
一种芯体转接段组件的钎焊方法.pdf

一只****爱敏

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种芯体转接段组件的钎焊方法.pdf
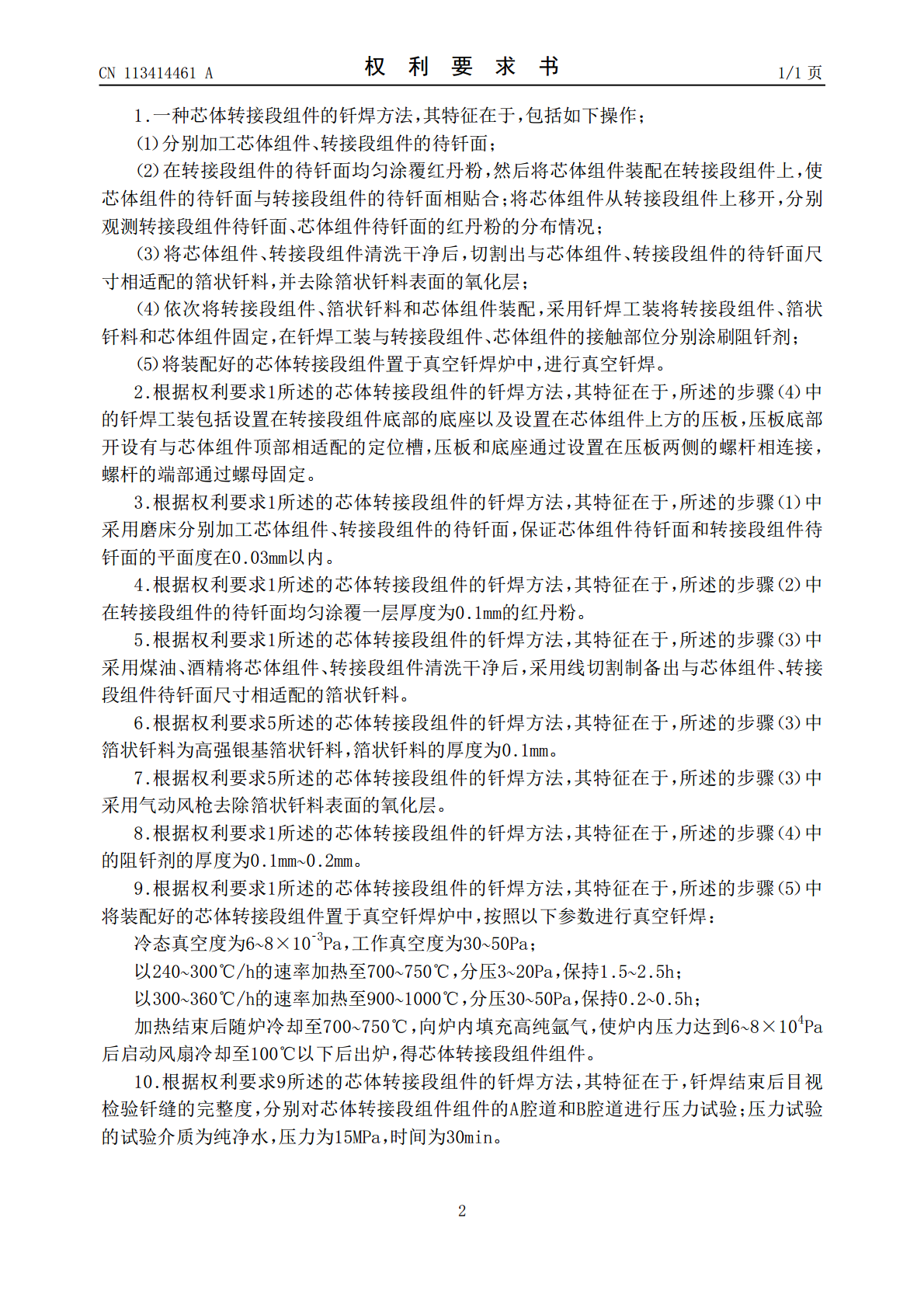
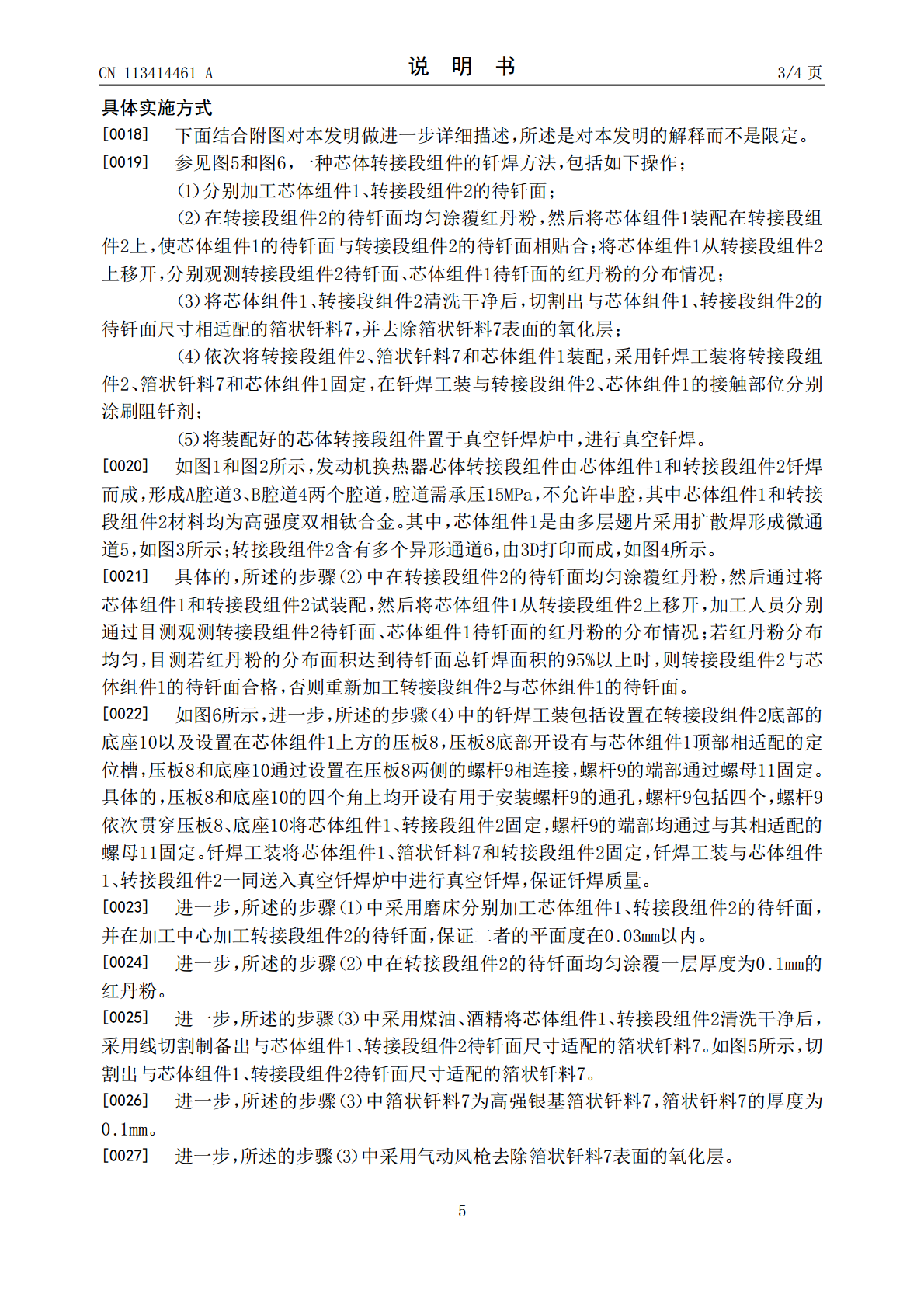
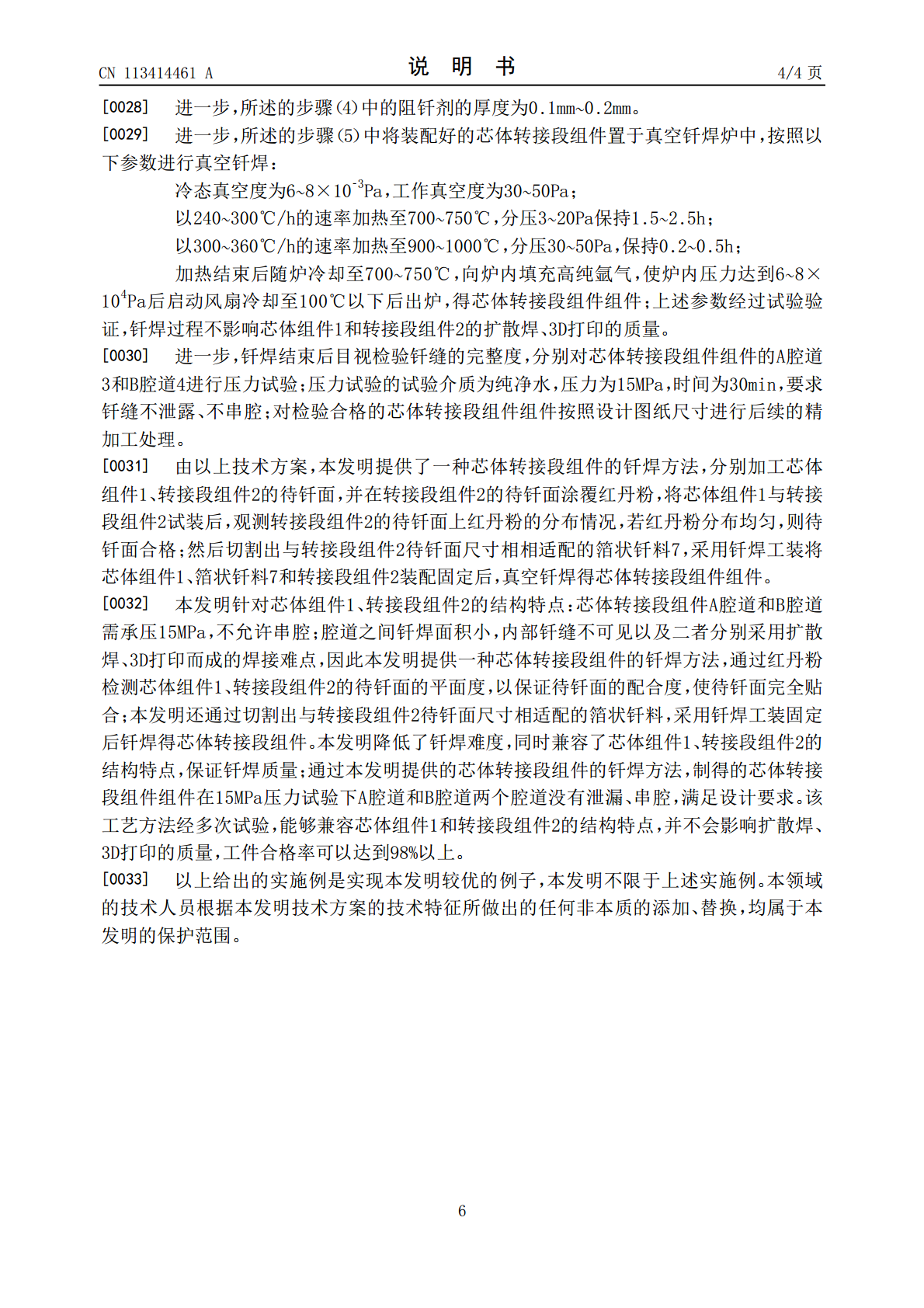
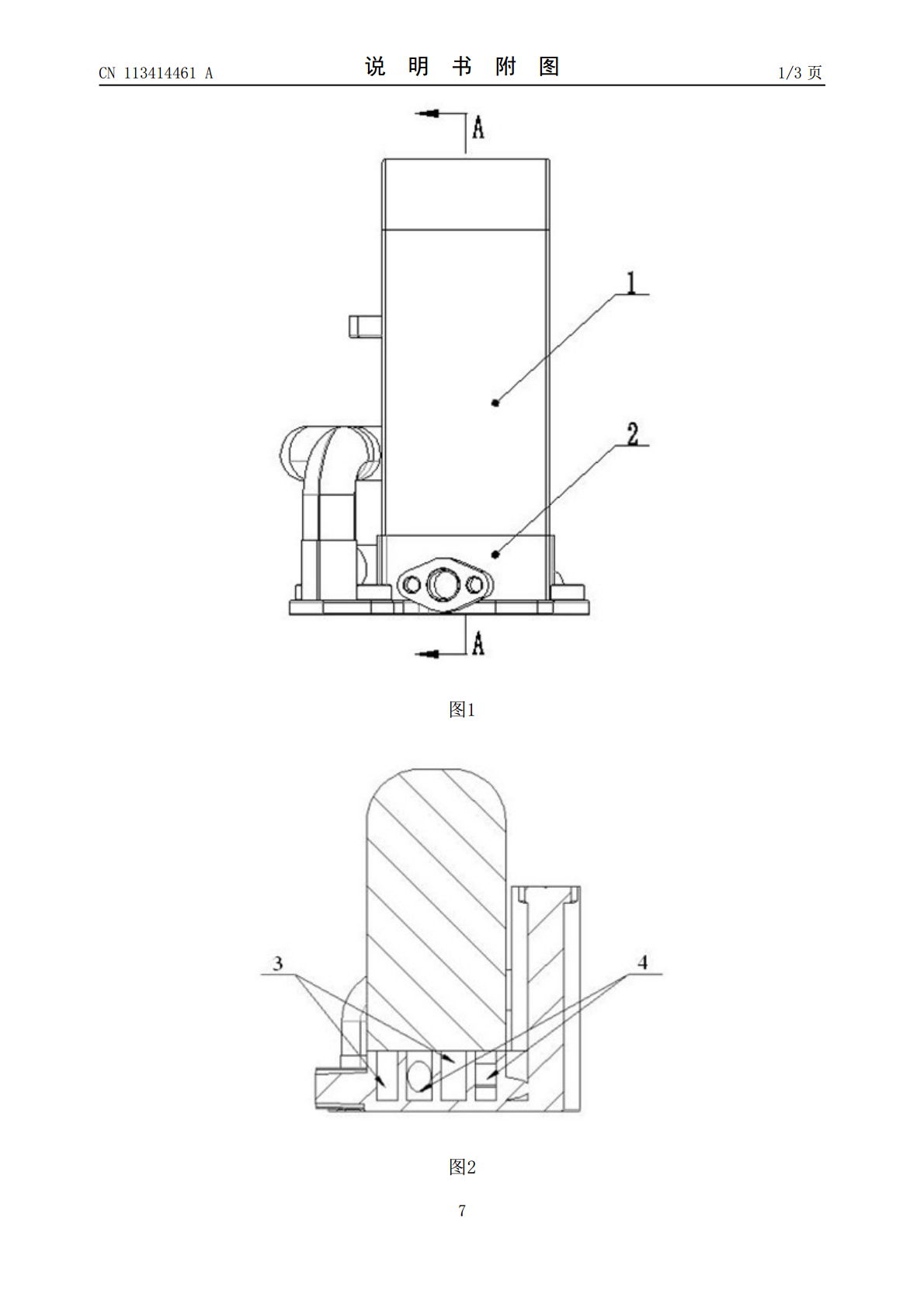
本发明公开了一种芯体转接段组件的钎焊方法,包括如下操作;分别加工芯体组件、转接段组件的待钎面;在转接段组件的待钎面均匀涂覆红丹粉,然后将芯体组件装配在转接段组件上,将芯体组件从转接段组件上移开,分别观测转接段组件待钎面、芯体组件待钎面的红丹粉的分布情况;依次将转接段组件、箔状钎料和芯体组件装配,采用钎焊工装将转接段组件、箔状钎料和芯体组件固定,在钎焊工装与转接段组件、芯体组件的接触部位分别涂刷阻钎剂;将装配好的芯体转接段组件置于真空钎焊炉中,进行真空钎焊。本发明针对芯体转接段组件的焊接难点,降低钎焊难度,
一种机油转接体组件.pdf
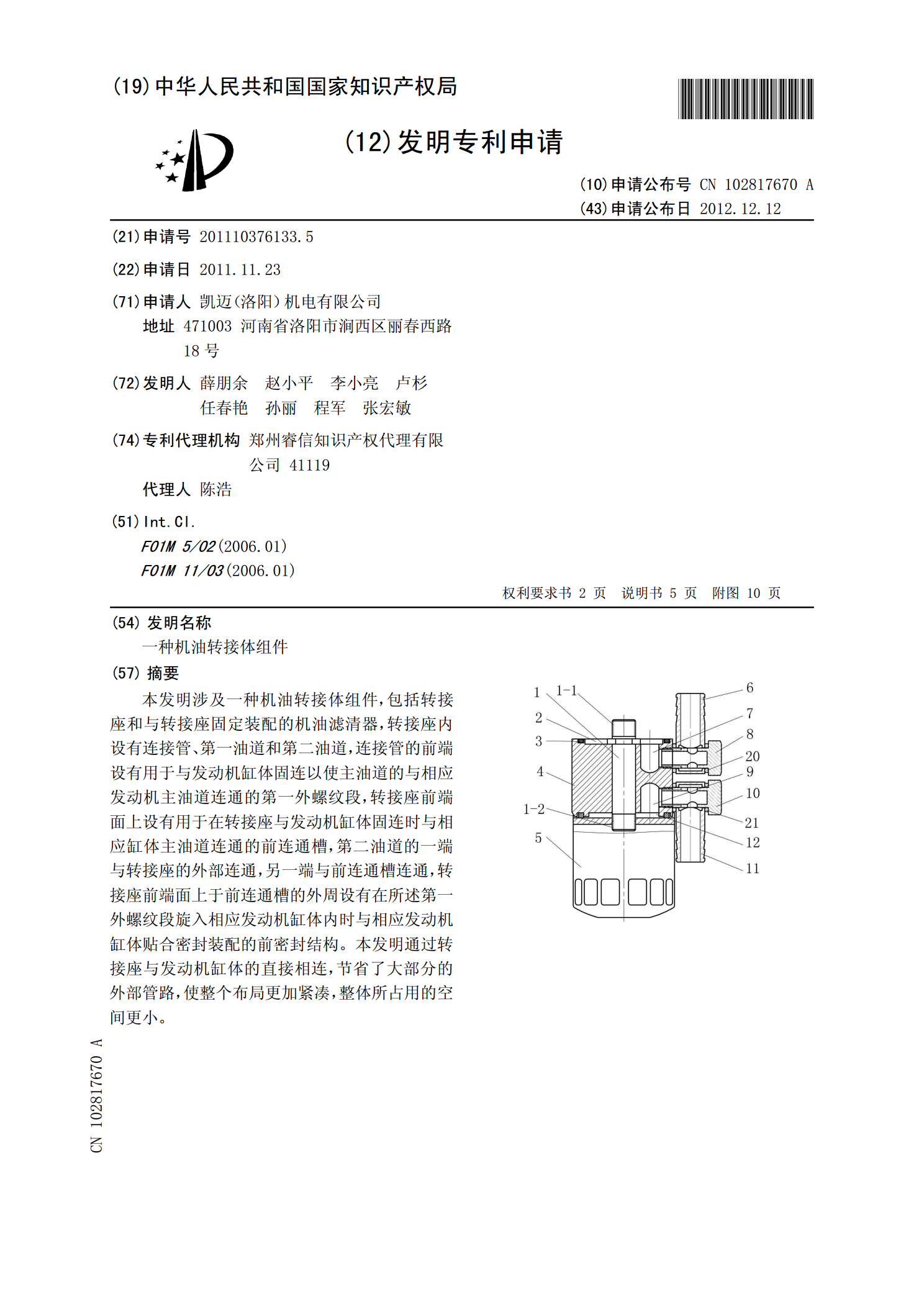
本发明涉及一种机油转接体组件,包括转接座和与转接座固定装配的机油滤清器,转接座内设有连接管、第一油道和第二油道,连接管的前端设有用于与发动机缸体固连以使主油道的与相应发动机主油道连通的第一外螺纹段,转接座前端面上设有用于在转接座与发动机缸体固连时与相应缸体主油道连通的前连通槽,第二油道的一端与转接座的外部连通,另一端与前连通槽连通,转接座前端面上于前连通槽的外周设有在所述第一外螺纹段旋入相应发动机缸体内时与相应发动机缸体贴合密封装配的前密封结构。本发明通过转接座与发动机缸体的直接相连,节省了大部分的外部管
一种压力芯体组件.pdf
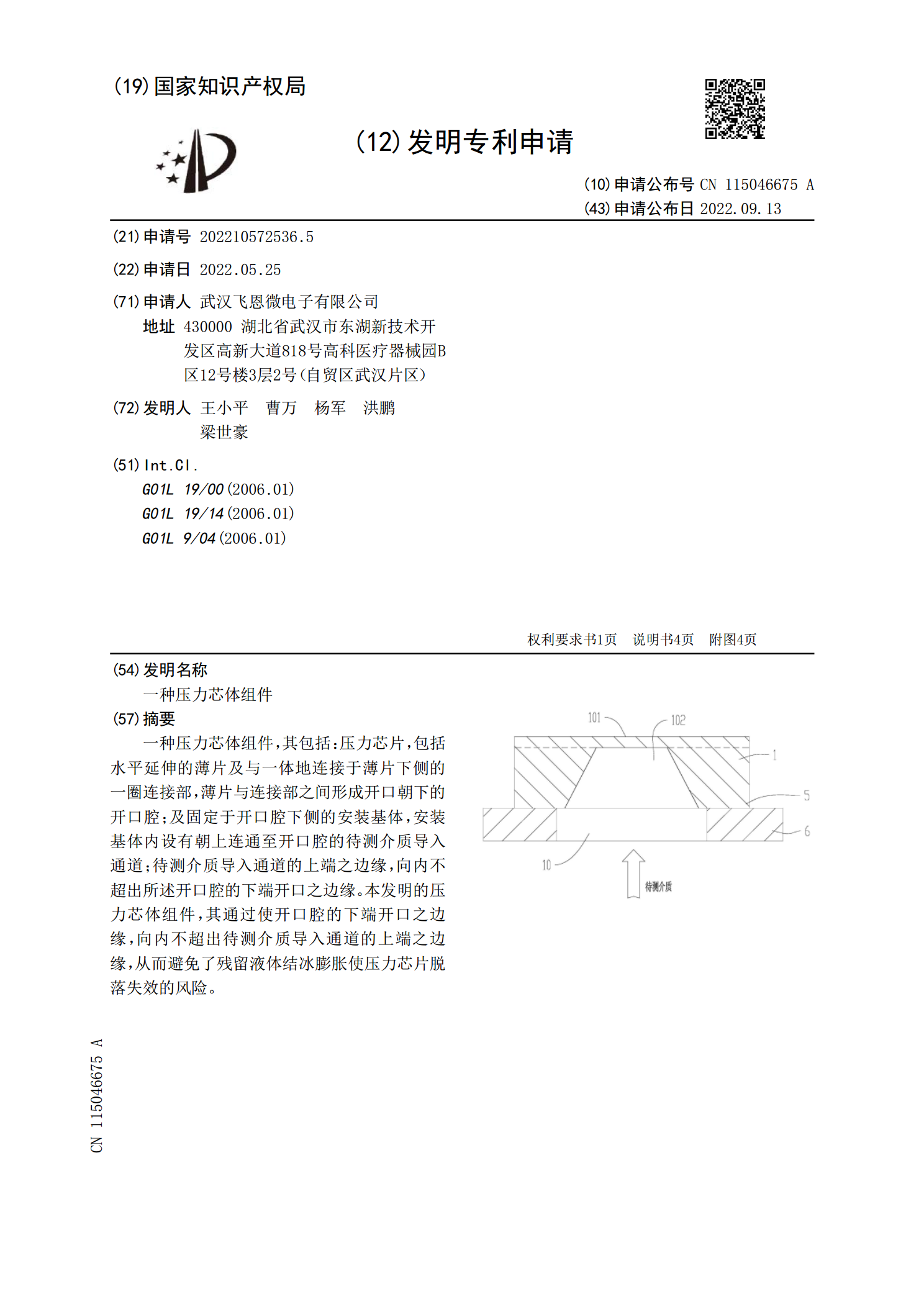
一种压力芯体组件,其包括:压力芯片,包括水平延伸的薄片及与一体地连接于薄片下侧的一圈连接部,薄片与连接部之间形成开口朝下的开口腔;及固定于开口腔下侧的安装基体,安装基体内设有朝上连通至开口腔的待测介质导入通道;待测介质导入通道的上端之边缘,向内不超出所述开口腔的下端开口之边缘。本发明的压力芯体组件,其通过使开口腔的下端开口之边缘,向内不超出待测介质导入通道的上端之边缘,从而避免了残留液体结冰膨胀使压力芯片脱落失效的风险。
一种提高环形火焰筒头部转接段组件制造精度的方法.pdf
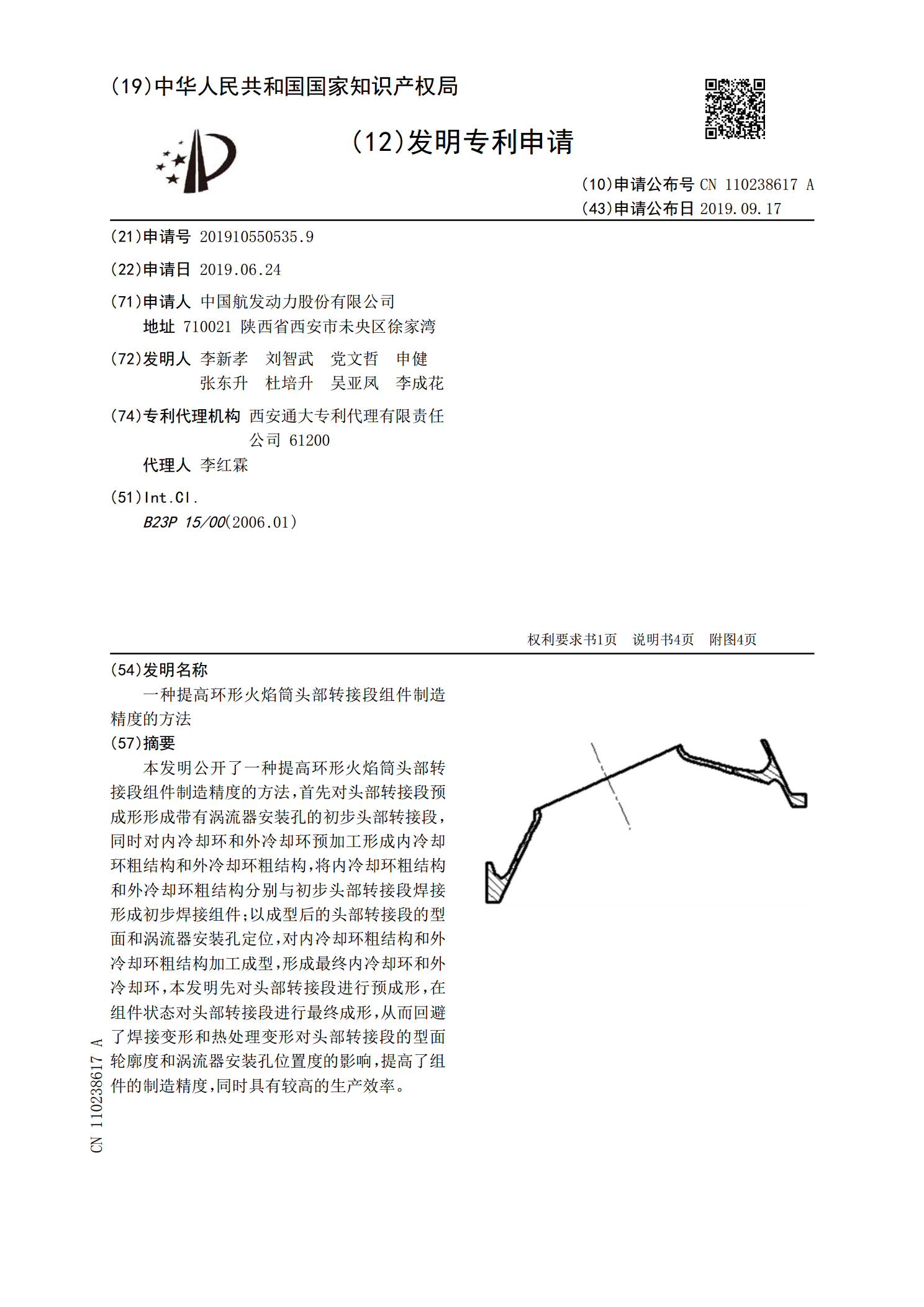
本发明公开了一种提高环形火焰筒头部转接段组件制造精度的方法,首先对头部转接段预成形形成带有涡流器安装孔的初步头部转接段,同时对内冷却环和外冷却环预加工形成内冷却环粗结构和外冷却环粗结构,将内冷却环粗结构和外冷却环粗结构分别与初步头部转接段焊接形成初步焊接组件;以成型后的头部转接段的型面和涡流器安装孔定位,对内冷却环粗结构和外冷却环粗结构加工成型,形成最终内冷却环和外冷却环,本发明先对头部转接段进行预成形,在组件状态对头部转接段进行最终成形,从而回避了焊接变形和热处理变形对头部转接段的型面轮廓度和涡流器安装
一种微通道换热器芯体组件及其制造方法.pdf
本发明公开了一种微通道换热器芯体组件及其制造方法,换热器芯体组件包括多个子芯体,多个子芯体堆叠,采用三点式波形对子芯体两两堆叠接触位置进行焊接,构成换热器芯体组件的主体结构。本发明通过三点式波形电子束焊接,一方面可以减小焊接熔宽,防止较大热输入对板片的变形影响;另一方面,采用三点波形起到前部预热,中部焊接,后部缓冷的作用,维持焊接过程的熔池稳定,在获得极窄的熔宽和深度大的焊缝的同时可以有效控制电子束焊缝根部的电子束钉尖缺陷。