
一种防锈耐热异型钢及其加工工艺.pdf

An****70


1/10

2/10

3/10

4/10

5/10
6/10

7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种防锈耐热异型钢及其加工工艺.pdf
本发明提供一种防锈耐热异型钢及其加工工艺,异型钢包括了基材、耐热层、防锈层;以质量百分比计,基材的化学组成为:碳:0.2‑1%,硅:2‑3%,钨:8.2‑10%,钼:2‑6%,铬:20‑45%,钴:0.1‑0.2%,锰:0.5‑1%,钒:0.2‑0.6%,其余为铁;基材的加工工艺包括清洗、除磷、轧制、控冷、矫直:将钢坯放在清洗液中,超声清洗,干燥后在炉中加热到1000‑1200℃,出炉冷却后用15‑25MPa高压水除鳞,先送至二辊可逆轧机粗轧,然后采用万能连轧机组进行连轧,控冷,矫直,获得基材;对基材吹砂

一种型钢结构及其加工工艺.pdf
本发明提供一种型钢结构及其加工工艺,型钢结构包括呈圆弧状的头部、与头部的外圆面相切连接的颈部和与颈部连接的底部,底部的底面设有0‑0.15mm的凹度,头部设置有轴向通孔。其加工工艺包括型钢轧制、矫直、切断和钻孔,采用11‑13道孔型轧制钢坯;采用多道孔型矫直型钢坯件;采用锯切的方法对型钢条料进行切断;对所述结构坯料进行钻通孔,获得型钢结构。本发明的型钢结构的加工效率高,加工成本低;本发明的型钢结构的底部与集装箱门焊接连接时,底部两端可以充分与门接触,不会因翘曲导致与门之间有较大间隙,有利于与门的组焊;型钢
一种异丙嗪片及其加工工艺.pdf
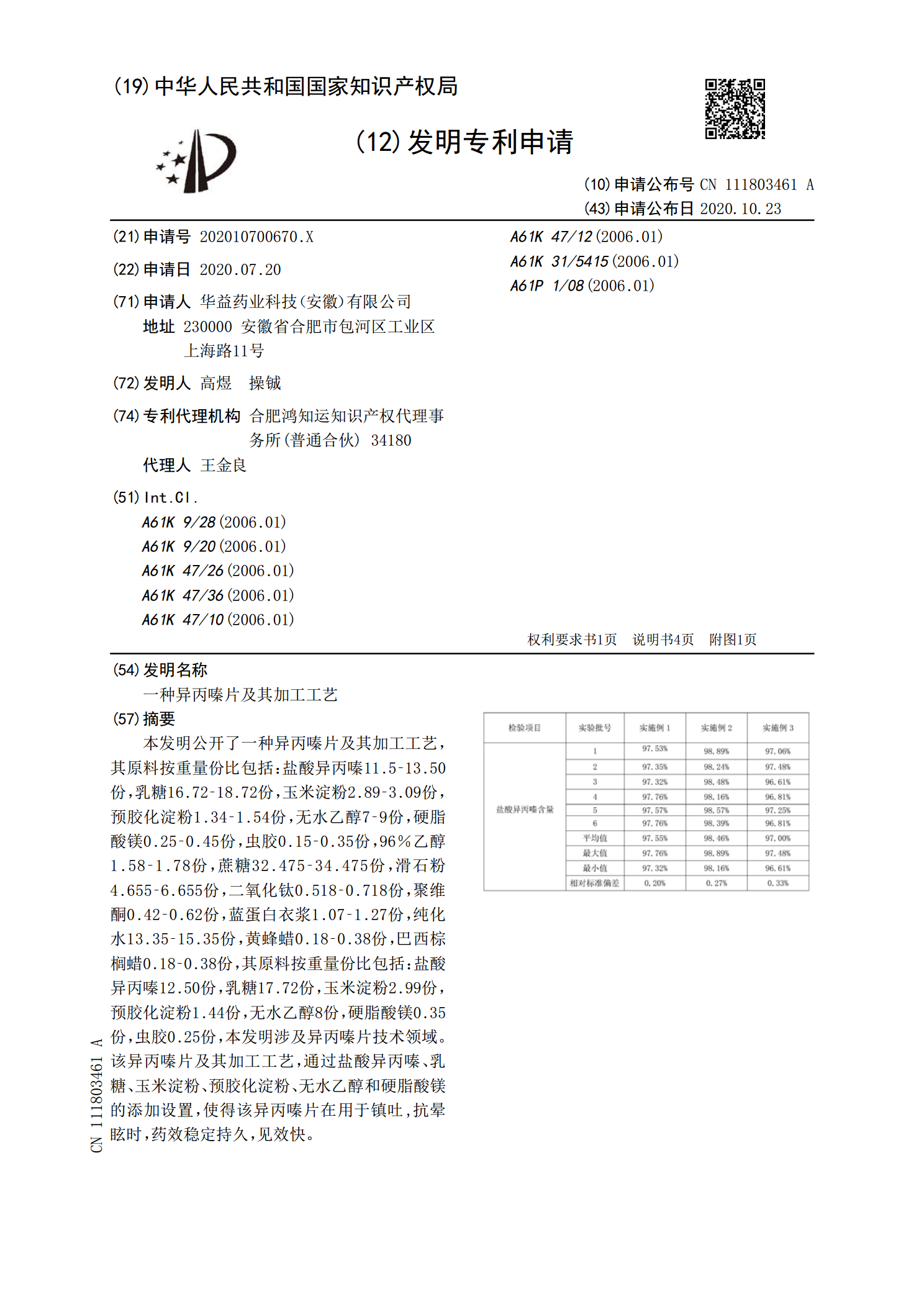
本发明公开了一种异丙嗪片及其加工工艺,其原料按重量份比包括:盐酸异丙嗪11.5‑13.50份,乳糖16.72‑18.72份,玉米淀粉2.89‑3.09份,预胶化淀粉1.34‑1.54份,无水乙醇7‑9份,硬脂酸镁0.25‑0.45份,虫胶0.15‑0.35份,96%乙醇1.58‑1.78份,蔗糖32.475‑34.475份,滑石粉4.655‑6.655份,二氧化钛0.518‑0.718份,聚维酮0.42‑0.62份,蓝蛋白衣浆1.07‑1.27份,纯化水13.35‑15.35份,黄蜂蜡0.18‑0.38份
一种型钢加工工艺.pdf
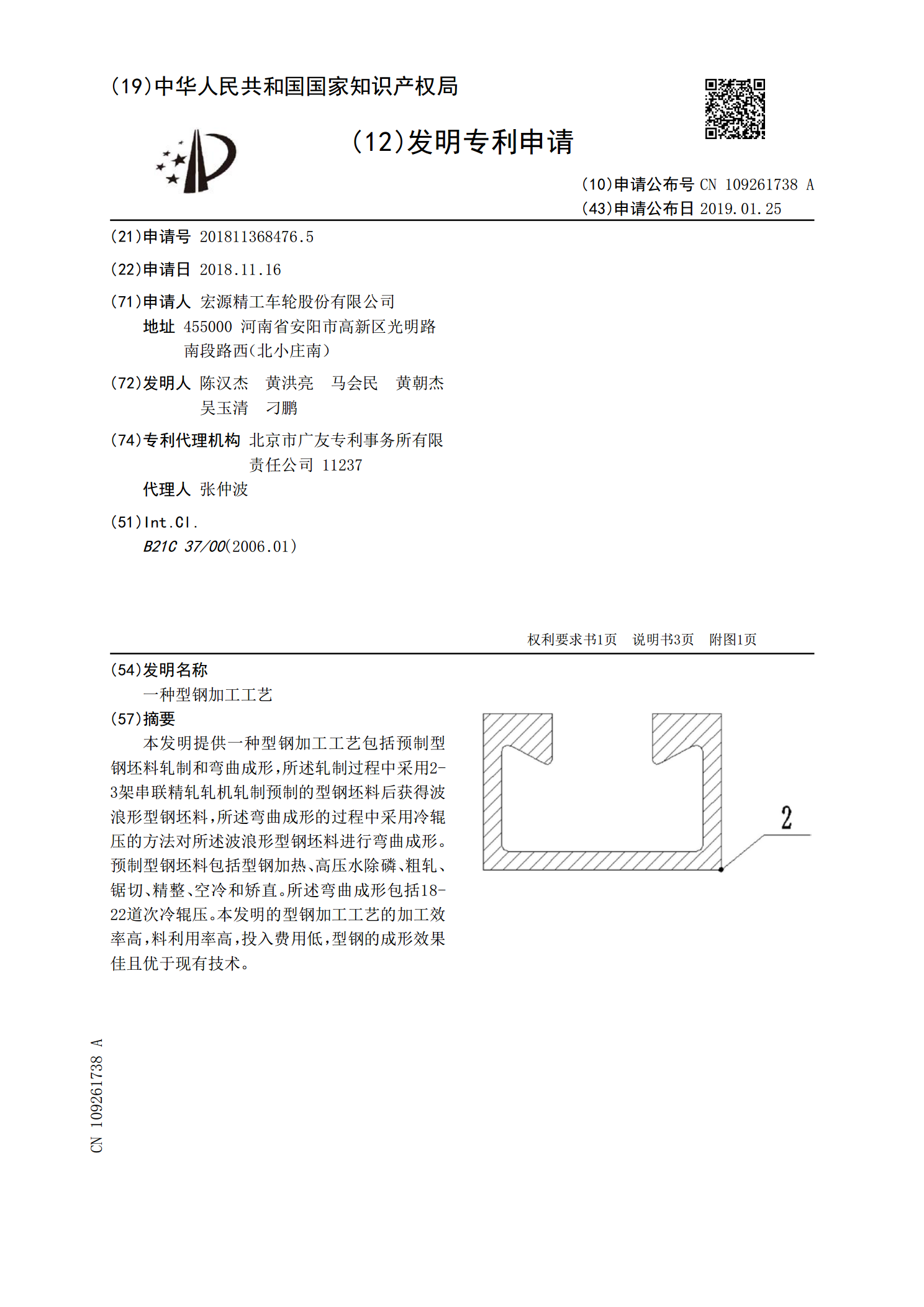
本发明提供一种型钢加工工艺包括预制型钢坯料轧制和弯曲成形,所述轧制过程中采用2‑3架串联精轧轧机轧制预制的型钢坯料后获得波浪形型钢坯料,所述弯曲成形的过程中采用冷辊压的方法对所述波浪形型钢坯料进行弯曲成形。预制型钢坯料包括型钢加热、高压水除磷、粗轧、锯切、精整、空冷和矫直。所述弯曲成形包括18‑22道次冷辊压。本发明的型钢加工工艺的加工效率高,料利用率高,投入费用低,型钢的成形效果佳且优于现有技术。

一种金属螺钉防锈加工工艺.pdf
本发明公开了一种金属螺钉防锈加工工艺,包括加工箱,所述加工箱的一侧外表面开设有散热孔与出料孔,且出料孔位于散热孔的下端,所述加工箱的上端外表面开设有进料孔,所述进料孔的外表面设置有进料机构。本发明所述的一种金属螺钉防锈加工工艺,将滤斗通过一号海绵卡在进料孔的内表面,滤斗可以通过支撑杆来进行支撑,提高滤斗的稳定性能,最后人们可以将螺钉从滤斗上倒入到加工箱内,提高人们的用户体验,将弹簧的另一端固定在滑槽内部,当加工箱工作一段时间后,向外拉握把,将隔板抽出,然后人们可以通过卡杆将隔板固定在加工箱内部,从而热量会