
轮毂成形方法.pdf

飞舟****文章


1/10
2/10
3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轮毂成形方法.pdf
本申请提供一种轮毂成形方法。该轮毂成形方法包括:选取环形坯料作为加工原料;对环形坯料进行正挤压成形,一次性同时完成轮毂的轮辐与轮辋的预成形;对预成形的环形坯料进行轮辋的扩口和轮缘的翻边成形;对轮毂的轮辐进行缩孔和精确成形。根据本申请的轮毂成形方法,能够简化生产工序,提高成形效率,提高材料利用率,降低生产成本。

镁合金轮毂复合成形方法.pdf
本发明公开了一种镁合金轮毂复合成形方法,依次包括以下步骤:形成半固态原料;形成轮毂毛坯;形成半成品;形成成品。该镁合金轮毂复合成形方法所用设备以及设备的参数控制,均较为常见,易于掌握,从而较为简单,且不会过多增加镁合金轮毂的制备成本。同时,该方法主要采用挤压、锻造和旋压相结合的方式,能够提高所制成轮毂的重要部位的力学性能。而且,本发明的镁合金轮毂复合成形方法对镁合金的组成并无特殊要求,从而具有较好的推广价值。
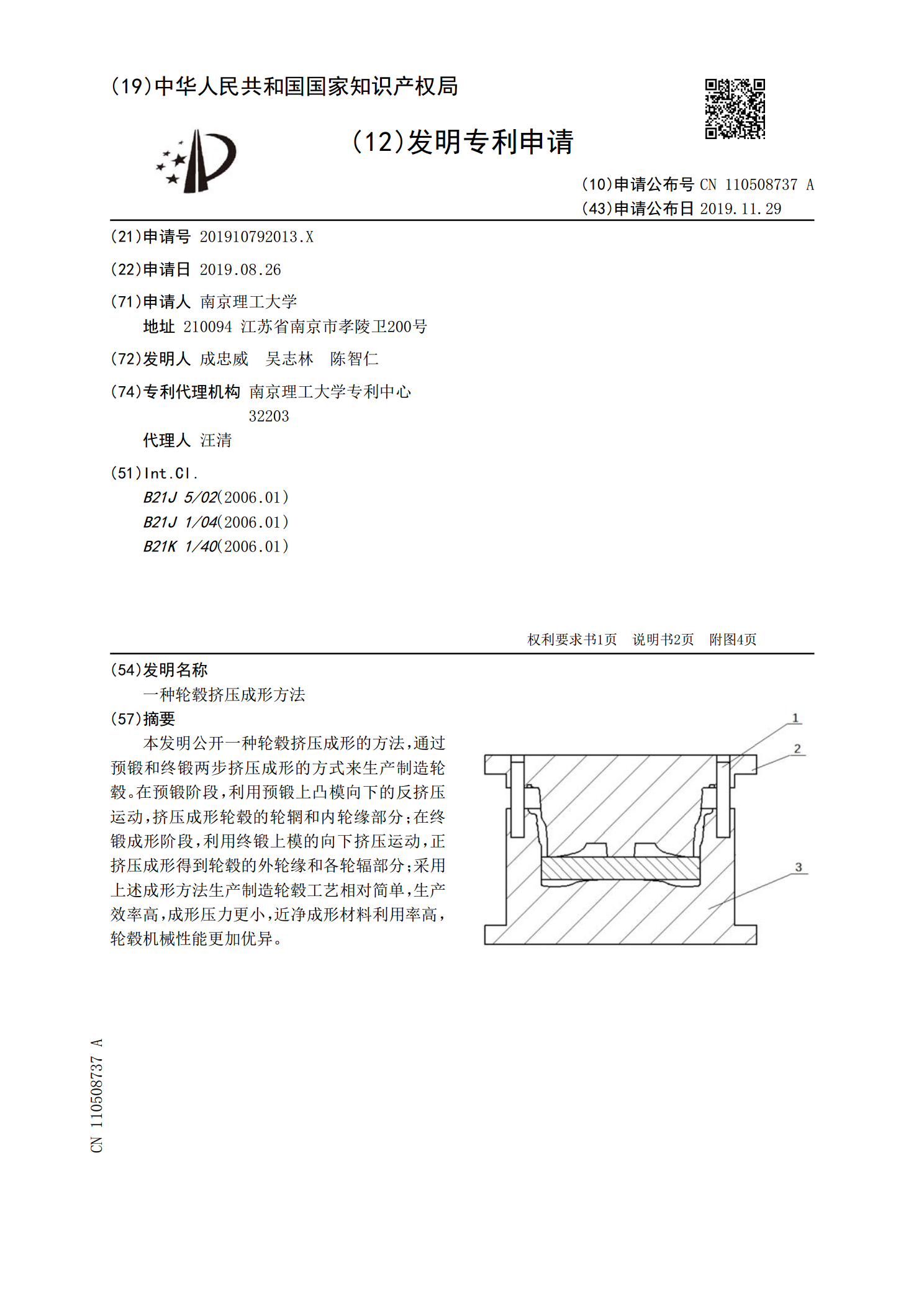
一种轮毂挤压成形方法.pdf
本发明公开一种轮毂挤压成形的方法,通过预锻和终锻两步挤压成形的方式来生产制造轮毂。在预锻阶段,利用预锻上凸模向下的反挤压运动,挤压成形轮毂的轮辋和内轮缘部分;在终锻成形阶段,利用终锻上模的向下挤压运动,正挤压成形得到轮毂的外轮缘和各轮辐部分;采用上述成形方法生产制造轮毂工艺相对简单,生产效率高,成形压力更小,近净成形材料利用率高,轮毂机械性能更加优异。

汽车轮毂的组合塑性成形方法及其配套成形模具.pdf
本发明公开了一种汽车轮毂的组合塑性成形方法及其配套的成型模具,该方法将轻合金坯料在等温条件下,采用一套成形模具分两步成形,该成形模具具有一个瓣合式下模和两个依次与瓣合式下模配合的挤压上凸模和胀形上凸模,成形时先将坯料在模具内由挤压上凸模与下模配合,采用挤压工艺预成形出轮毂的轮辐部分和轮辋的下部,并将轮辋的上部成形为中空管坯,再用胀形上凸模与下模配合经胀形工艺将第一步成形出的预制件成形为轮毂。本发明的设备结构简单,其每一步工序的变形抗力都较小,有效的减小了模具尺寸和设备吨位,降低了生产成本。
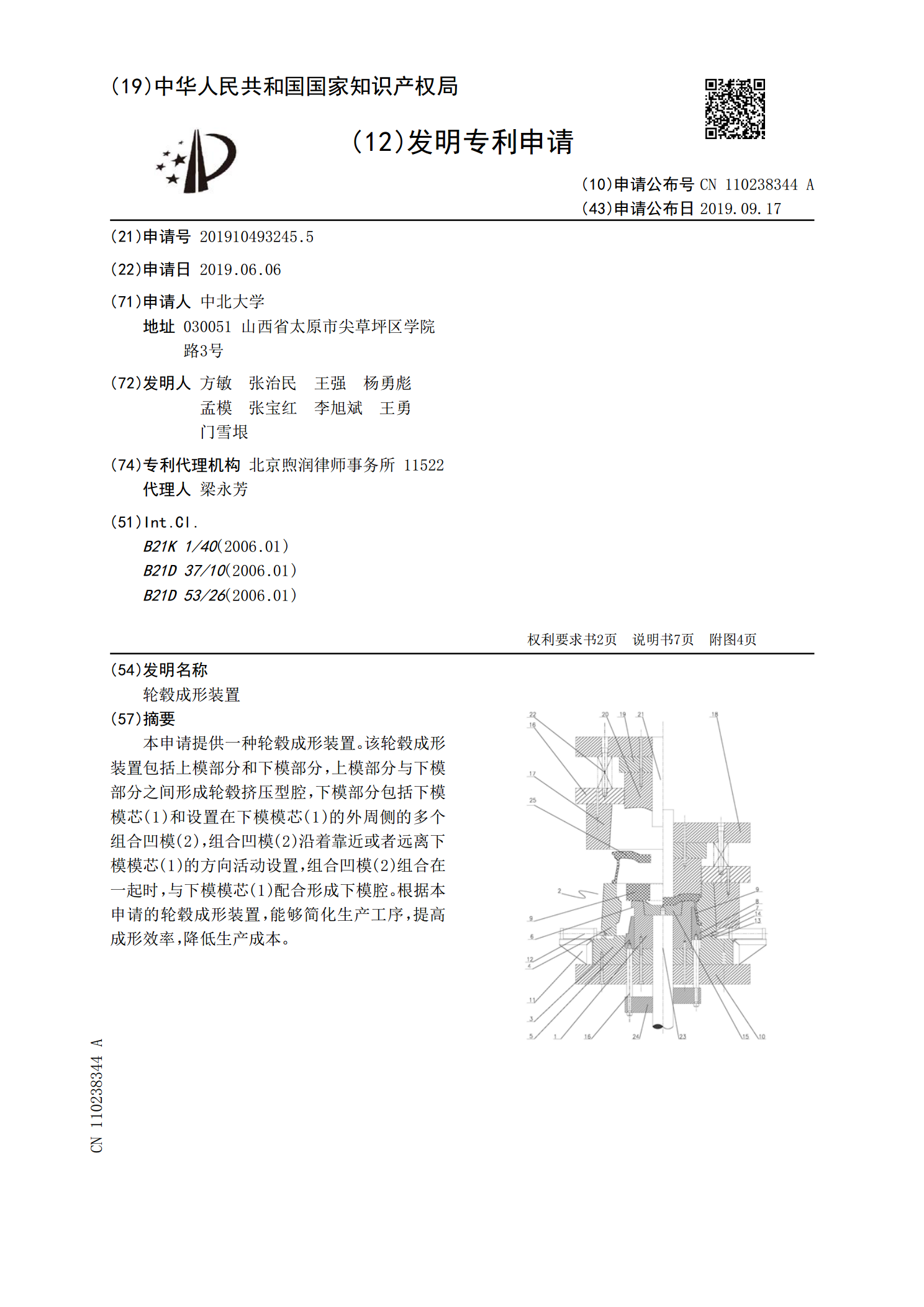
轮毂成形装置.pdf
本申请提供一种轮毂成形装置。该轮毂成形装置包括上模部分和下模部分,上模部分与下模部分之间形成轮毂挤压型腔,下模部分包括下模模芯(1)和设置在下模模芯(1)的外周侧的多个组合凹模(2),组合凹模(2)沿着靠近或者远离下模模芯(1)的方向活动设置,组合凹模(2)组合在一起时,与下模模芯(1)配合形成下模腔。根据本申请的轮毂成形装置,能够简化生产工序,提高成形效率,降低生产成本。