
汽车用轮毂螺栓加工工艺.pdf

猫巷****松臣


1/7

2/7
3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车用轮毂螺栓加工工艺.pdf
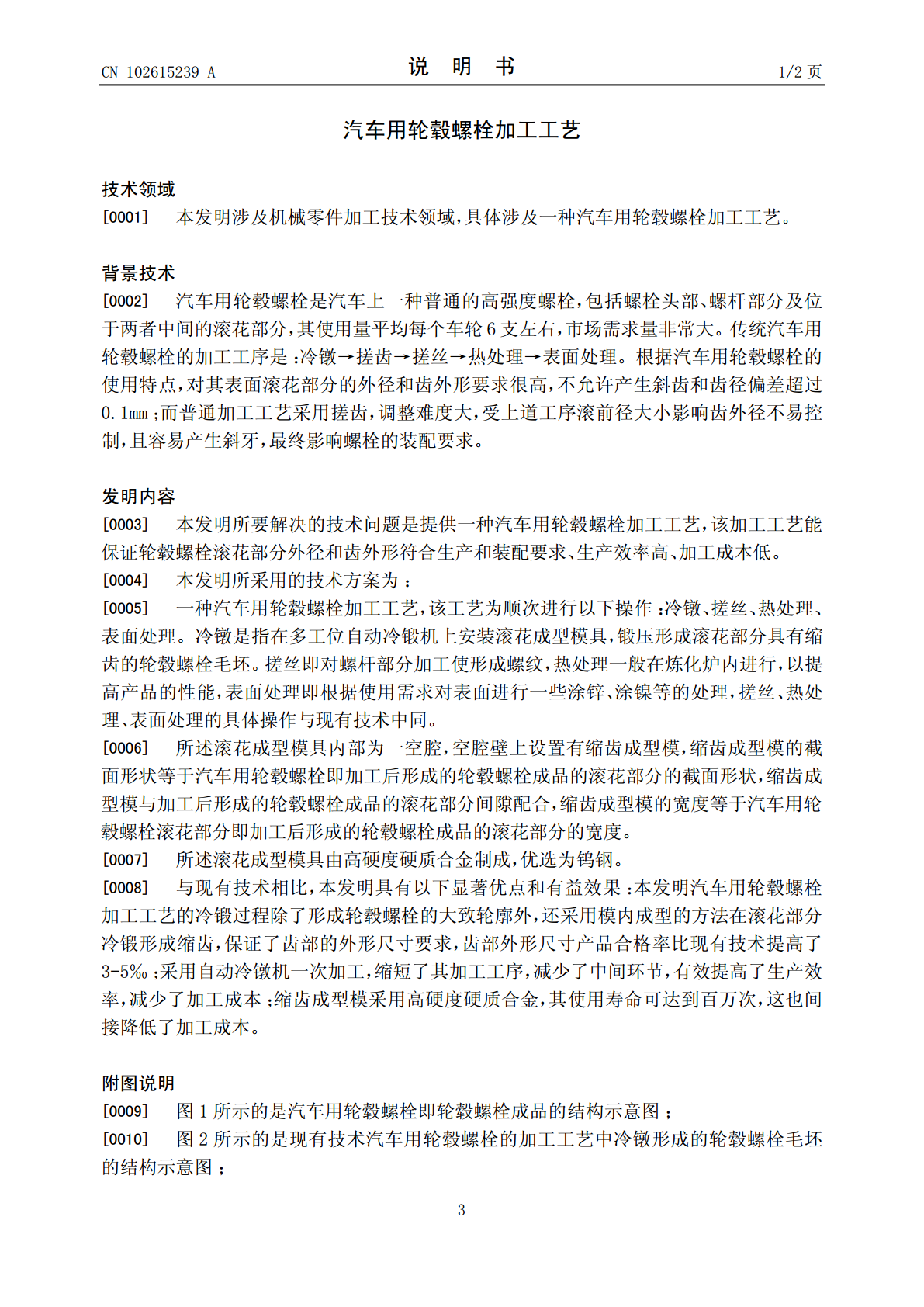
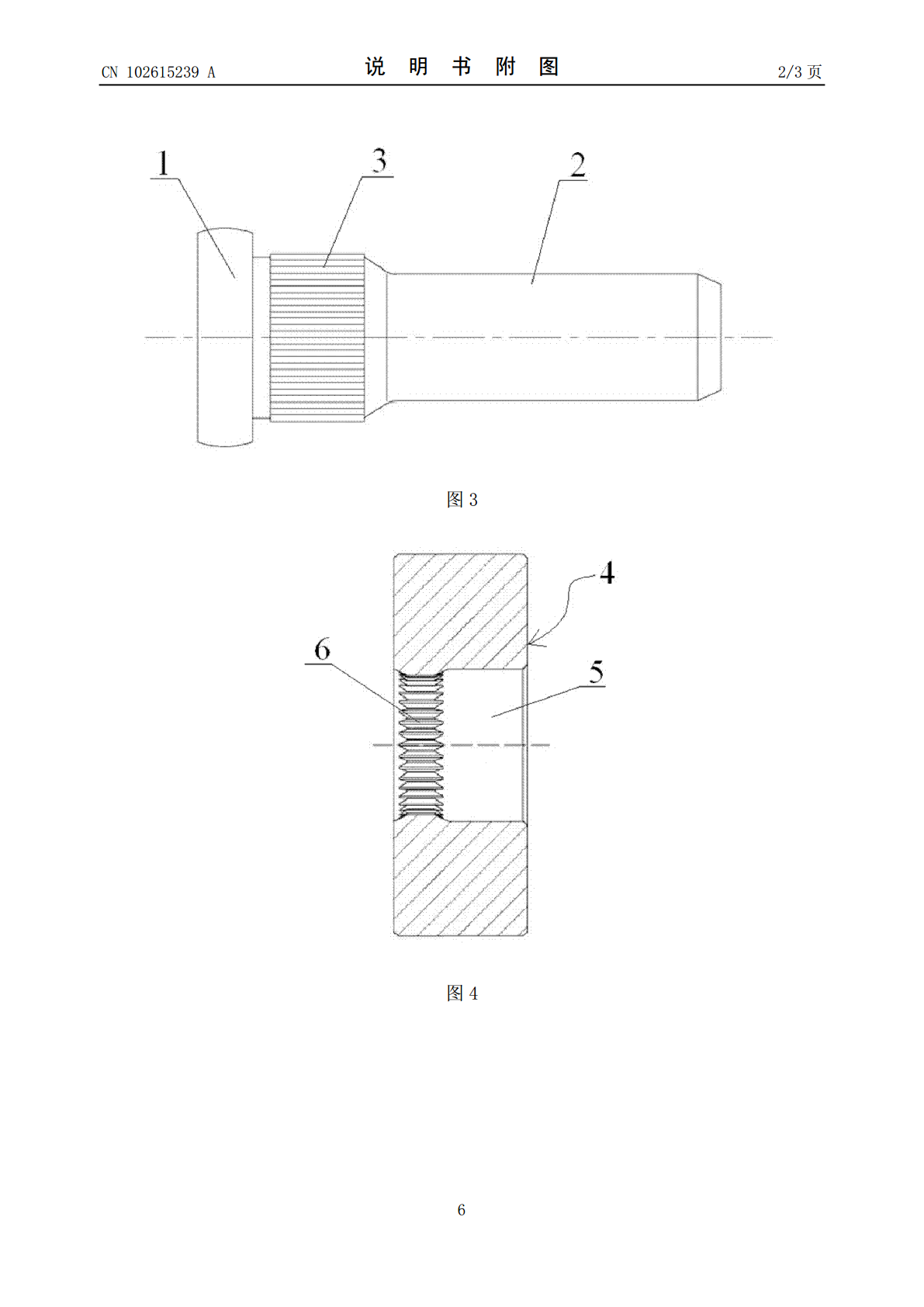
本发明提供一种汽车用轮毂螺栓加工工艺,该加工工艺为顺次进行以下操作:冷镦、搓丝、热处理、表面处理,其中冷镦是指在多工位自动冷锻机上安装滚花成型模具(4),锻压形成滚花部分具有缩齿的轮毂螺栓毛坯。该加工工艺能保证轮毂螺栓滚花部分外径和齿外形符合生产和装配要求、生产效率高、加工成本低。
汽车轮毂螺栓加工方法及汽车轮毂螺栓.pdf
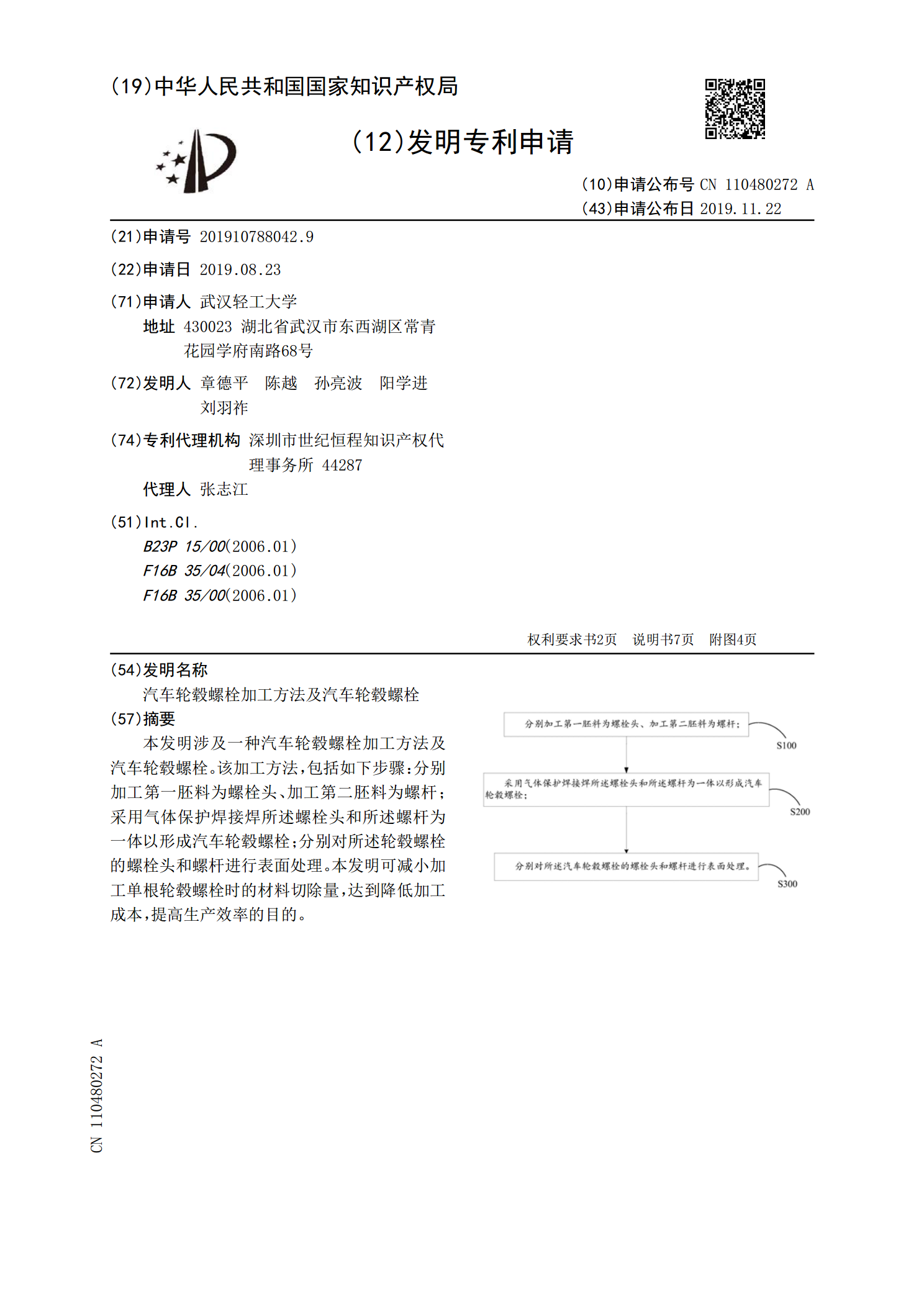
本发明涉及一种汽车轮毂螺栓加工方法及汽车轮毂螺栓。该加工方法,包括如下步骤:分别加工第一胚料为螺栓头、加工第二胚料为螺杆;采用气体保护焊接焊所述螺栓头和所述螺杆为一体以形成汽车轮毂螺栓;分别对所述轮毂螺栓的螺栓头和螺杆进行表面处理。本发明可减小加工单根轮毂螺栓时的材料切除量,达到降低加工成本,提高生产效率的目的。

汽车用轮毂及其加工工艺.pdf
汽车用轮毂及其加工工艺,该轮毂易于加工因此其工艺具有废品率低的特点,轮毂的一侧面为台阶面,该台阶面包括第一面、第二面以及第三面,该第一面、第二面和第三面沿轮毂径向由外向内依次布置,第二面上有钻孔,该钻孔内压装有轮胎螺栓,第一面既是与制动盘相配合的配合面又是跳动检测面,该台阶面中只有第一面是与制动盘贴合的面,第二面、第三面低于第一面,第一面与轮胎螺栓在轴向和径向均存在间隙。该工艺在压装轮胎螺栓后新增了精车第一面这一道序。
一种汽车轮毂螺栓及其加工工艺.pdf
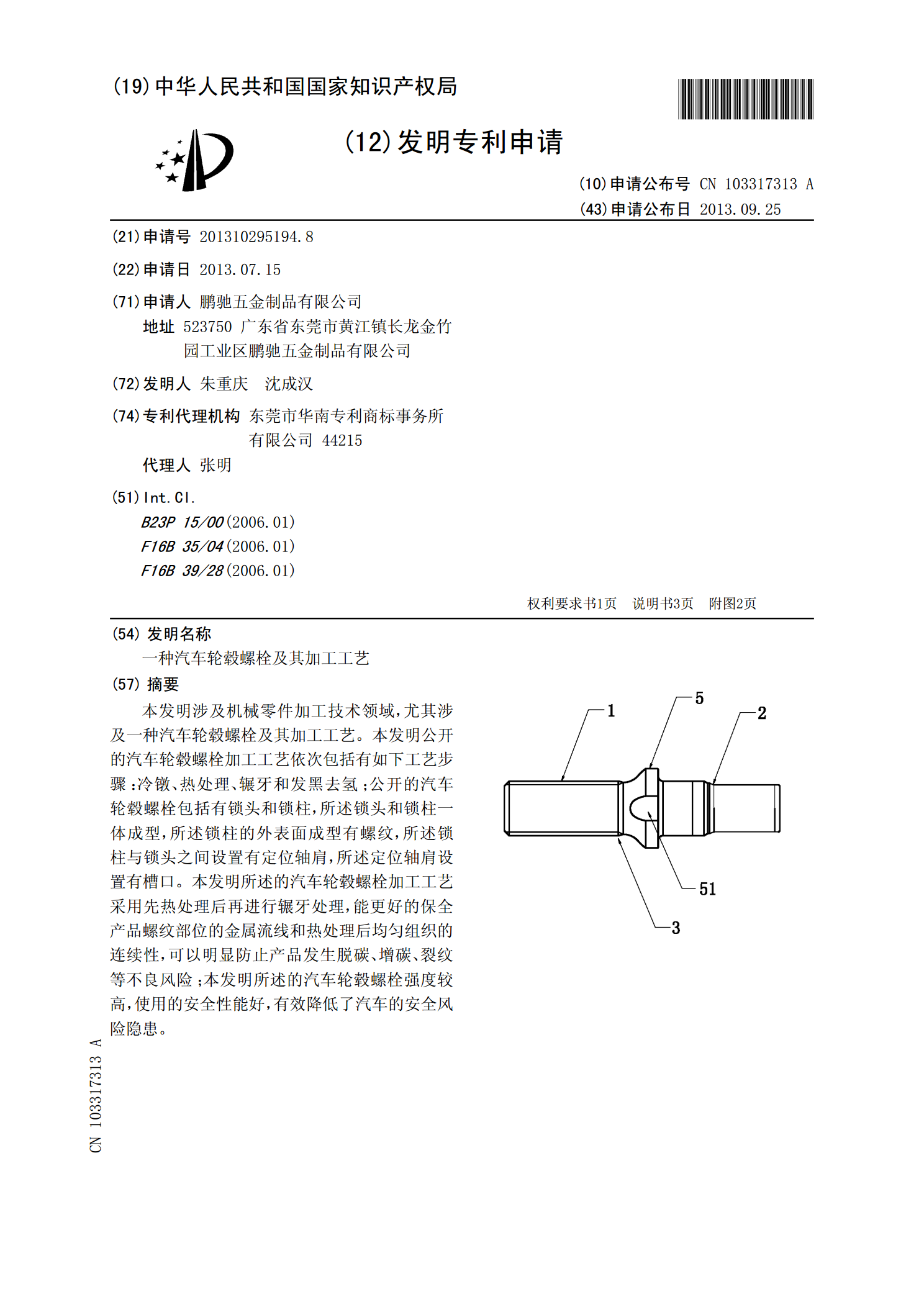
本发明涉及机械零件加工技术领域,尤其涉及一种汽车轮毂螺栓及其加工工艺。本发明公开的汽车轮毂螺栓加工工艺依次包括有如下工艺步骤:冷镦、热处理、辗牙和发黑去氢;公开的汽车轮毂螺栓包括有锁头和锁柱,所述锁头和锁柱一体成型,所述锁柱的外表面成型有螺纹,所述锁柱与锁头之间设置有定位轴肩,所述定位轴肩设置有槽口。本发明所述的汽车轮毂螺栓加工工艺采用先热处理后再进行辗牙处理,能更好的保全产品螺纹部位的金属流线和热处理后均匀组织的连续性,可以明显防止产品发生脱碳、增碳、裂纹等不良风险;本发明所述的汽车轮毂螺栓强度较高,使
新能源汽车轮毂螺栓加工设备.pdf
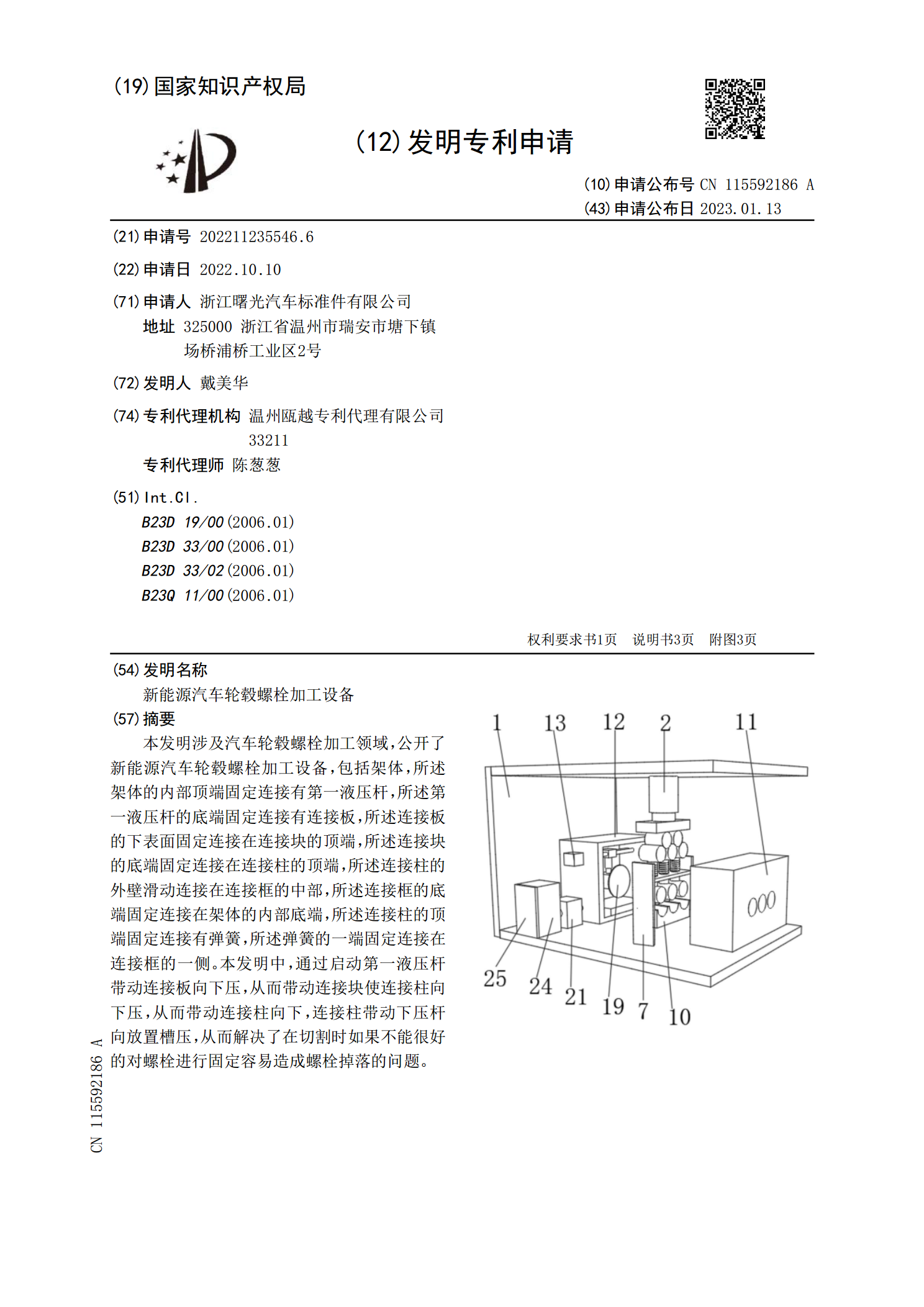
本发明涉及汽车轮毂螺栓加工领域,公开了新能源汽车轮毂螺栓加工设备,包括架体,所述架体的内部顶端固定连接有第一液压杆,所述第一液压杆的底端固定连接有连接板,所述连接板的下表面固定连接在连接块的顶端,所述连接块的底端固定连接在连接柱的顶端,所述连接柱的外壁滑动连接在连接框的中部,所述连接框的底端固定连接在架体的内部底端,所述连接柱的顶端固定连接有弹簧,所述弹簧的一端固定连接在连接框的一侧。本发明中,通过启动第一液压杆带动连接板向下压,从而带动连接块使连接柱向下压,从而带动连接柱向下,连接柱带动下压杆向放置槽压