
一种耐磨高精度行星减速机输出轴及制备工艺.pdf

努力****甲寅

1/10

2/10
3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种耐磨高精度行星减速机输出轴及制备工艺.pdf
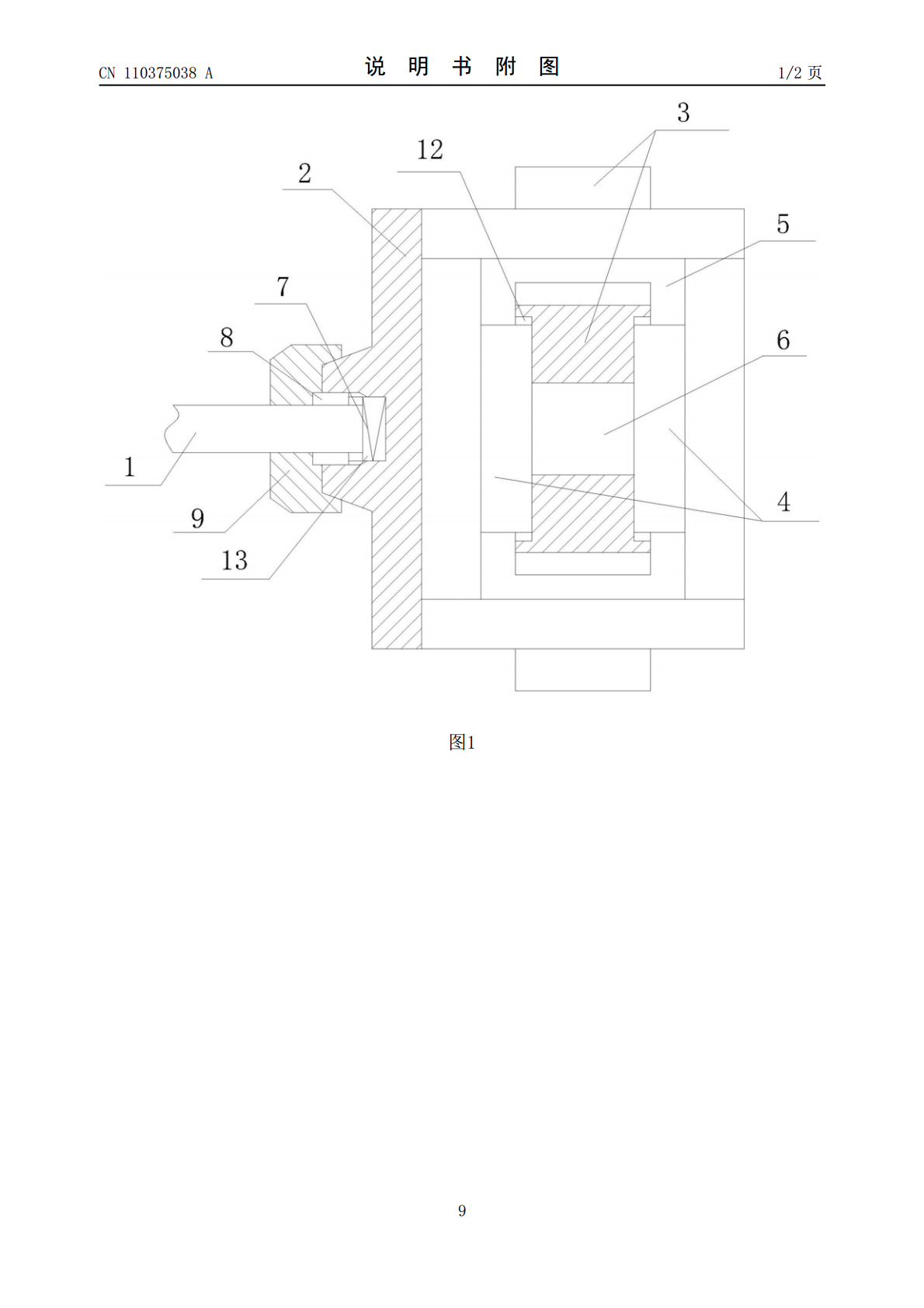
本发明涉及一种耐磨高精度行星减速机输出轴,包括轴体、行星架、行星轮及耐磨机构,行星架为空心圆柱框架结构,其前端面于轴体后端面连接并同轴分布,行星架侧表面均布至少三个承载槽,每个承载槽内均设一个行星轮,行星轮嵌于承载槽内,承载槽前端面和后端面与行星轮前端面机后端面间通过耐磨机构相互连接。其制备工艺包括制备零部件,工件装配及润滑作业等三个步骤。本发明一方面有效的提高了输出轴、行星架及行星轮之间连接关系的韧性,另一方面有效的为输出轴、行星架及行星轮连接位置之间设定专用的磨损防护机构,有效降低行星轮减速箱运行时输
一种高精度行星减速机输入轴结构.pdf
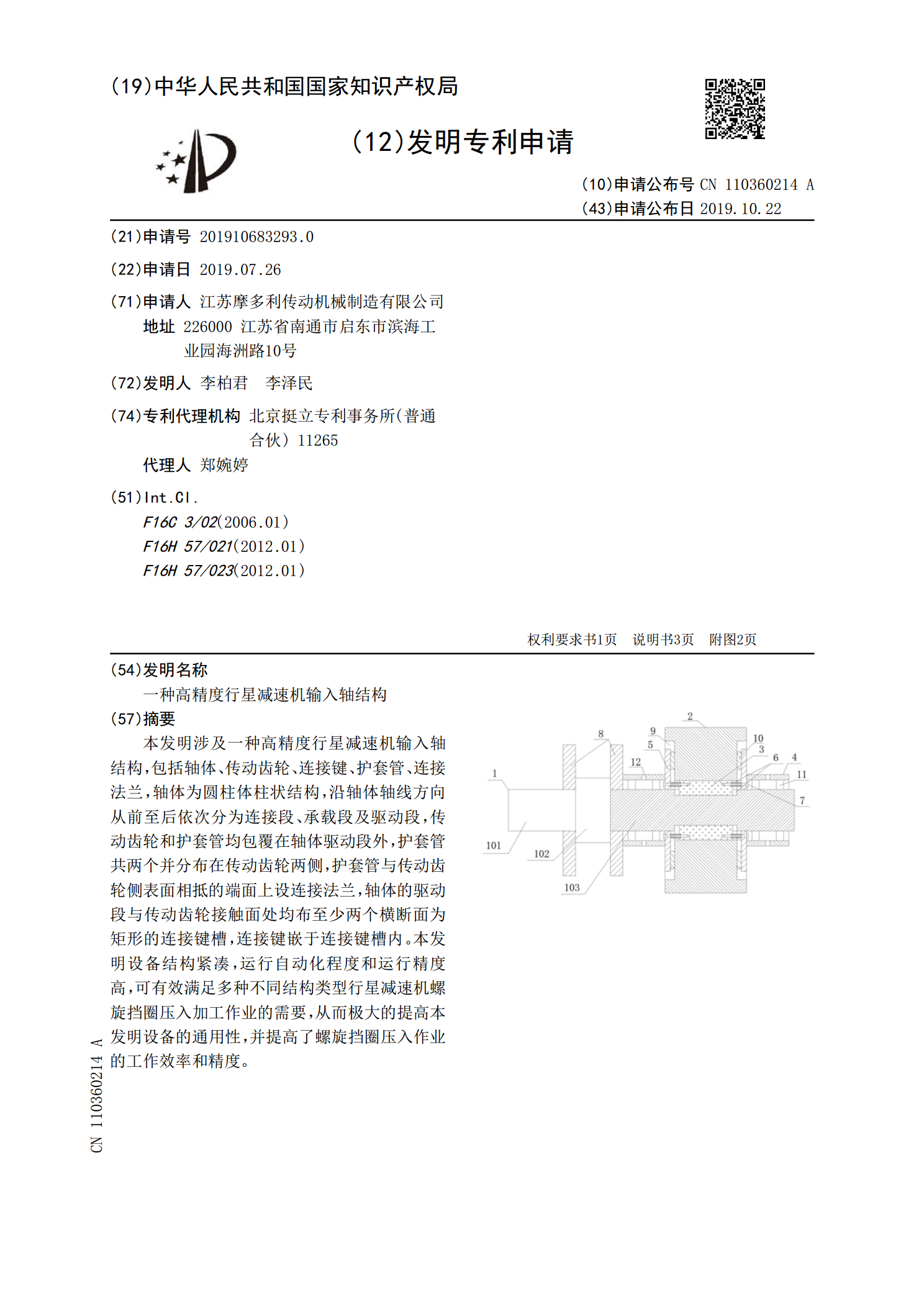
本发明涉及一种高精度行星减速机输入轴结构,包括轴体、传动齿轮、连接键、护套管、连接法兰,轴体为圆柱体柱状结构,沿轴体轴线方向从前至后依次分为连接段、承载段及驱动段,传动齿轮和护套管均包覆在轴体驱动段外,护套管共两个并分布在传动齿轮两侧,护套管与传动齿轮侧表面相抵的端面上设连接法兰,轴体的驱动段与传动齿轮接触面处均布至少两个横断面为矩形的连接键槽,连接键嵌于连接键槽内。本发明设备结构紧凑,运行自动化程度和运行精度高,可有效满足多种不同结构类型行星减速机螺旋挡圈压入加工作业的需要,从而极大的提高本发明设备的通
行星减速机输出轴不开窗结构.pdf
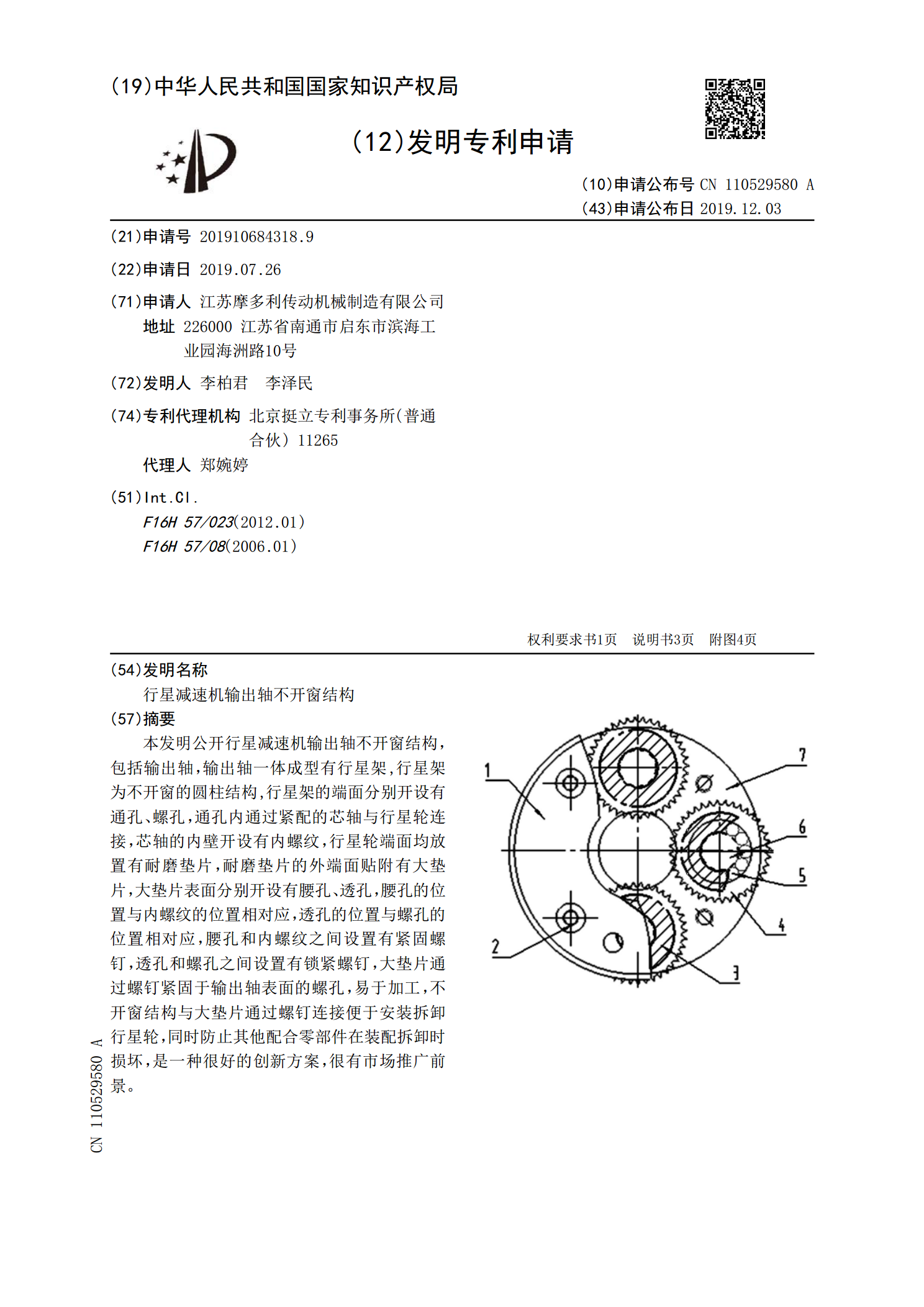
本发明公开行星减速机输出轴不开窗结构,包括输出轴,输出轴一体成型有行星架,行星架为不开窗的圆柱结构,行星架的端面分别开设有通孔、螺孔,通孔内通过紧配的芯轴与行星轮连接,芯轴的内壁开设有内螺纹,行星轮端面均放置有耐磨垫片,耐磨垫片的外端面贴附有大垫片,大垫片表面分别开设有腰孔、透孔,腰孔的位置与内螺纹的位置相对应,透孔的位置与螺孔的位置相对应,腰孔和内螺纹之间设置有紧固螺钉,透孔和螺孔之间设置有锁紧螺钉,大垫片通过螺钉紧固于输出轴表面的螺孔,易于加工,不开窗结构与大垫片通过螺钉连接便于安装拆卸行星轮,同时防
一种防窜动的行星减速机输出轴安装结构.pdf
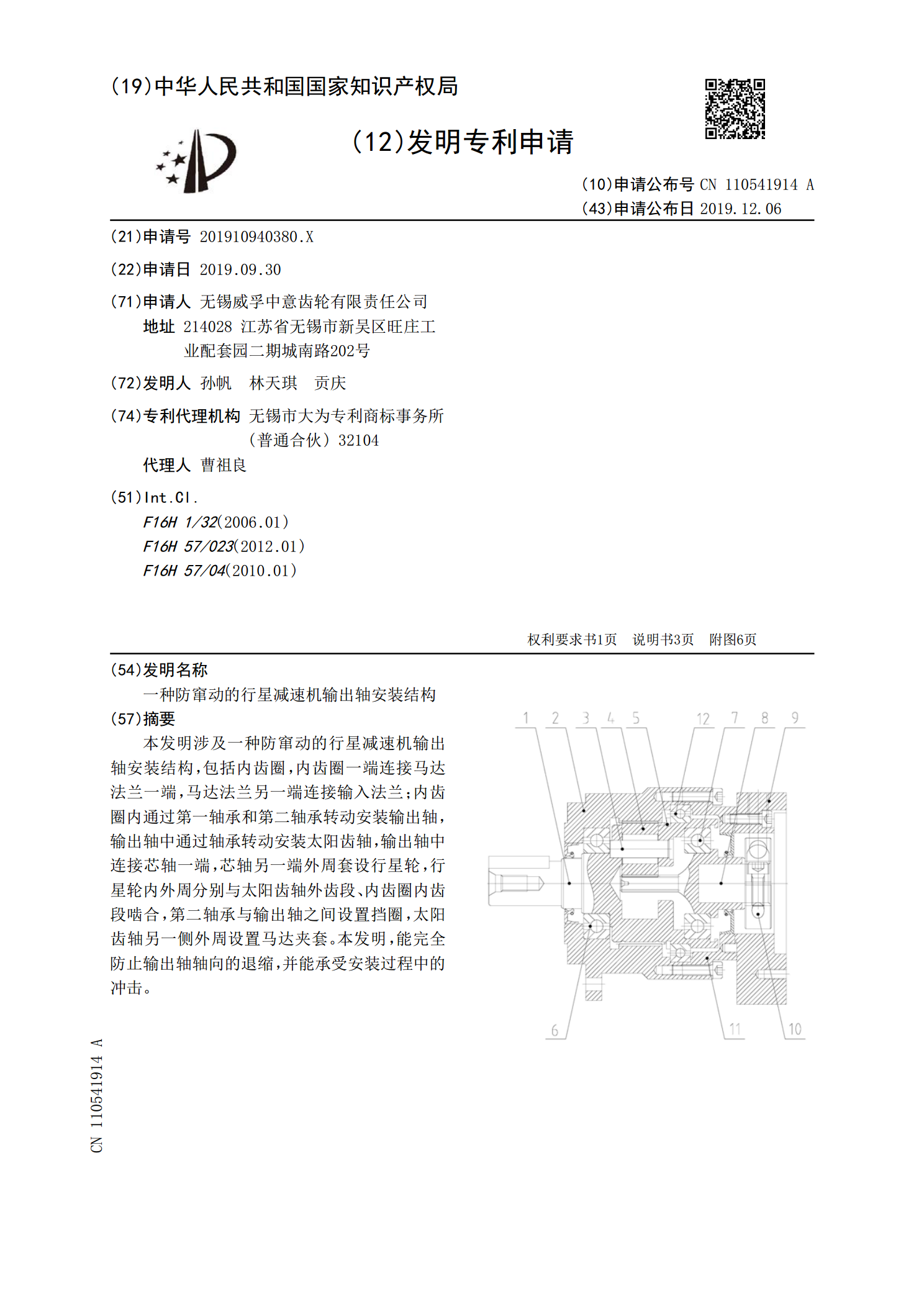
本发明涉及一种防窜动的行星减速机输出轴安装结构,包括内齿圈,内齿圈一端连接马达法兰一端,马达法兰另一端连接输入法兰;内齿圈内通过第一轴承和第二轴承转动安装输出轴,输出轴中通过轴承转动安装太阳齿轴,输出轴中连接芯轴一端,芯轴另一端外周套设行星轮,行星轮内外周分别与太阳齿轴外齿段、内齿圈内齿段啮合,第二轴承与输出轴之间设置挡圈,太阳齿轴另一侧外周设置马达夹套。本发明,能完全防止输出轴轴向的退缩,并能承受安装过程中的冲击。

一种行星架输出轴机构及其加工工艺.pdf
本发明公开了一种行星架输出轴机构及其加工工艺,所述行星架输出轴机构包括输出轴和行星架,所述行星架设置于所述输出轴上,所述输出轴和所述行星架一体成型,所述行星架为封闭型框架结构,在所述行星架的两侧开设有装设行星轮的腔室,并在表面设置有用于装设定位销固定行星齿轮的第一通孔,在所述腔室中设置有加强筋;采用本发明所提供的行星架输出轴机构,用定位销将行星齿轮通过所述第一通孔固定于所述行星架上,将大部分行星轮纳置于所述腔室内,使得该行星架输出轴结构紧凑,重量较轻;同时所述输出轴和所述行星架一体成型,提高了稳定性,另外