
一种型钢结构及其加工工艺.pdf

灵慧****89


1/6
2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种型钢结构及其加工工艺.pdf
本发明提供一种型钢结构及其加工工艺,型钢结构包括呈圆弧状的头部、与头部的外圆面相切连接的颈部和与颈部连接的底部,底部的底面设有0‑0.15mm的凹度,头部设置有轴向通孔。其加工工艺包括型钢轧制、矫直、切断和钻孔,采用11‑13道孔型轧制钢坯;采用多道孔型矫直型钢坯件;采用锯切的方法对型钢条料进行切断;对所述结构坯料进行钻通孔,获得型钢结构。本发明的型钢结构的加工效率高,加工成本低;本发明的型钢结构的底部与集装箱门焊接连接时,底部两端可以充分与门接触,不会因翘曲导致与门之间有较大间隙,有利于与门的组焊;型钢
一种车轮用型钢结构及其配件加工工艺.pdf
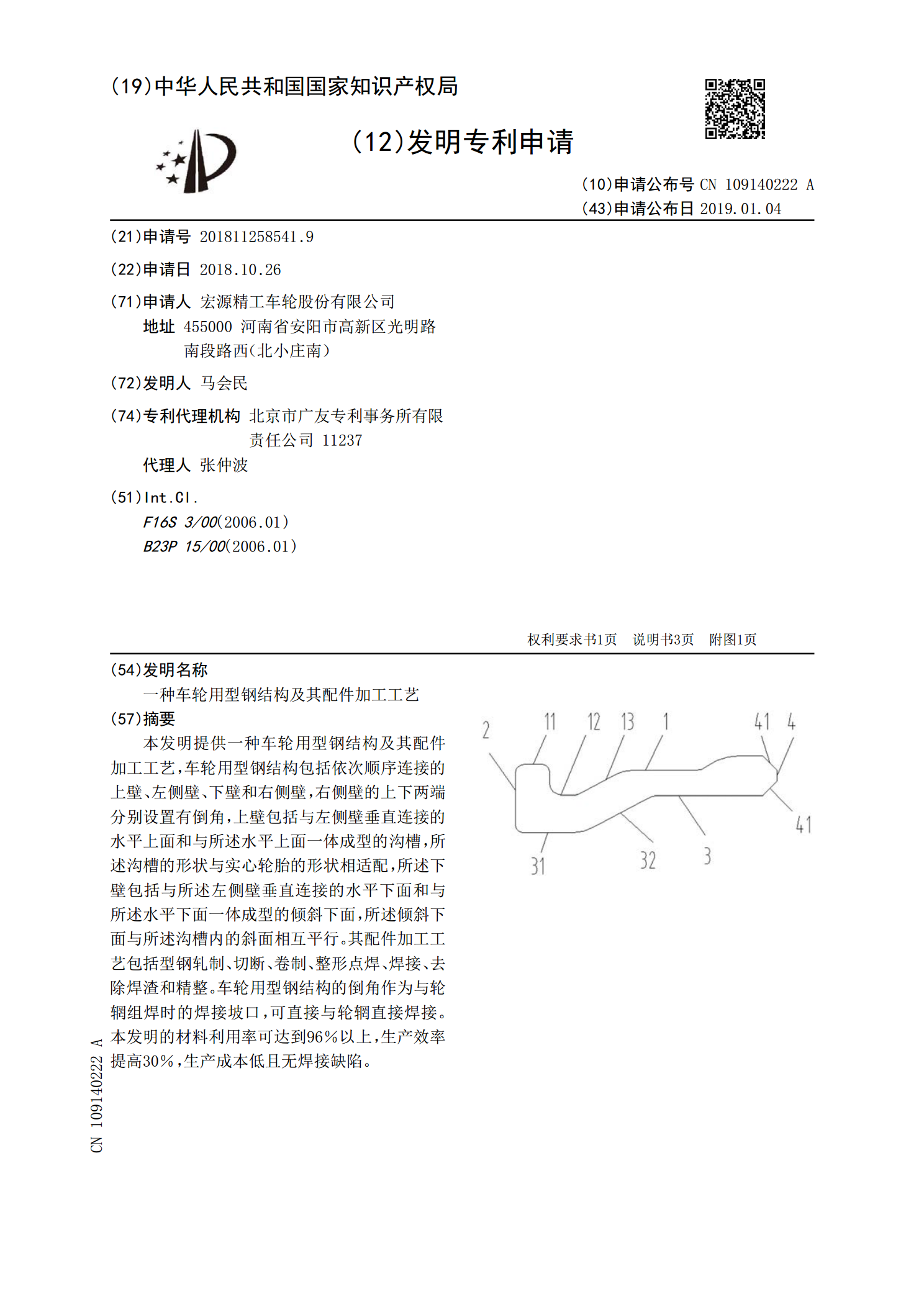
本发明提供一种车轮用型钢结构及其配件加工工艺,车轮用型钢结构包括依次顺序连接的上壁、左侧壁、下壁和右侧壁,右侧壁的上下两端分别设置有倒角,上壁包括与左侧壁垂直连接的水平上面和与所述水平上面一体成型的沟槽,所述沟槽的形状与实心轮胎的形状相适配,所述下壁包括与所述左侧壁垂直连接的水平下面和与所述水平下面一体成型的倾斜下面,所述倾斜下面与所述沟槽内的斜面相互平行。其配件加工工艺包括型钢轧制、切断、卷制、整形点焊、焊接、去除焊渣和精整。车轮用型钢结构的倒角作为与轮辋组焊时的焊接坡口,可直接与轮辋直接焊接。本发明的

一种车轮连接圈型钢结构、车轮连接圈及其加工工艺.pdf
本发明提供一种车轮连接圈型钢结构、车轮连接圈及其加工工艺。车轮连接圈包括环形外壁,由环形外壁的一端依次顺序连接倾斜外壁、第二垂直侧壁、第一内壁、倾斜内壁、第二内壁和第一垂直侧壁,第一垂直侧壁连接环形外壁的另一端,倾斜外壁与环形外壁之间夹角呈40‑50度,倾斜内壁与第二内壁之间夹角呈27.5‑28.5度,第二内壁与倾斜内壁的连接端到第一垂直侧壁的距离为12.1‑12.6mm。车轮连接圈的加工工艺包括多倍尺型钢轧制、多倍尺卷制、切断、校平、收口点焊、闪光对焊、铣焊渣、定径扩涨等步骤,本发明的车轮连接圈的加工工
一种防锈耐热异型钢及其加工工艺.pdf
本发明提供一种防锈耐热异型钢及其加工工艺,异型钢包括了基材、耐热层、防锈层;以质量百分比计,基材的化学组成为:碳:0.2‑1%,硅:2‑3%,钨:8.2‑10%,钼:2‑6%,铬:20‑45%,钴:0.1‑0.2%,锰:0.5‑1%,钒:0.2‑0.6%,其余为铁;基材的加工工艺包括清洗、除磷、轧制、控冷、矫直:将钢坯放在清洗液中,超声清洗,干燥后在炉中加热到1000‑1200℃,出炉冷却后用15‑25MPa高压水除鳞,先送至二辊可逆轧机粗轧,然后采用万能连轧机组进行连轧,控冷,矫直,获得基材;对基材吹砂
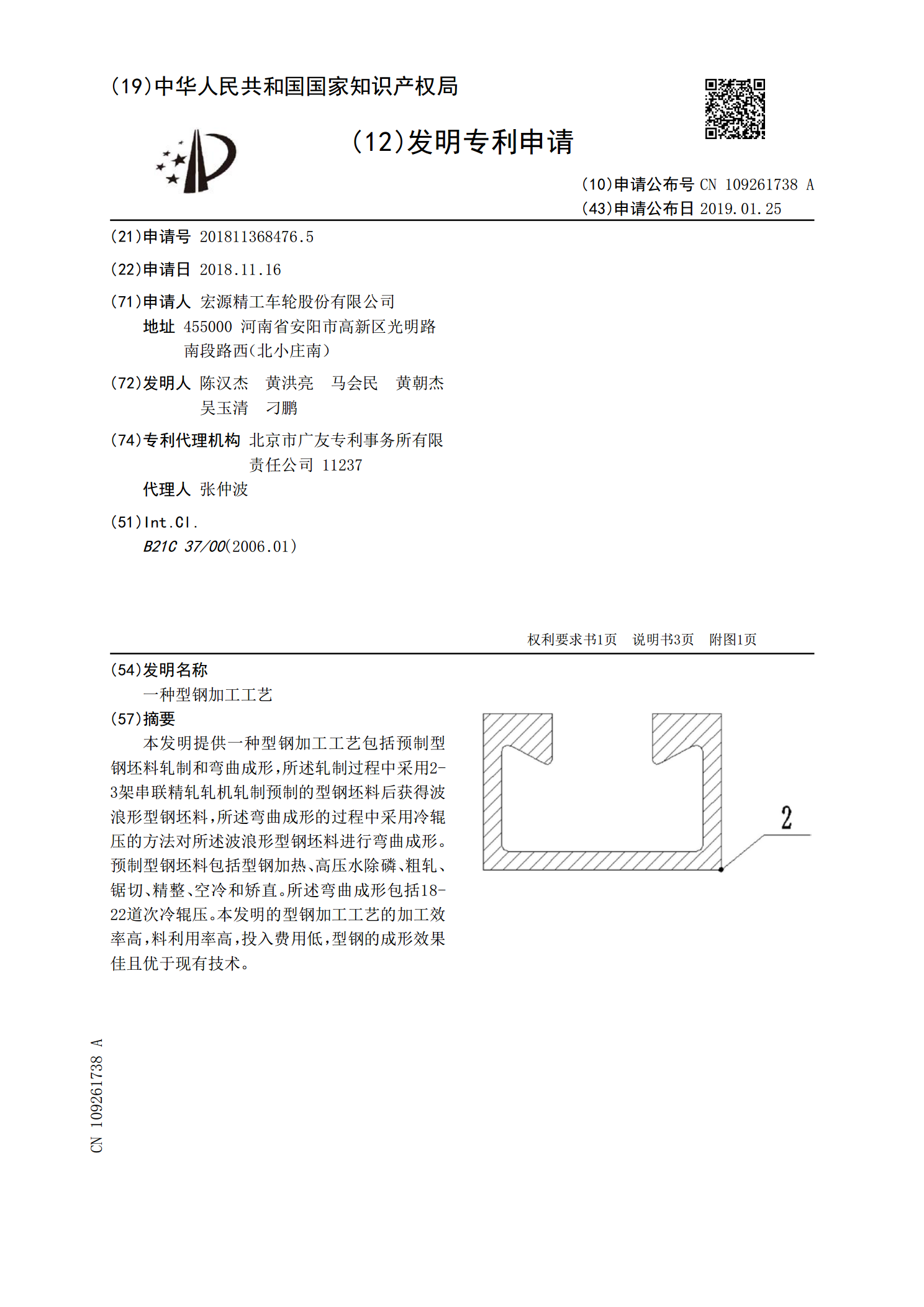
一种型钢加工工艺.pdf
本发明提供一种型钢加工工艺包括预制型钢坯料轧制和弯曲成形,所述轧制过程中采用2‑3架串联精轧轧机轧制预制的型钢坯料后获得波浪形型钢坯料,所述弯曲成形的过程中采用冷辊压的方法对所述波浪形型钢坯料进行弯曲成形。预制型钢坯料包括型钢加热、高压水除磷、粗轧、锯切、精整、空冷和矫直。所述弯曲成形包括18‑22道次冷辊压。本发明的型钢加工工艺的加工效率高,料利用率高,投入费用低,型钢的成形效果佳且优于现有技术。