
充气轮胎的制造方法及充气轮胎.pdf

是你****松呀

1/10
2/10
3/10

4/10
5/10
6/10
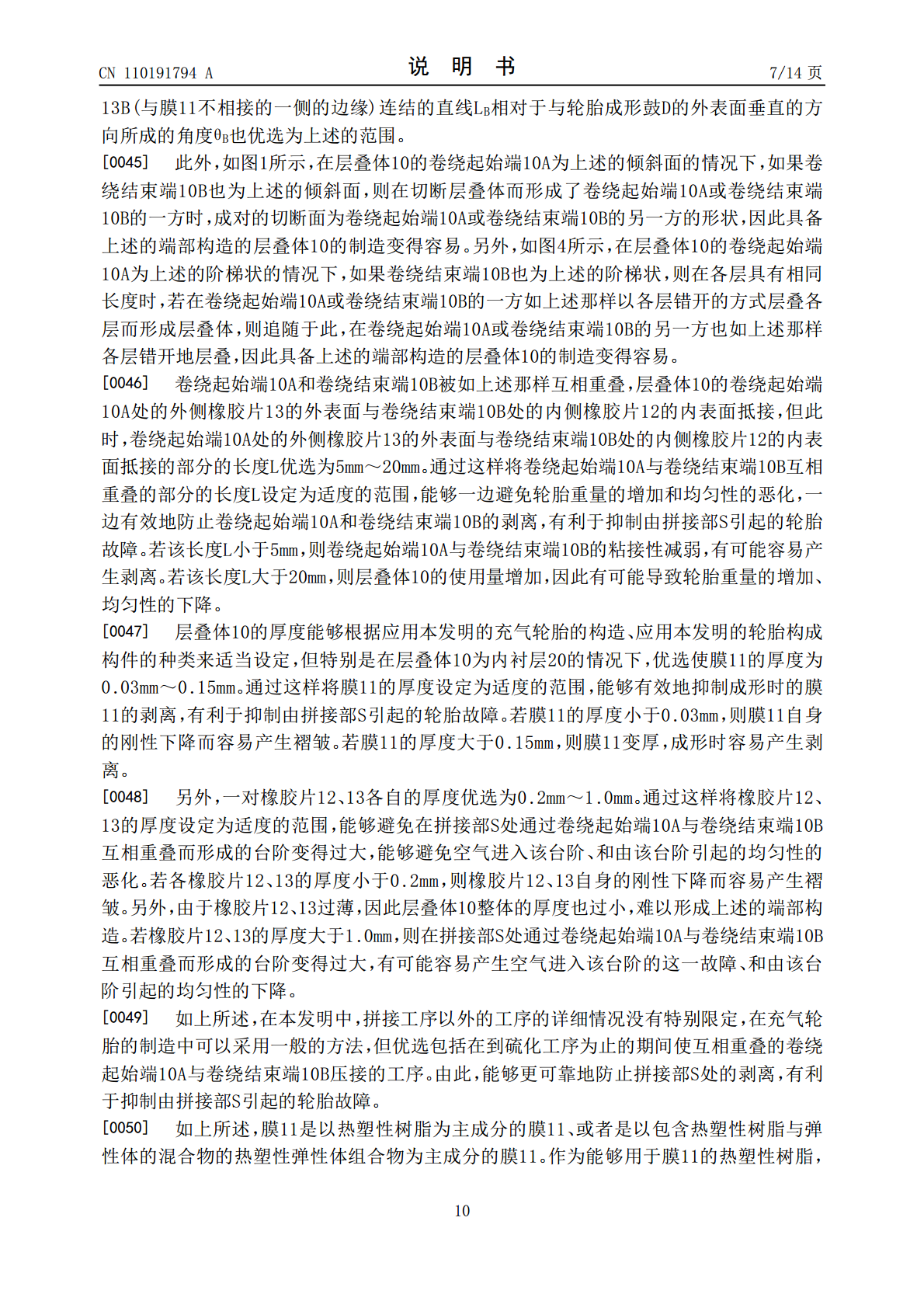
7/10
8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
充气轮胎的制造方法及充气轮胎.pdf
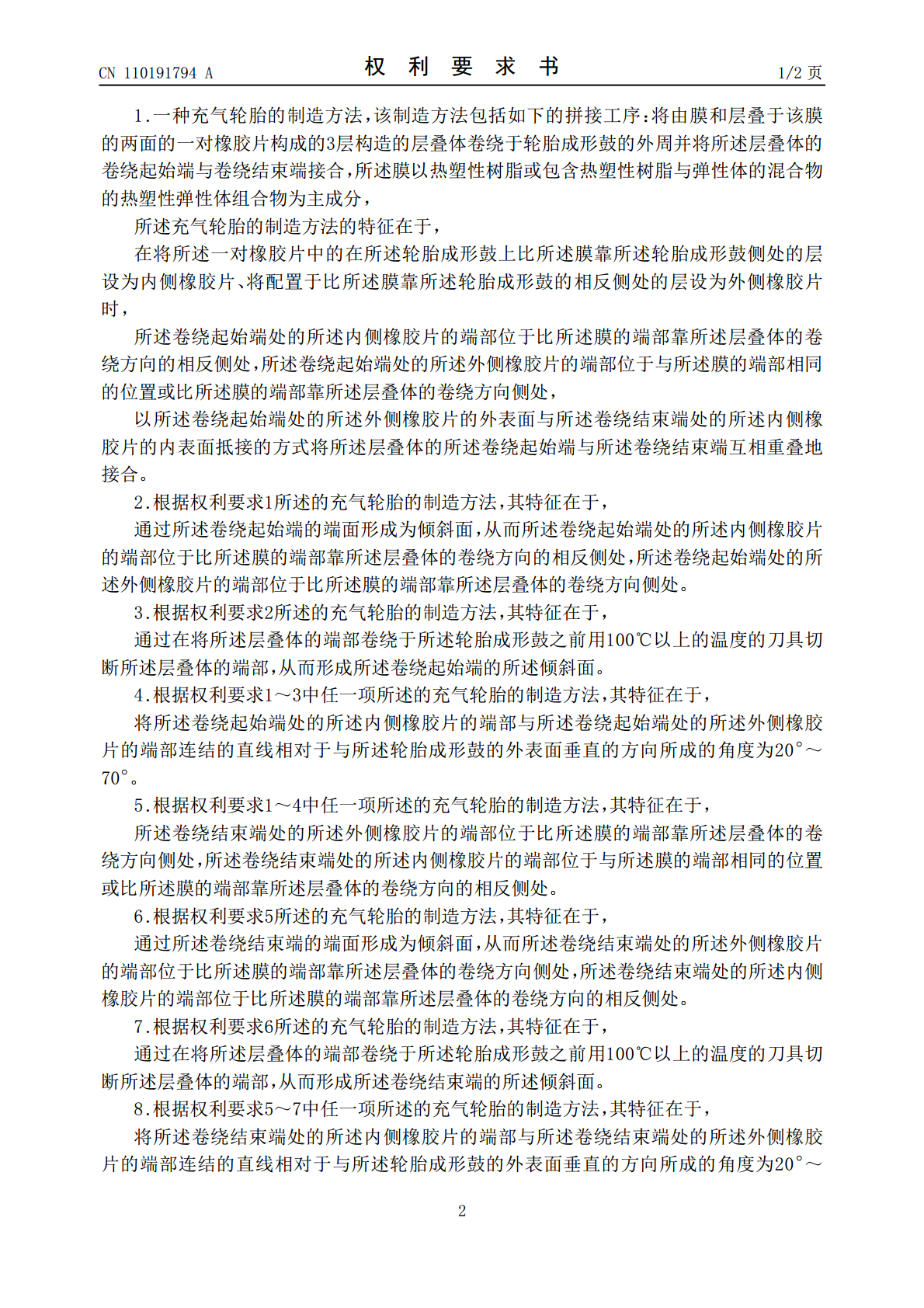
本发明提供一种抑制由轮胎构成构件的两端部接合而得到的拼接部引起的轮胎故障的充气轮胎的制造方法及充气轮胎,所述轮胎构成构件通过在以热塑性树脂或包含热塑性树脂与弹性体的混合物的热塑性弹性体组合物为主成分的膜的两面层叠橡胶片而构成。将由以热塑性树脂或包含热塑性树脂与弹性体的混合物的热塑性弹性体组合物为主成分的膜11和层叠于该膜11的两面的一对橡胶片12、13构成的层叠体10的端部构造设为,层叠体10的卷绕起始端10A处的内侧橡胶片12的端部12A位于比膜11的端部11A靠层叠体10的卷绕方向R的相反侧处,并且,
充气轮胎及充气轮胎的制造方法.pdf
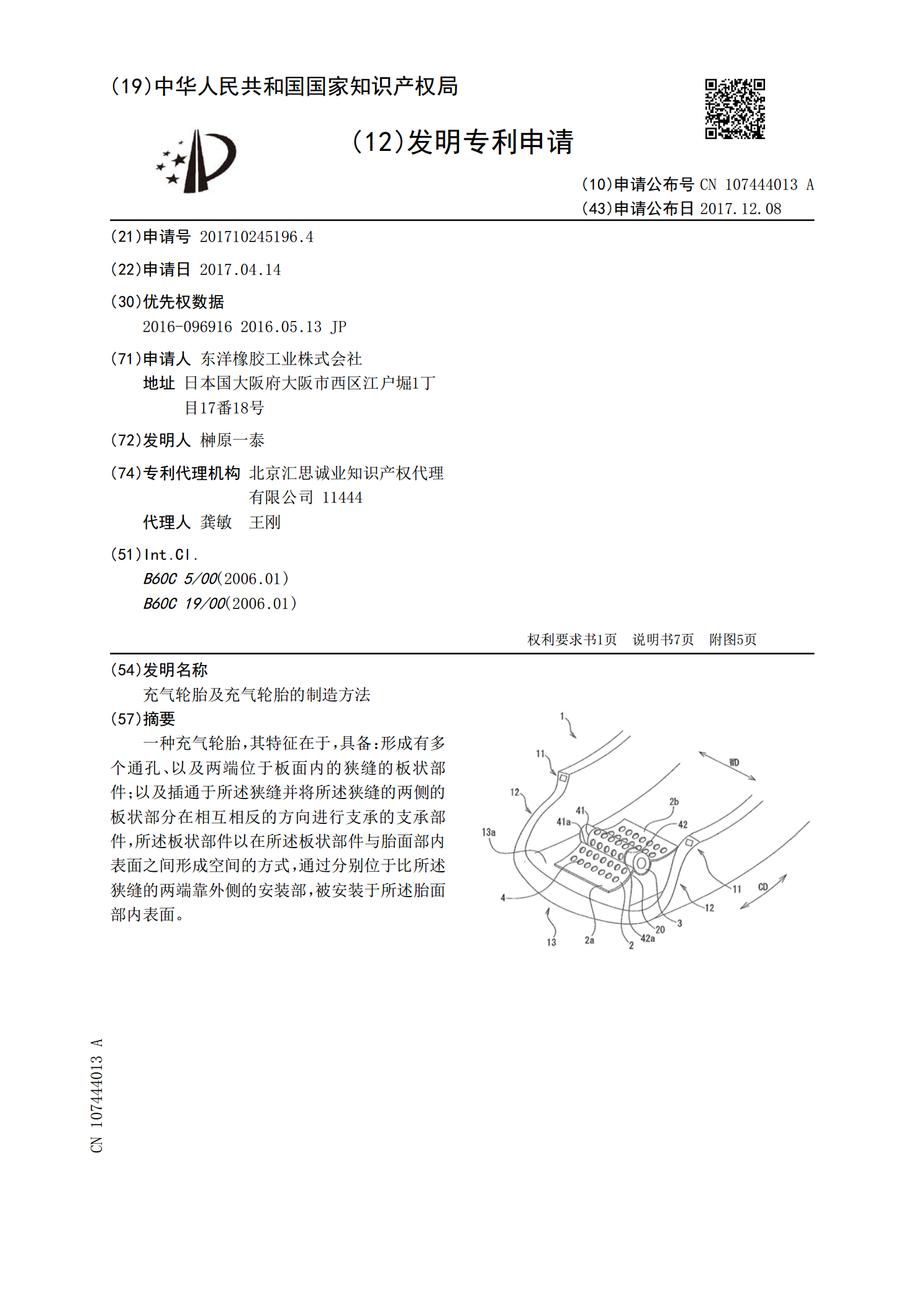
一种充气轮胎,其特征在于,具备:形成有多个通孔、以及两端位于板面内的狭缝的板状部件;以及插通于所述狭缝并将所述狭缝的两侧的板状部分在相互相反的方向进行支承的支承部件,所述板状部件以在所述板状部件与胎面部内表面之间形成空间的方式,通过分别位于比所述狭缝的两端靠外侧的安装部,被安装于所述胎面部内表面。
充气轮胎及充气轮胎的制造方法.pdf
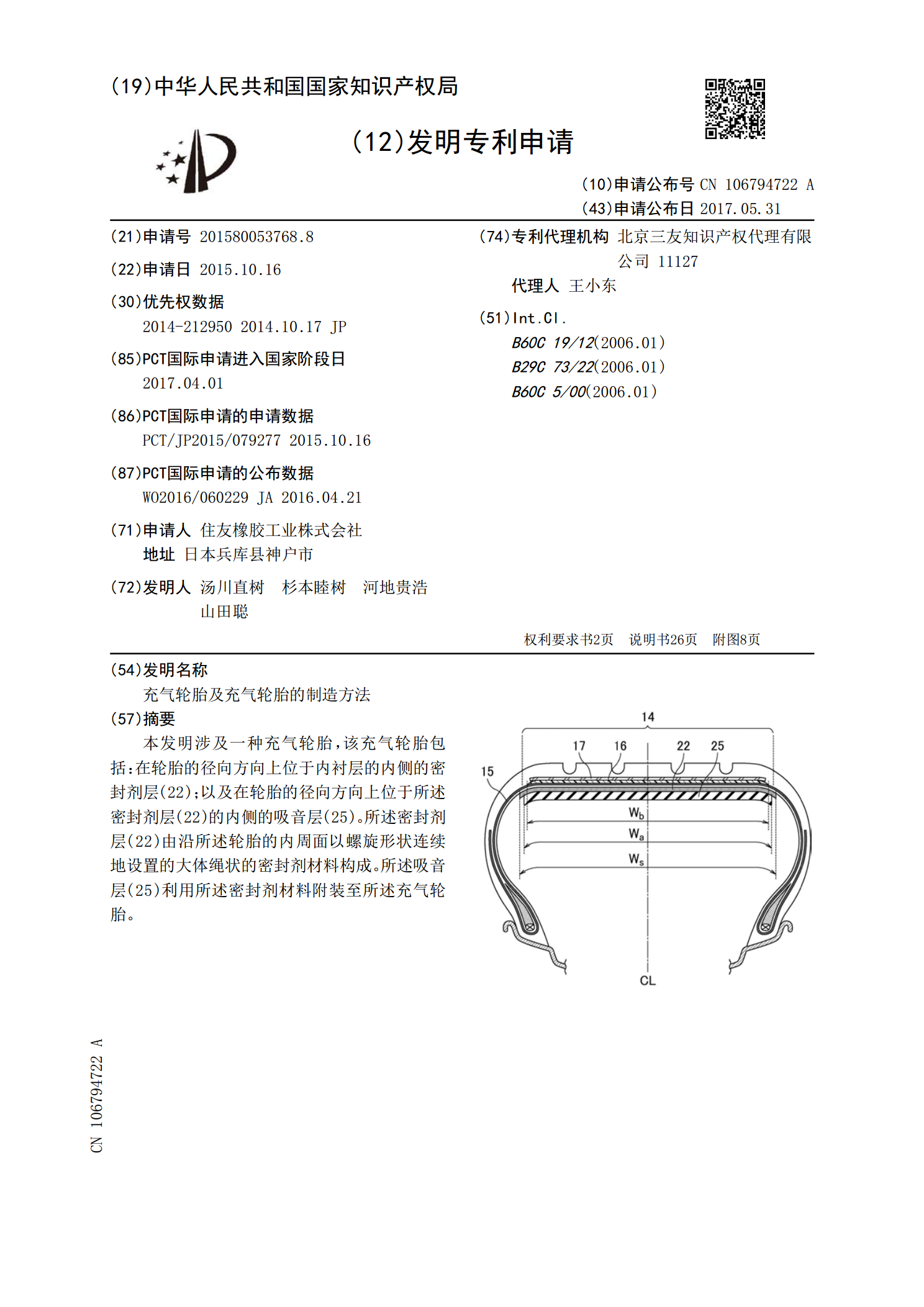
本发明涉及一种充气轮胎,该充气轮胎包括:在轮胎的径向方向上位于内衬层的内侧的密封剂层(22);以及在轮胎的径向方向上位于所述密封剂层(22)的内侧的吸音层(25)。所述密封剂层(22)由沿所述轮胎的内周面以螺旋形状连续地设置的大体绳状的密封剂材料构成。所述吸音层(25)利用所述密封剂材料附装至所述充气轮胎。
充气轮胎及充气轮胎的制造方法.pdf
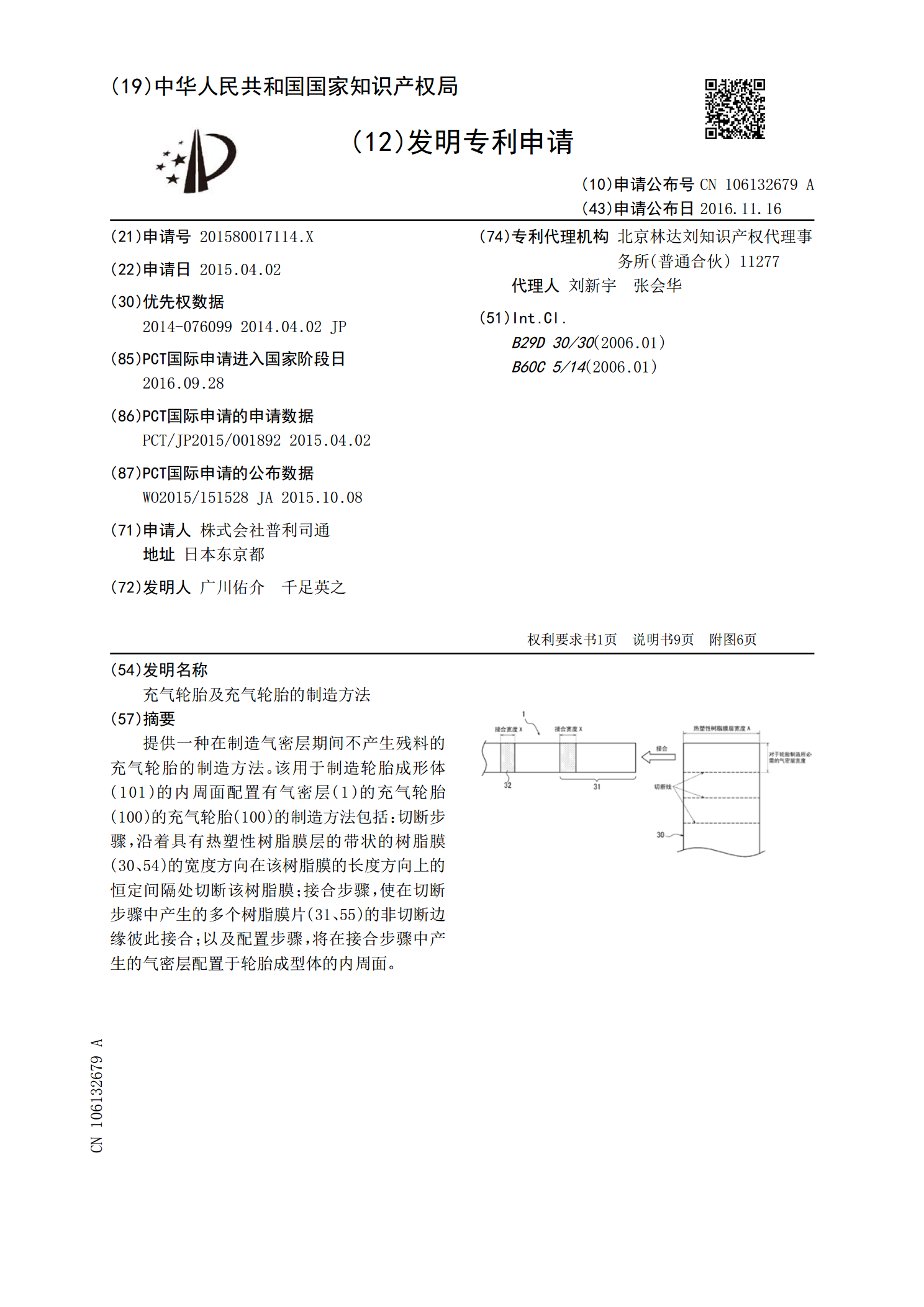
提供一种在制造气密层期间不产生残料的充气轮胎的制造方法。该用于制造轮胎成形体(101)的内周面配置有气密层(1)的充气轮胎(100)的充气轮胎(100)的制造方法包括:切断步骤,沿着具有热塑性树脂膜层的带状的树脂膜(30、54)的宽度方向在该树脂膜的长度方向上的恒定间隔处切断该树脂膜;接合步骤,使在切断步骤中产生的多个树脂膜片(31、55)的非切断边缘彼此接合;以及配置步骤,将在接合步骤中产生的气密层配置于轮胎成型体的内周面。
充气轮胎、充气轮胎的制造装置及制造方法.pdf
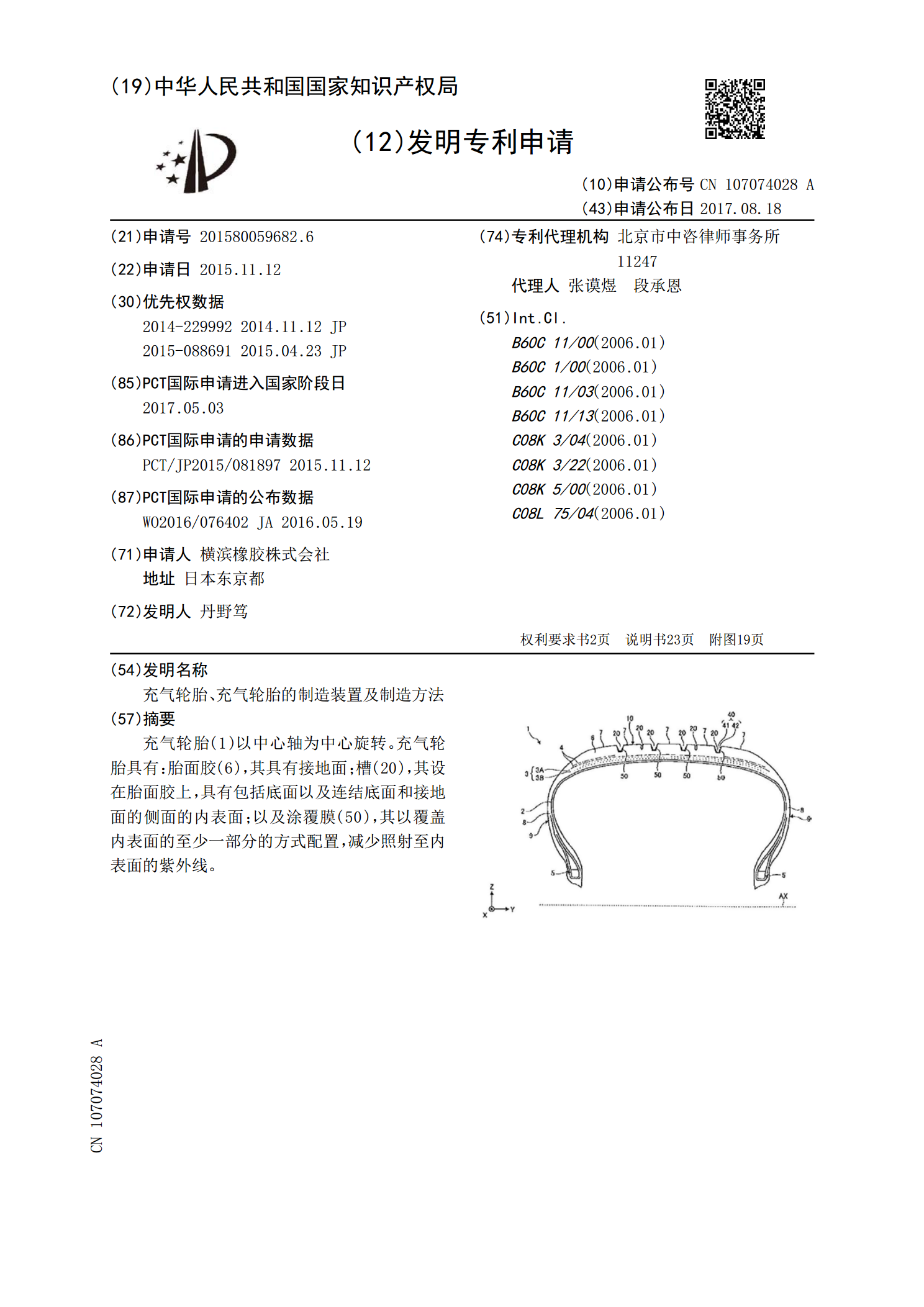
充气轮胎(1)以中心轴为中心旋转。充气轮胎具有:胎面胶(6),其具有接地面;槽(20),其设在胎面胶上,具有包括底面以及连结底面和接地面的侧面的内表面;以及涂覆膜(50),其以覆盖内表面的至少一部分的方式配置,减少照射至内表面的紫外线。