
一种提高环形火焰筒头部转接段组件制造精度的方法.pdf

猫巷****晓容

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种提高环形火焰筒头部转接段组件制造精度的方法.pdf
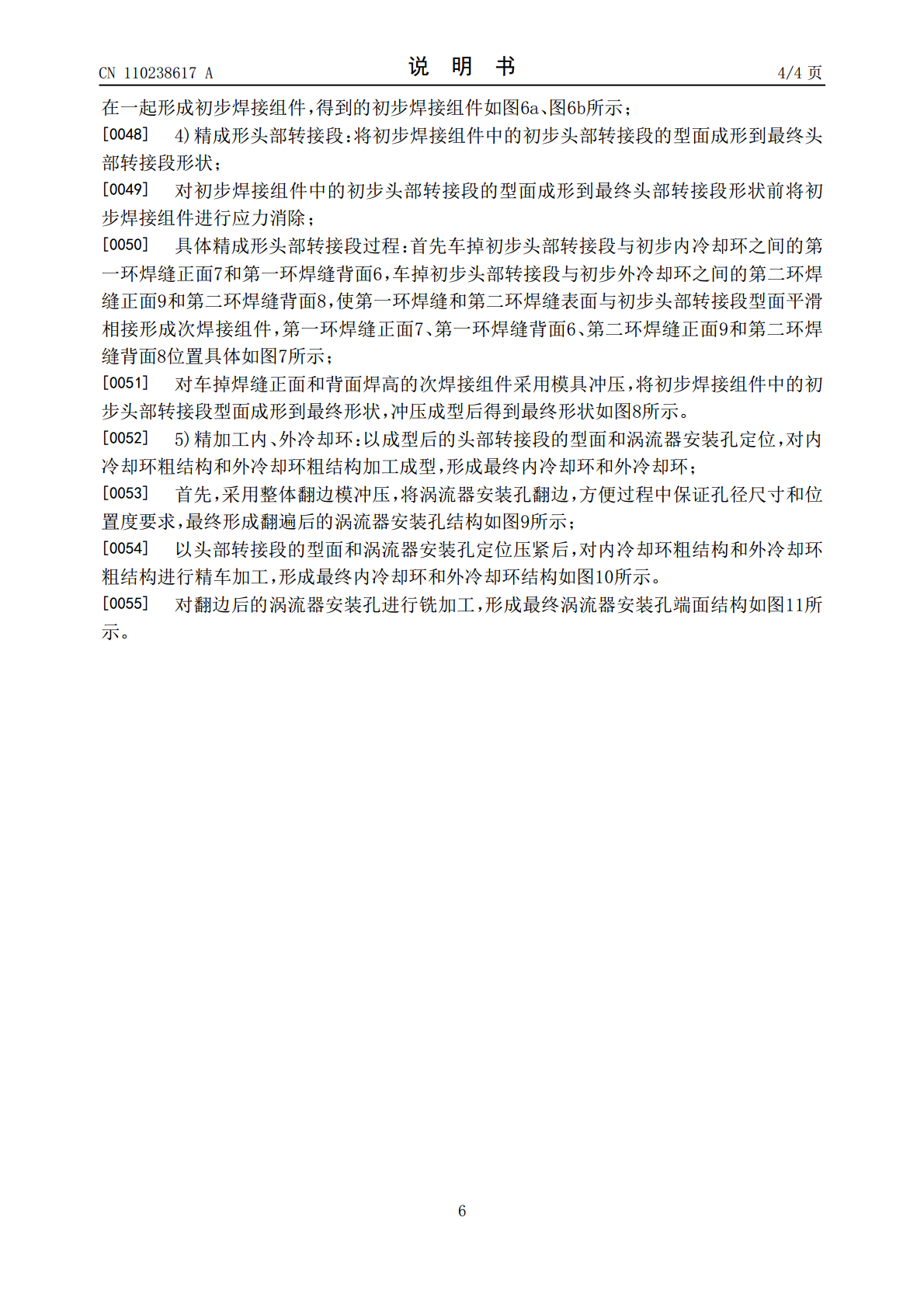
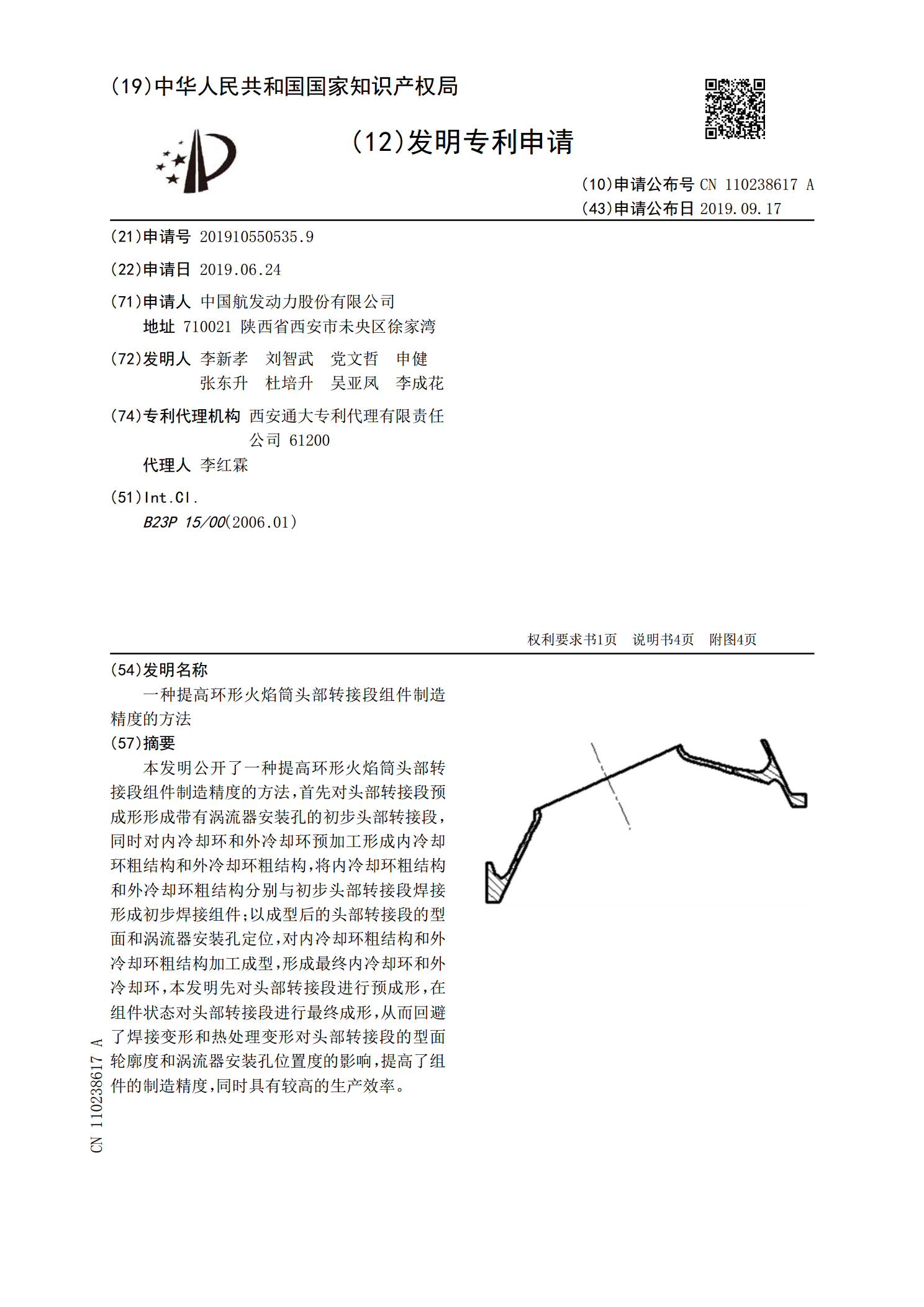
本发明公开了一种提高环形火焰筒头部转接段组件制造精度的方法,首先对头部转接段预成形形成带有涡流器安装孔的初步头部转接段,同时对内冷却环和外冷却环预加工形成内冷却环粗结构和外冷却环粗结构,将内冷却环粗结构和外冷却环粗结构分别与初步头部转接段焊接形成初步焊接组件;以成型后的头部转接段的型面和涡流器安装孔定位,对内冷却环粗结构和外冷却环粗结构加工成型,形成最终内冷却环和外冷却环,本发明先对头部转接段进行预成形,在组件状态对头部转接段进行最终成形,从而回避了焊接变形和热处理变形对头部转接段的型面轮廓度和涡流器安装

一种火焰筒头部.pdf
本发明属于航空发动机领域,尤其涉及小型涡喷/涡扇发动机技术领域,具体涉及一种火焰筒头部,包括涡流器,涡流器包括一级旋流器和二级旋流器;一级旋流器包括喷嘴安装口、一级进气口、油气混合环腔和一级文氏管;二级旋流器包括第一安装端口、二级进气口和二级文氏管;二级旋流器通过第一安装端口与一级旋流器固定安装。本发明将头部零件构成整体式连接结构,增强整体结构刚性,确保其工作稳定性;采用双级径向反向旋流孔的进气方式,适应小流量进气的使用环境,实现了气动旋流雾化和头部组织燃烧性能的同时也大幅降低了工艺制造难度和成本;受空间

一种芯体转接段组件的钎焊方法.pdf
本发明公开了一种芯体转接段组件的钎焊方法,包括如下操作;分别加工芯体组件、转接段组件的待钎面;在转接段组件的待钎面均匀涂覆红丹粉,然后将芯体组件装配在转接段组件上,将芯体组件从转接段组件上移开,分别观测转接段组件待钎面、芯体组件待钎面的红丹粉的分布情况;依次将转接段组件、箔状钎料和芯体组件装配,采用钎焊工装将转接段组件、箔状钎料和芯体组件固定,在钎焊工装与转接段组件、芯体组件的接触部位分别涂刷阻钎剂;将装配好的芯体转接段组件置于真空钎焊炉中,进行真空钎焊。本发明针对芯体转接段组件的焊接难点,降低钎焊难度,
一种采用环形锻件加工火焰筒浮动壁瓦块的工艺方法.pdf
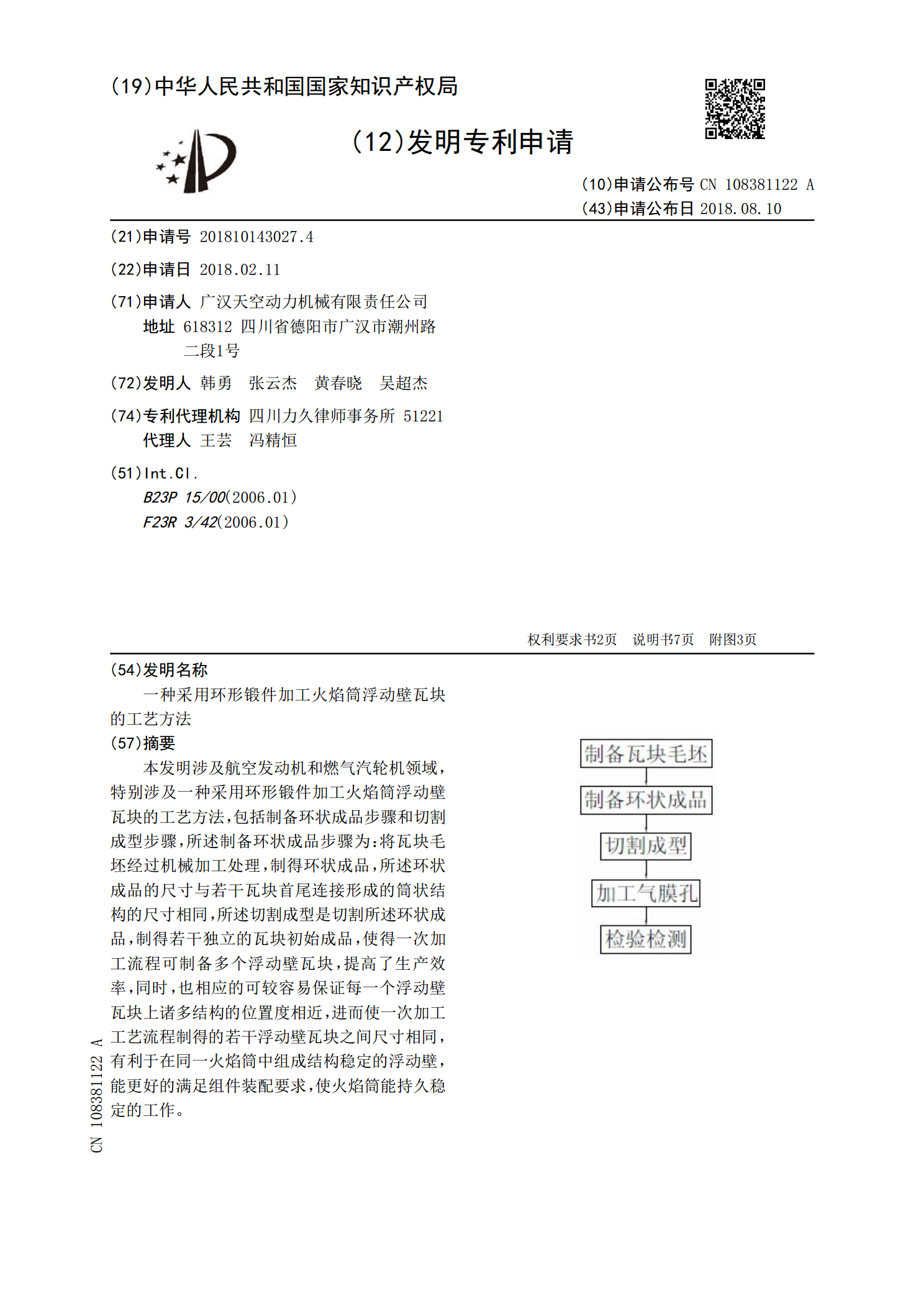
本发明涉及航空发动机和燃气汽轮机领域,特别涉及一种采用环形锻件加工火焰筒浮动壁瓦块的工艺方法,包括制备环状成品步骤和切割成型步骤,所述制备环状成品步骤为:将瓦块毛坯经过机械加工处理,制得环状成品,所述环状成品的尺寸与若干瓦块首尾连接形成的筒状结构的尺寸相同,所述切割成型是切割所述环状成品,制得若干独立的瓦块初始成品,使得一次加工流程可制备多个浮动壁瓦块,提高了生产效率,同时,也相应的可较容易保证每一个浮动壁瓦块上诸多结构的位置度相近,进而使一次加工工艺流程制得的若干浮动壁瓦块之间尺寸相同,有利于在同一火焰

火焰筒头部结构、火焰筒及燃气轮机发动机.pdf
本发明公开了一种火焰筒头部结构、火焰筒及燃气轮机发动机,包括安装于火焰筒入口端上的用于隔绝内部燃气与外部空气的头部壁体以及安装于头部壁体的入口端上的用于使气流形成旋流后引入头部壁体内的旋流结构,头部壁体上设有多个发散孔,且发散孔的中轴线向旋流的旋向倾斜,通过发散孔引导头部壁体外的一部分空气射入头部壁体内形成朝旋流的旋向倾斜的射流,使头部壁体内的射流和旋流相互作用在头部壁体的内壁面处旋转形成贴合于头部壁体的内壁面上的壁面旋转气膜,从而实现对头部壁体的保护。本发明的火焰筒头部结构,通过壁面旋转气膜隔绝热燃气与