
一种采用环形锻件加工火焰筒浮动壁瓦块的工艺方法.pdf

St****36

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种采用环形锻件加工火焰筒浮动壁瓦块的工艺方法.pdf
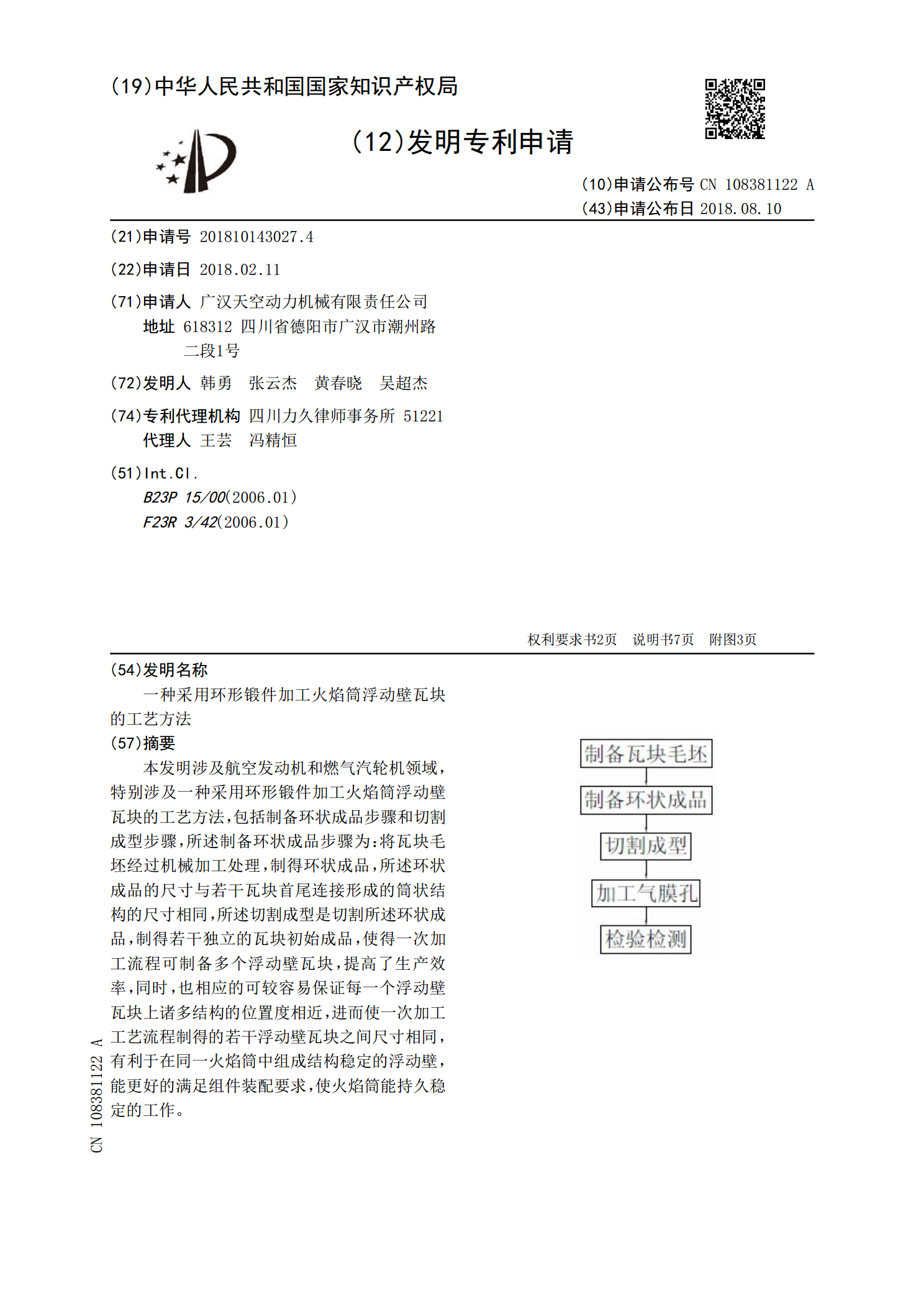
本发明涉及航空发动机和燃气汽轮机领域,特别涉及一种采用环形锻件加工火焰筒浮动壁瓦块的工艺方法,包括制备环状成品步骤和切割成型步骤,所述制备环状成品步骤为:将瓦块毛坯经过机械加工处理,制得环状成品,所述环状成品的尺寸与若干瓦块首尾连接形成的筒状结构的尺寸相同,所述切割成型是切割所述环状成品,制得若干独立的瓦块初始成品,使得一次加工流程可制备多个浮动壁瓦块,提高了生产效率,同时,也相应的可较容易保证每一个浮动壁瓦块上诸多结构的位置度相近,进而使一次加工工艺流程制得的若干浮动壁瓦块之间尺寸相同,有利于在同一火焰
一种高效加工火焰筒浮动壁瓦块的工艺方法.pdf
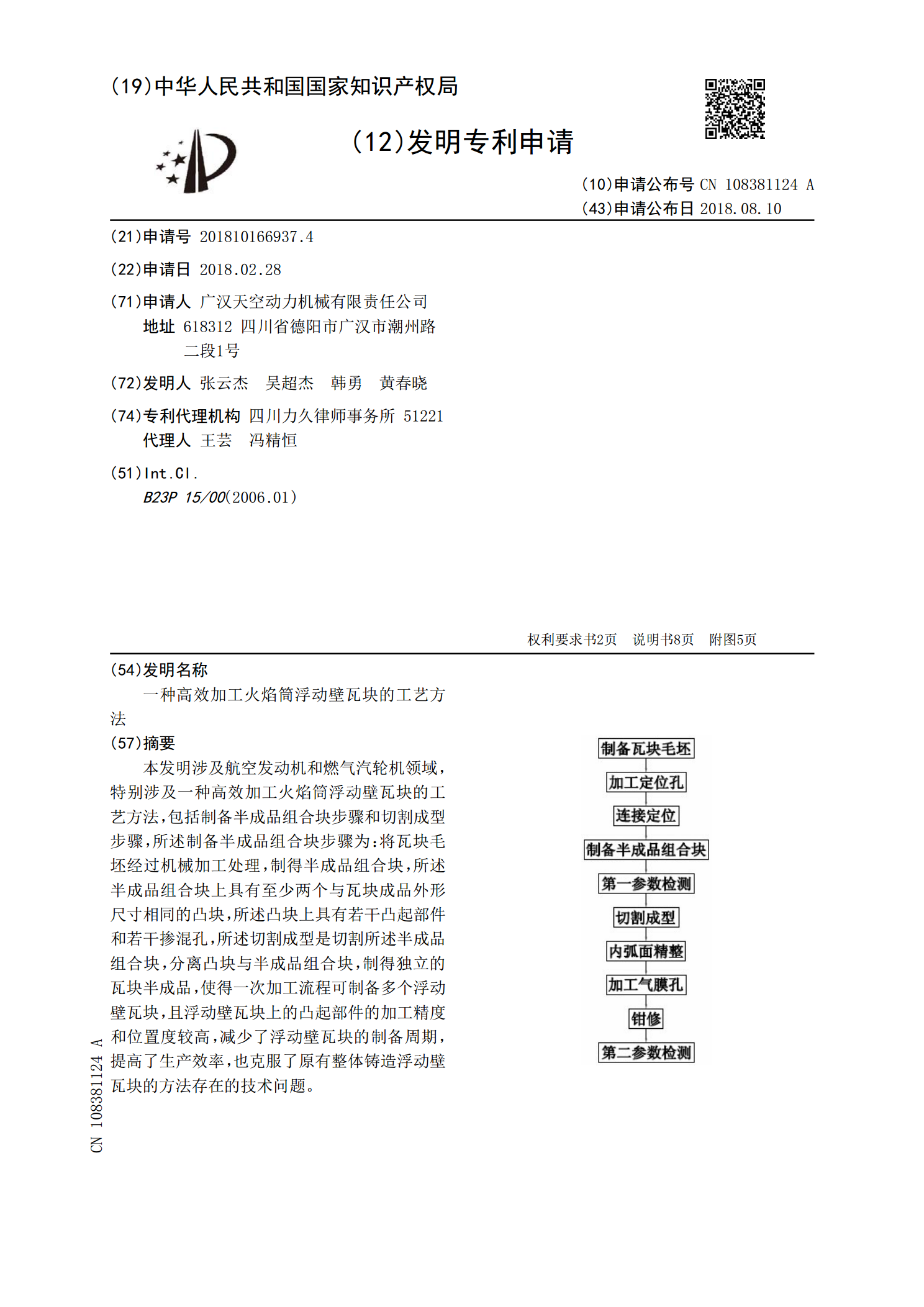
本发明涉及航空发动机和燃气汽轮机领域,特别涉及一种高效加工火焰筒浮动壁瓦块的工艺方法,包括制备半成品组合块步骤和切割成型步骤,所述制备半成品组合块步骤为:将瓦块毛坯经过机械加工处理,制得半成品组合块,所述半成品组合块上具有至少两个与瓦块成品外形尺寸相同的凸块,所述凸块上具有若干凸起部件和若干掺混孔,所述切割成型是切割所述半成品组合块,分离凸块与半成品组合块,制得独立的瓦块半成品,使得一次加工流程可制备多个浮动壁瓦块,且浮动壁瓦块上的凸起部件的加工精度和位置度较高,减少了浮动壁瓦块的制备周期,提高了生产效率

浮动壁火焰筒电火花加工工艺.docx
浮动壁火焰筒电火花加工工艺浮动壁火焰筒电火花加工工艺摘要:浮动壁火焰筒电火花加工工艺是一种先进的精密加工技术,适用于高硬度、高精度、高表面质量要求的工件加工。本文通过对浮动壁火焰筒电火花加工工艺的研究,深入探讨了其基本原理、加工特点和发展前景,并指出了目前面临的挑战和解决方案。一、引言浮动壁火焰筒电火花加工工艺是近年来发展起来的一种先进的精密机械加工技术。它采用电脉冲放电的方式对工件进行加工,具有高效、高精度、高表面质量的优点,广泛应用于航空、汽车、电子等领域。二、浮动壁火焰筒电火花加工的基本原理1.电火

浮动壁式火焰筒壁温优化研究.docx
浮动壁式火焰筒壁温优化研究摘要本文对浮动壁式火焰筒壁温进行优化研究。通过分析火焰筒内气体流动特性和壁面传热机理,提出了采用多层夹套式结构以及局部压强调控的方法优化火焰筒壁温的控制策略。最后通过实验验证了控制策略的有效性,结果表明所提出的优化方案能够显著降低火焰筒壁温,提高其应用效果。关键词:浮动壁式火焰筒,壁面传热,夹套式结构,局部压强调控,优化方案引言浮动壁式火焰筒广泛应用于煤燃烧、焦化、炼钢、电解铝等领域。在工业生产中,控制火焰筒内气体温度是至关重要的,因为过高的气体温度会导致火焰筒内部材料变形,甚至
一种浮动瓦块的编织方法.pdf
本发明公开了一种浮动瓦块的编织方法,包涵两个主要部位浮动壁和螺栓杆,选用连续碳化硅纤维作为编织纤维,首先采用圆柱型编织件的工艺编织螺栓杆,为保证螺栓杆和浮动壁的一体连接,需要预留一定长度纱束,采用板块型编织件的工艺编织浮动壁,编织到一定部位后,将单个螺栓杆预留纱束横向均匀间隔添加进已分好的浮动壁左右两侧行列纱束中,至预留纱束全部埋进浮动壁,完成单个螺栓杆的添加。相较现有技术,保证浮动瓦块整体一体化成型的同时,实现了轻质、耐高温的要求。