
一种实时检测钢轨铣磨车作业精度的装置.pdf

小新****ou


1/6

2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种实时检测钢轨铣磨车作业精度的装置.pdf
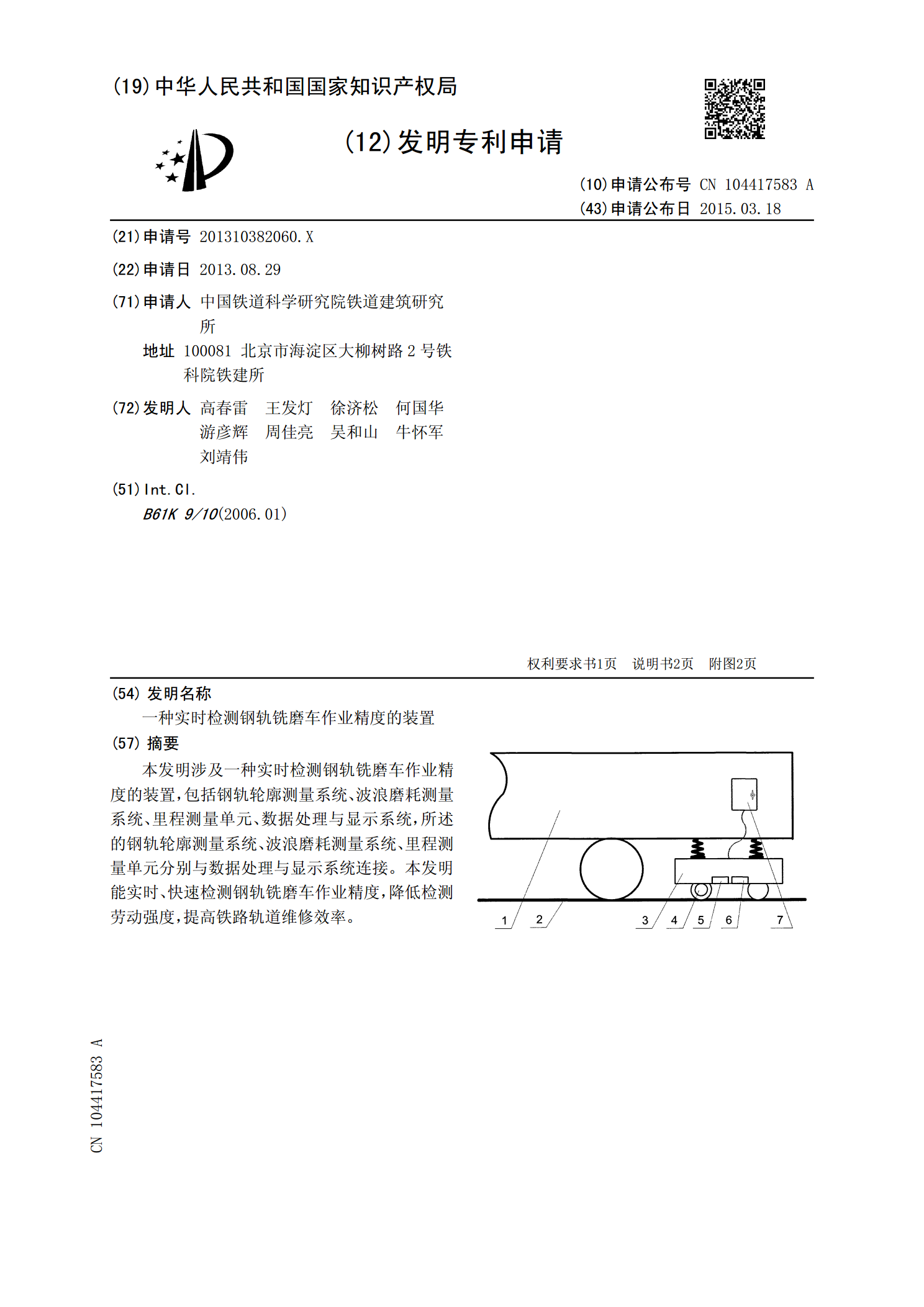
本发明涉及一种实时检测钢轨铣磨车作业精度的装置,包括钢轨轮廓测量系统、波浪磨耗测量系统、里程测量单元、数据处理与显示系统,所述的钢轨轮廓测量系统、波浪磨耗测量系统、里程测量单元分别与数据处理与显示系统连接。本发明能实时、快速检测钢轨铣磨车作业精度,降低检测劳动强度,提高铁路轨道维修效率。
钢轨铣磨车.pdf
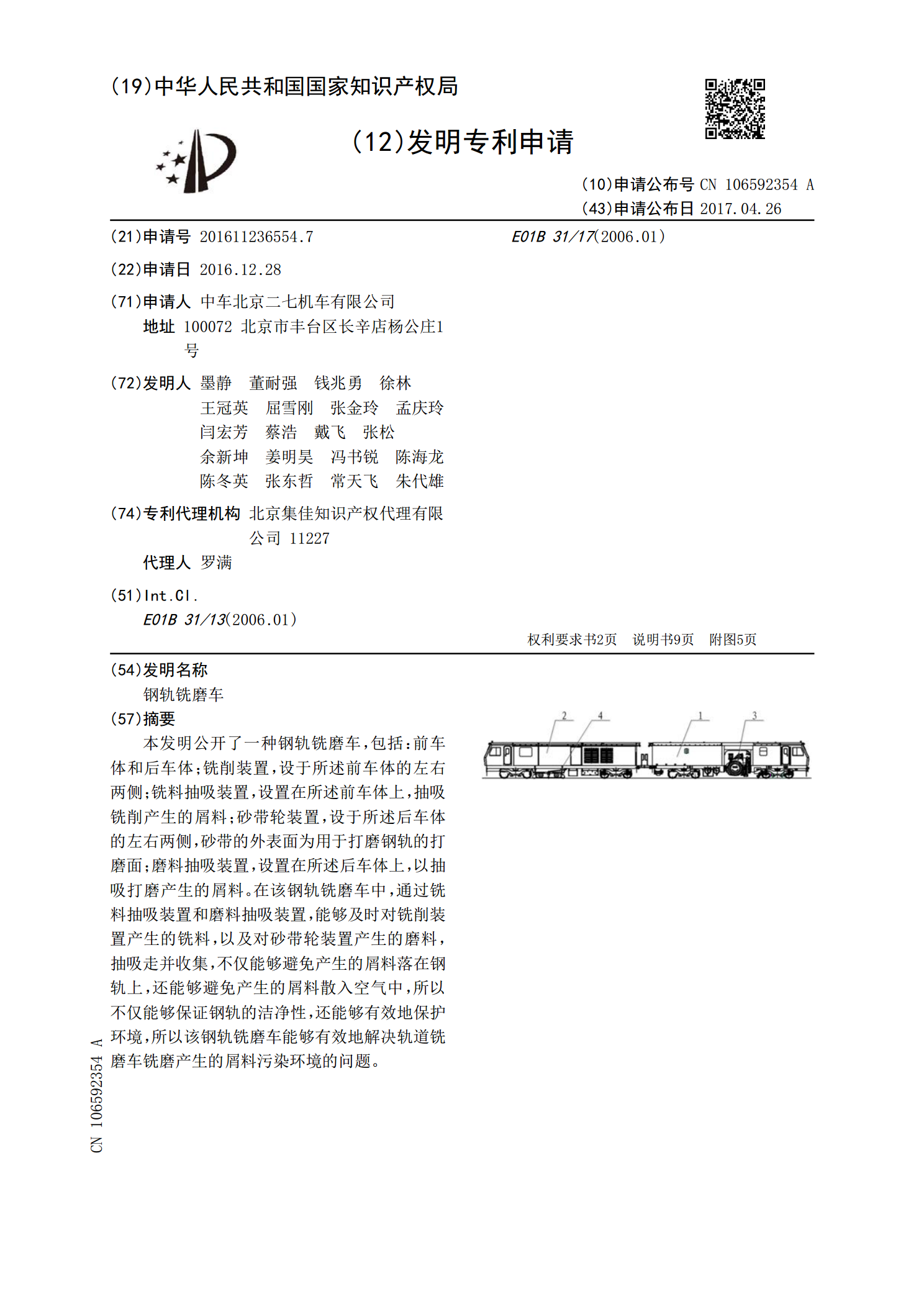
本发明公开了一种钢轨铣磨车,包括:前车体和后车体;铣削装置,设于所述前车体的左右两侧;铣料抽吸装置,设置在所述前车体上,抽吸铣削产生的屑料;砂带轮装置,设于所述后车体的左右两侧,砂带的外表面为用于打磨钢轨的打磨面;磨料抽吸装置,设置在所述后车体上,以抽吸打磨产生的屑料。在该钢轨铣磨车中,通过铣料抽吸装置和磨料抽吸装置,能够及时对铣削装置产生的铣料,以及对砂带轮装置产生的磨料,抽吸走并收集,不仅能够避免产生的屑料落在钢轨上,还能够避免产生的屑料散入空气中,所以不仅能够保证钢轨的洁净性,还能够有效地保护环境,
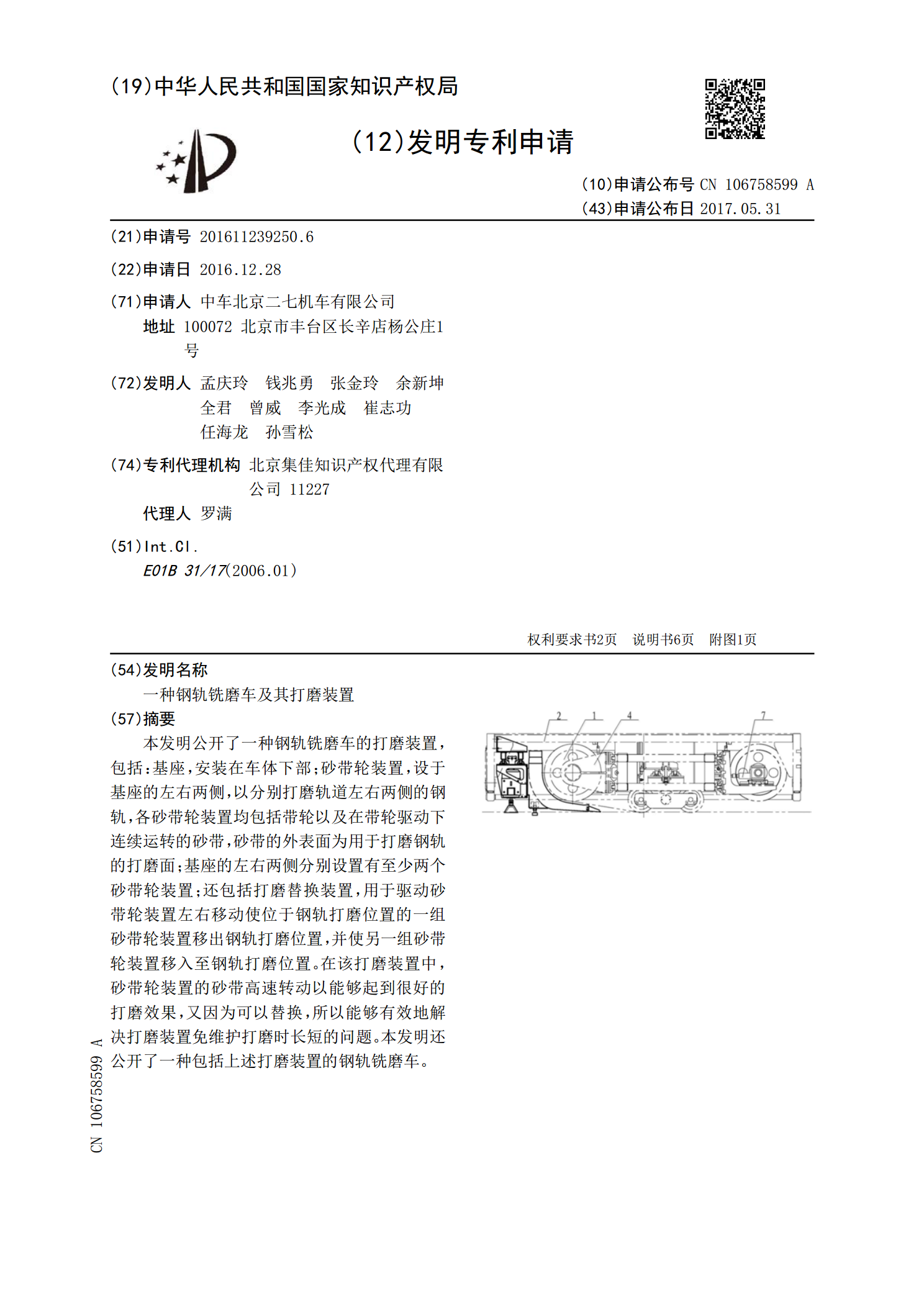
一种钢轨铣磨车及其打磨装置.pdf
本发明公开了一种钢轨铣磨车的打磨装置,包括:基座,安装在车体下部;砂带轮装置,设于基座的左右两侧,以分别打磨轨道左右两侧的钢轨,各砂带轮装置均包括带轮以及在带轮驱动下连续运转的砂带,砂带的外表面为用于打磨钢轨的打磨面;基座的左右两侧分别设置有至少两个砂带轮装置;还包括打磨替换装置,用于驱动砂带轮装置左右移动使位于钢轨打磨位置的一组砂带轮装置移出钢轨打磨位置,并使另一组砂带轮装置移入至钢轨打磨位置。在该打磨装置中,砂带轮装置的砂带高速转动以能够起到很好的打磨效果,又因为可以替换,所以能够有效地解决打磨装置免
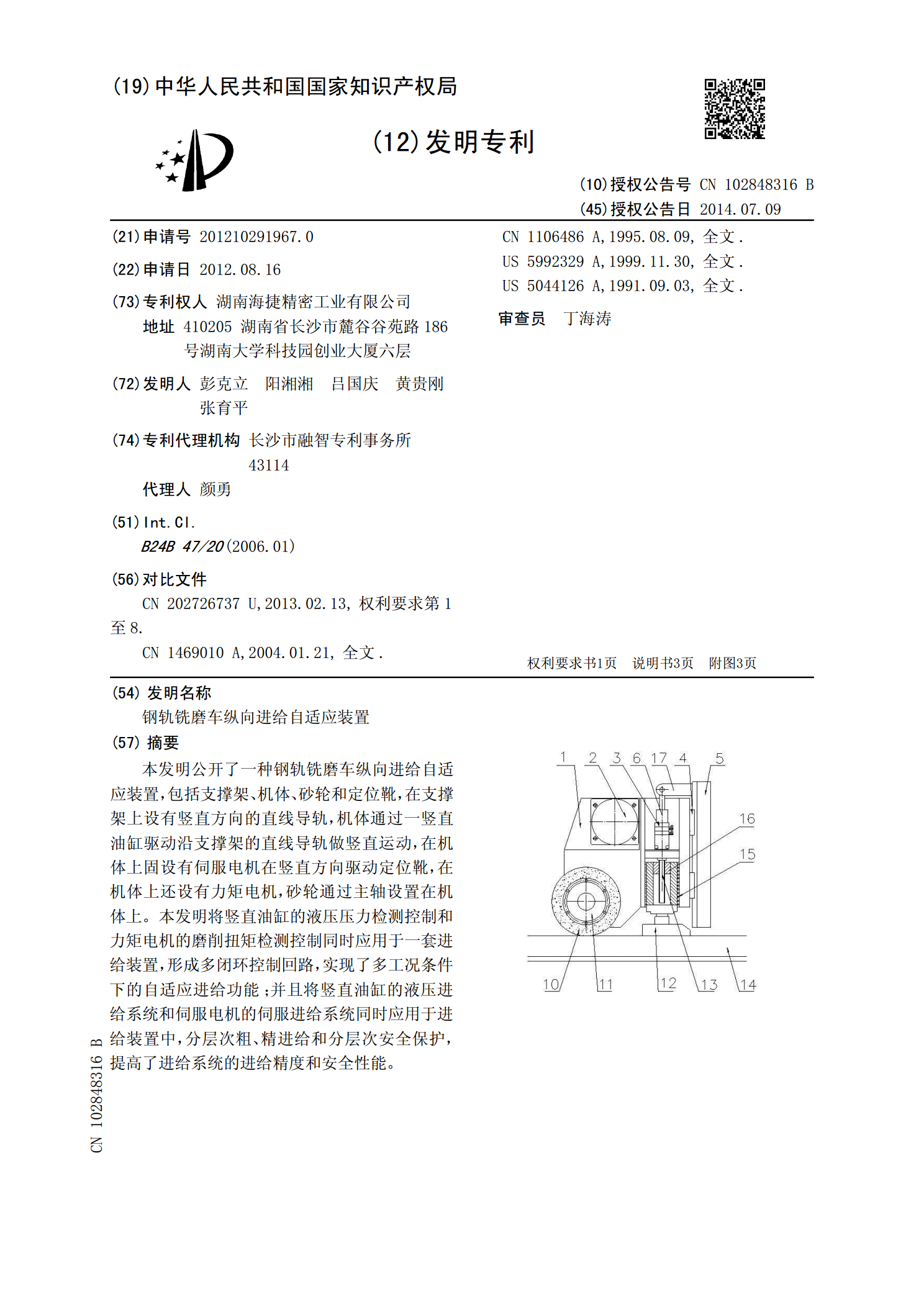
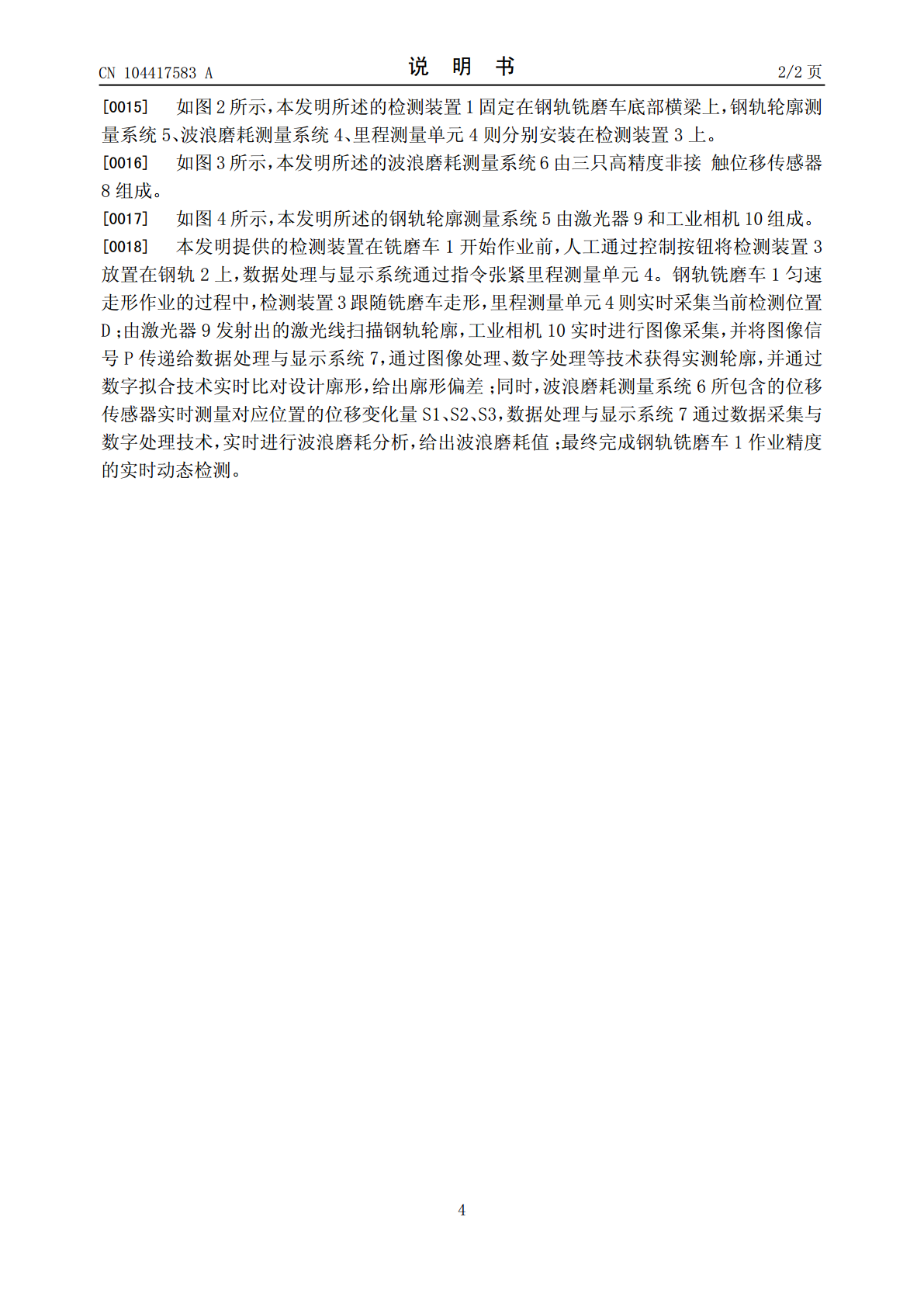
钢轨铣磨车纵向进给自适应装置.pdf
本发明公开了一种钢轨铣磨车纵向进给自适应装置,包括支撑架、机体、砂轮和定位靴,在支撑架上设有竖直方向的直线导轨,机体通过一竖直油缸驱动沿支撑架的直线导轨做竖直运动,在机体上固设有伺服电机在竖直方向驱动定位靴,在机体上还设有力矩电机,砂轮通过主轴设置在机体上。本发明将竖直油缸的液压压力检测控制和力矩电机的磨削扭矩检测控制同时应用于一套进给装置,形成多闭环控制回路,实现了多工况条件下的自适应进给功能;并且将竖直油缸的液压进给系统和伺服电机的伺服进给系统同时应用于进给装置中,分层次粗、精进给和分层次安全保护,提
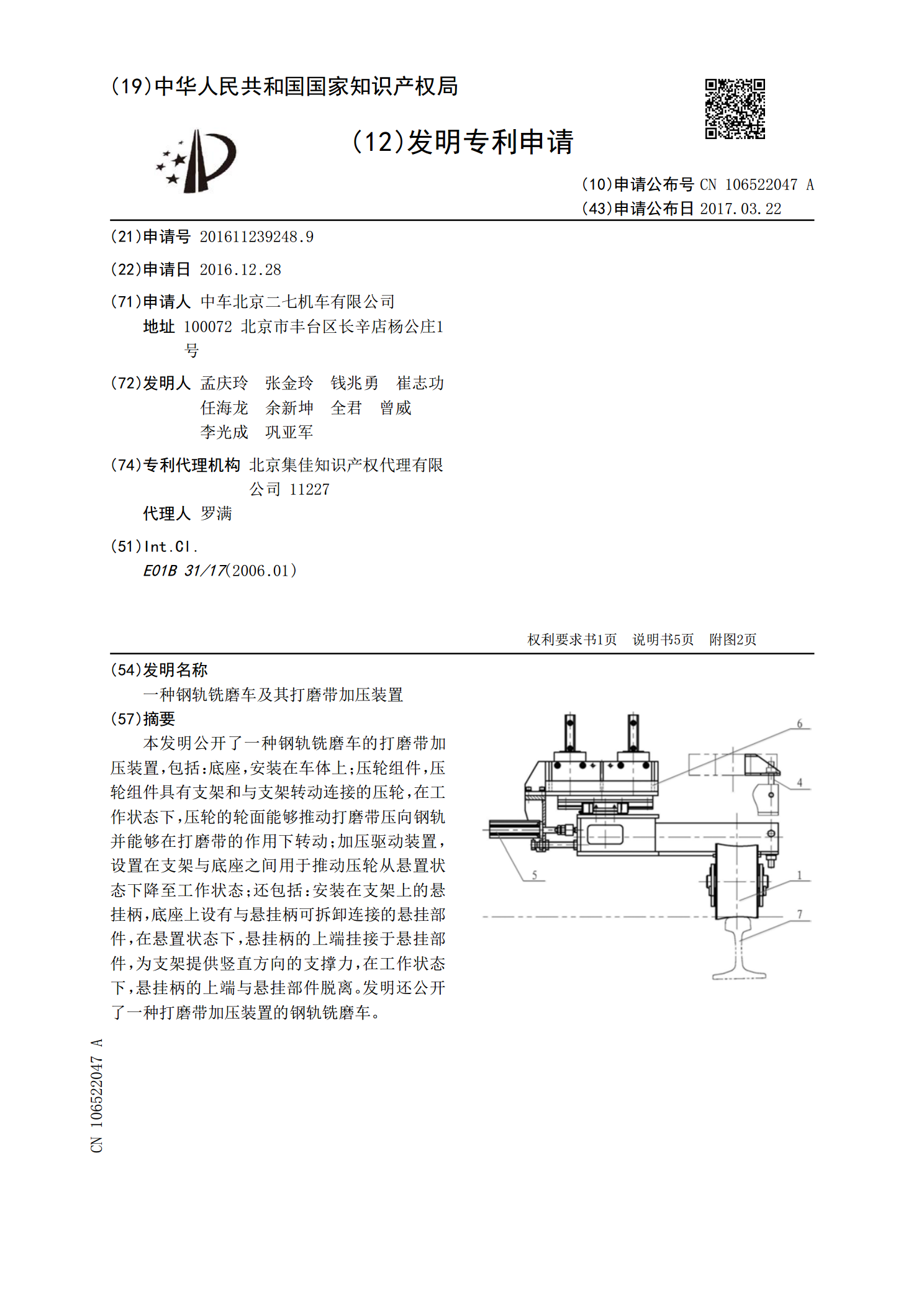
一种钢轨铣磨车及其打磨带加压装置.pdf
本发明公开了一种钢轨铣磨车的打磨带加压装置,包括:底座,安装在车体上;压轮组件,压轮组件具有支架和与支架转动连接的压轮,在工作状态下,压轮的轮面能够推动打磨带压向钢轨并能够在打磨带的作用下转动;加压驱动装置,设置在支架与底座之间用于推动压轮从悬置状态下降至工作状态;还包括:安装在支架上的悬挂柄,底座上设有与悬挂柄可拆卸连接的悬挂部件,在悬置状态下,悬挂柄的上端挂接于悬挂部件,为支架提供竖直方向的支撑力,在工作状态下,悬挂柄的上端与悬挂部件脱离。发明还公开了一种打磨带加压装置的钢轨铣磨车。