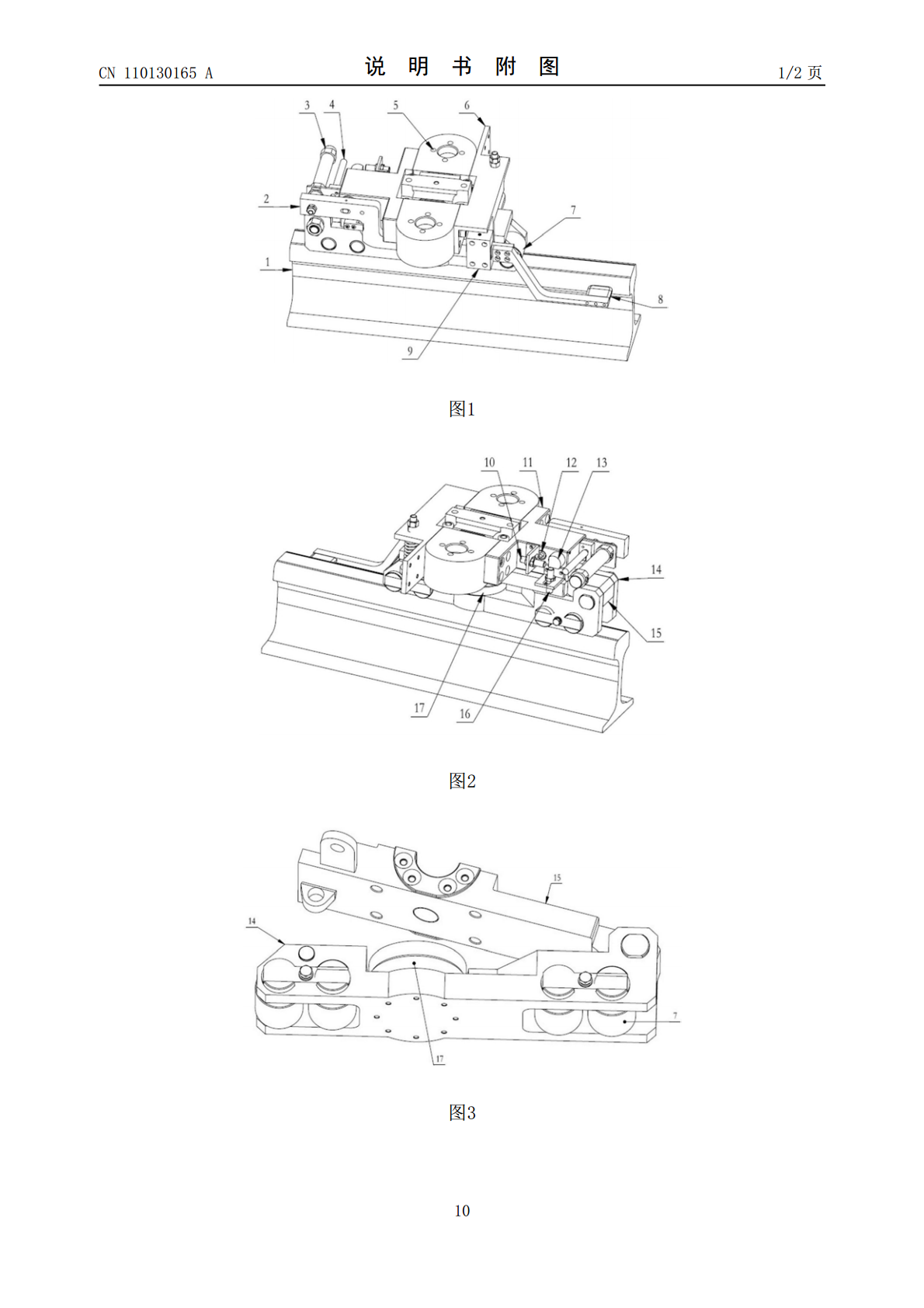
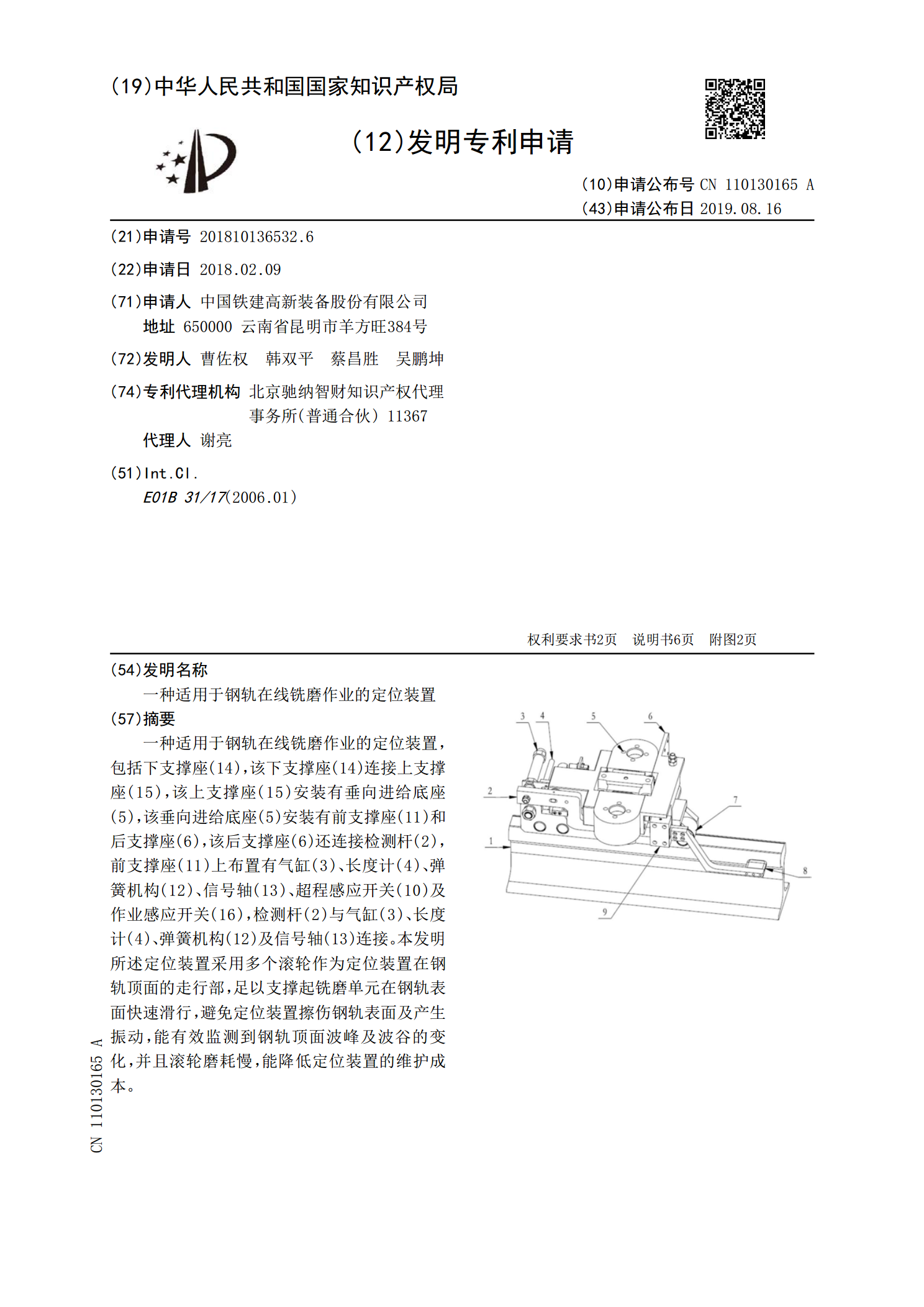
一种适用于钢轨在线铣磨作业的定位装置,包括下支撑座(14),该下支撑座(14)连接上支撑座(15),该上支撑座(15)安装有垂向进给底座(5),该垂向进给底座(5)安装有前支撑座(11)和后支撑座(6),该后支撑座(6)还连接检测杆(2),前支撑座(11)上布置有气缸(3)、长度计(4)、弹簧机构(12)、信号轴(13)、超程感应开关(10)及作业感应开关(16),检测杆(2)与气缸(3)、长度计(4)、弹簧机构(12)及信号轴(13)连接。本发明所述定位装置采用多个滚轮作为定位装置在钢轨顶面的走行部,足
一种实时检测钢轨铣磨车作业精度的装置.pdf
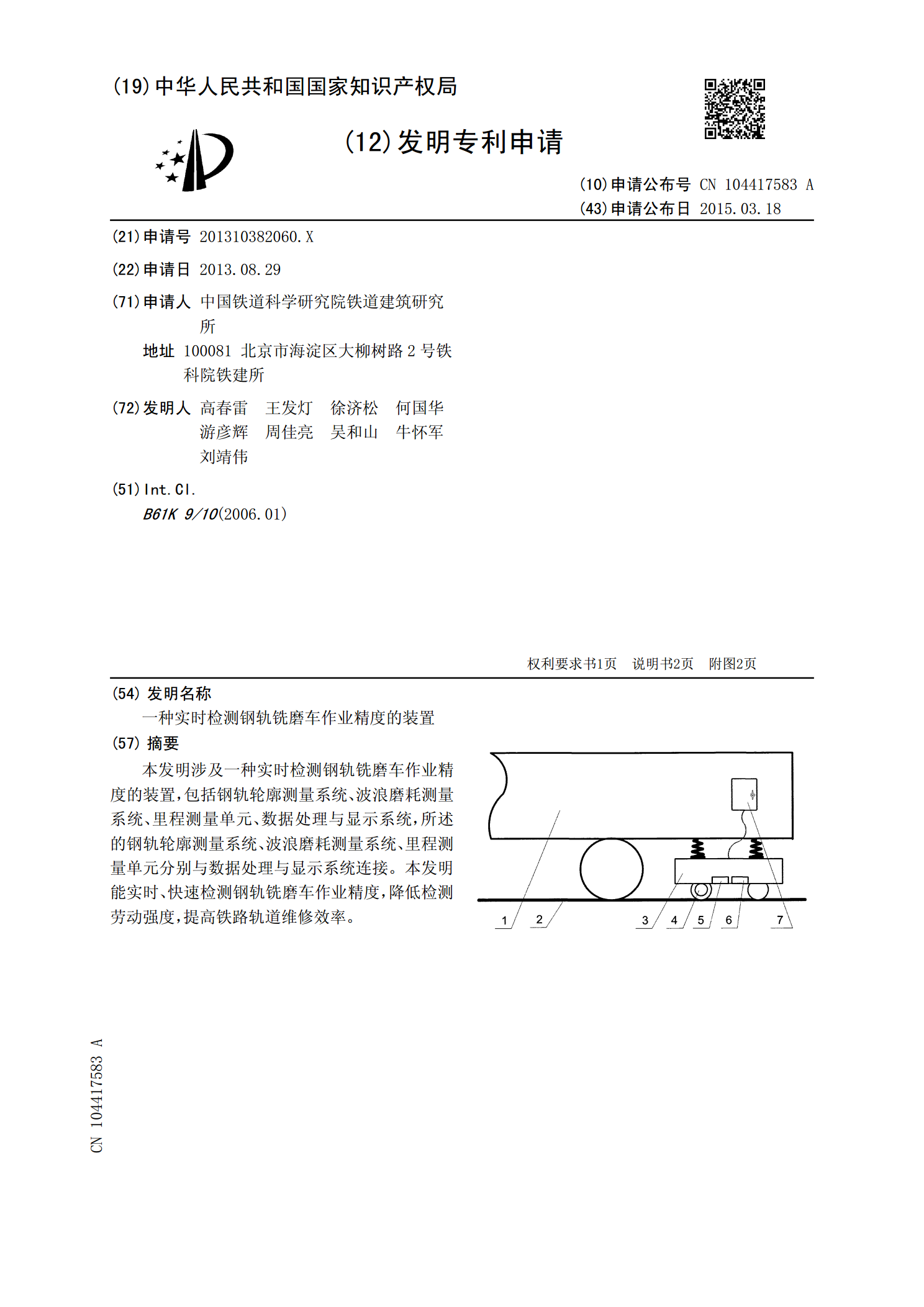
本发明涉及一种实时检测钢轨铣磨车作业精度的装置,包括钢轨轮廓测量系统、波浪磨耗测量系统、里程测量单元、数据处理与显示系统,所述的钢轨轮廓测量系统、波浪磨耗测量系统、里程测量单元分别与数据处理与显示系统连接。本发明能实时、快速检测钢轨铣磨车作业精度,降低检测劳动强度,提高铁路轨道维修效率。

一种钢轨铣磨车磨削装置.pdf
本发明涉及一种钢轨铣磨车磨削装置,属于机械制造设备技术领域。本发明将磨削装置安装在钢轨铣磨车上,钢轨铣磨车对钢轨进行铣削后需要对钢轨进行磨削,磨削作业时定位靴对钢轨进行定位,通过纵向行走装置使磨削器运动到钢轨上方,竖直行走装置向下运动使磨削器贴近钢轨表面,磨削器贴近钢轨表面后液压伸缩装置伸长推动活动板向下运动,活动板带动从动轮向下运动,使磨削器上的磨砂带紧贴钢轨表面,然后主动轮旋转带动磨砂带运动,从而对钢轨表面进行磨削。本发明有效避免了磨削过程中产生不利的磨削接合角,导致磨削产生更大的热量,从而导致钢轨过

一种钢轨铣‑磨试验装置.pdf
本发明公开了一种钢轨铣‑磨试验装置;在主支撑架的下方设置有用于搭载待试验的钢轨工件在Y轴和Z轴向方向移动的移动平台机构;在主支撑架的上方设置有用于对钢轨工件表面进行铣‑磨修复作业的铣磨装置;钢轨工件通过测力仪固定安装在移动平台机构上,用于采集钢轨工件在铣‑磨修复作业过程中的切削力;在钢轨工件本体一侧开设槽口,将热电偶嵌入槽口内部,用于采集钢轨工件在铣‑磨修复作业过程中的切削温度。本装置能够真实模拟出钢轨铣磨车铣‑磨作业参数的同时,还能够在线监测铣‑磨修复过程中的力和温度数据。克服了切削机床无法满足钢轨在线
一种钢轨铣磨车及其打磨装置.pdf
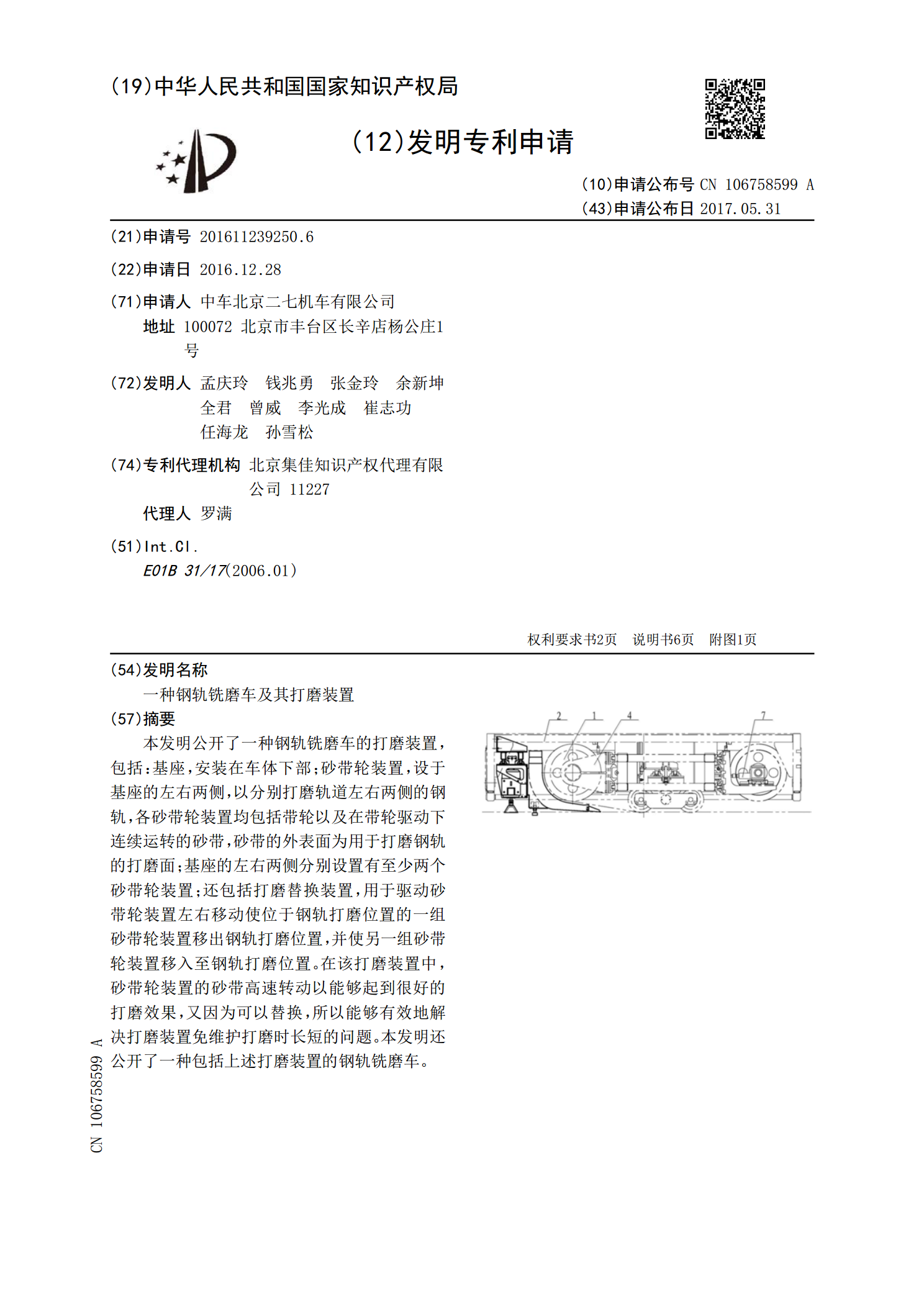
本发明公开了一种钢轨铣磨车的打磨装置,包括:基座,安装在车体下部;砂带轮装置,设于基座的左右两侧,以分别打磨轨道左右两侧的钢轨,各砂带轮装置均包括带轮以及在带轮驱动下连续运转的砂带,砂带的外表面为用于打磨钢轨的打磨面;基座的左右两侧分别设置有至少两个砂带轮装置;还包括打磨替换装置,用于驱动砂带轮装置左右移动使位于钢轨打磨位置的一组砂带轮装置移出钢轨打磨位置,并使另一组砂带轮装置移入至钢轨打磨位置。在该打磨装置中,砂带轮装置的砂带高速转动以能够起到很好的打磨效果,又因为可以替换,所以能够有效地解决打磨装置免