
一种用于空心涡轮叶片精密铸造的表层致密内部疏松陶瓷型芯制造方法.pdf

是秋****写意

1/8

2/8

3/8

4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于空心涡轮叶片精密铸造的表层致密内部疏松陶瓷型芯制造方法.pdf
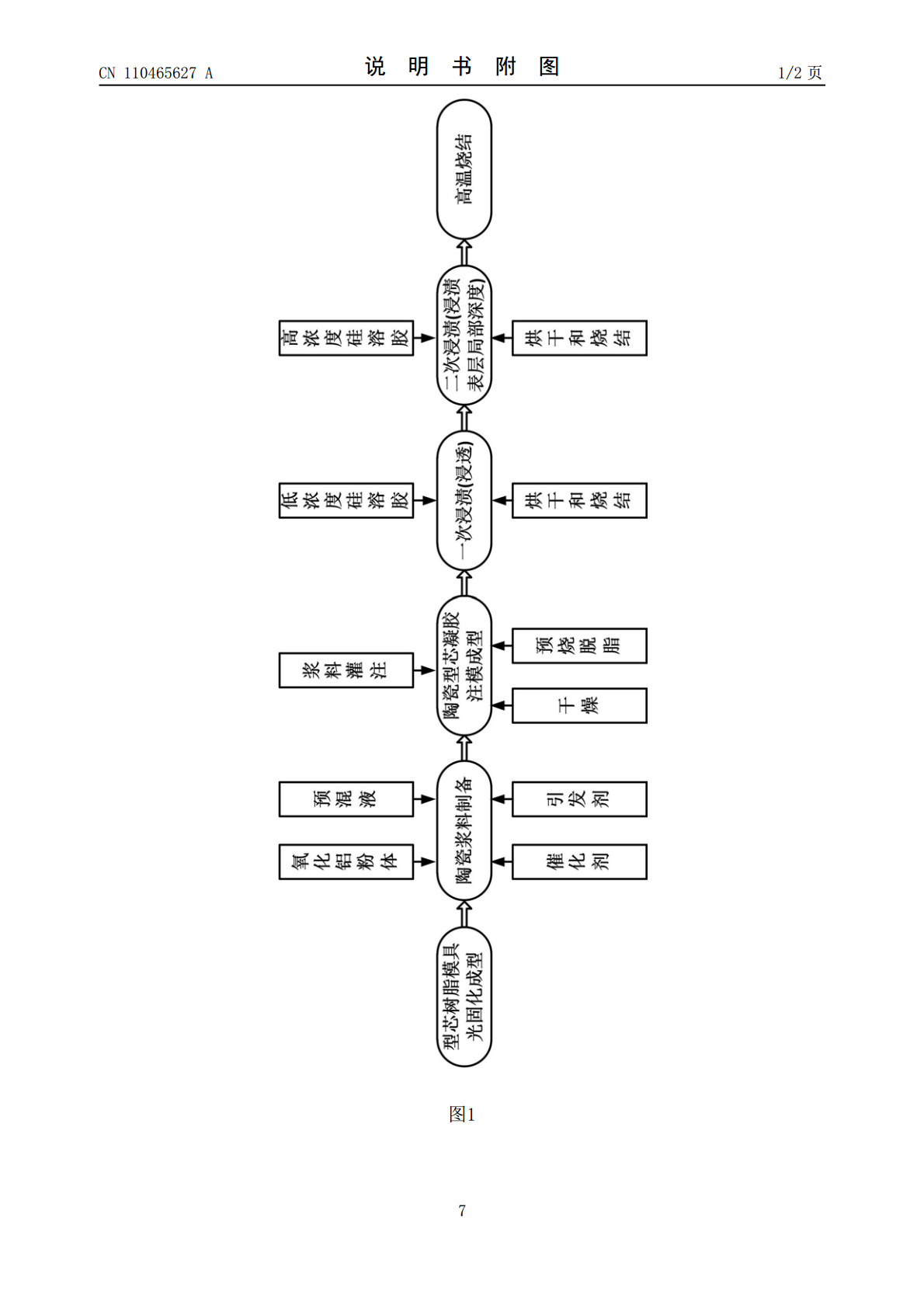
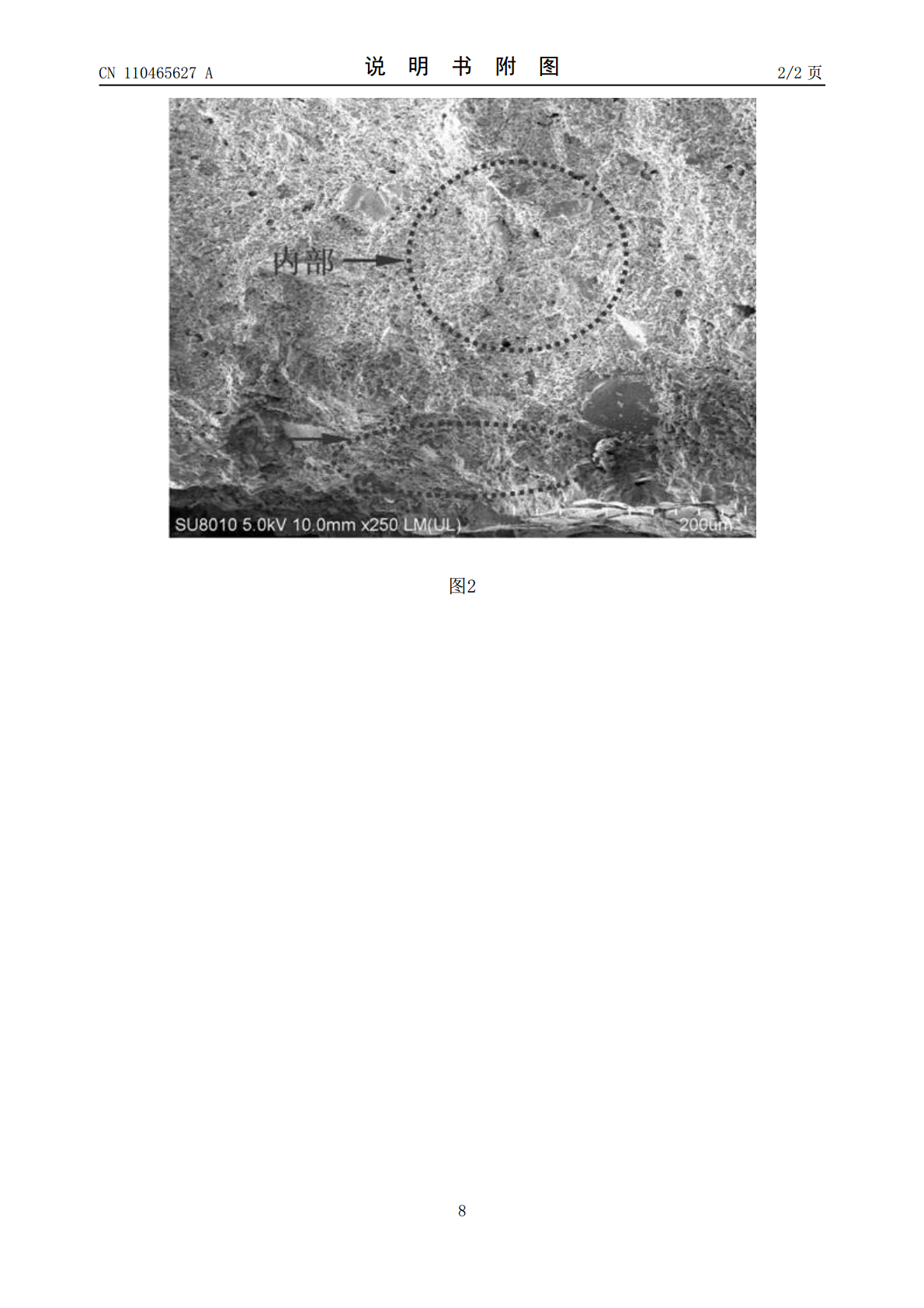
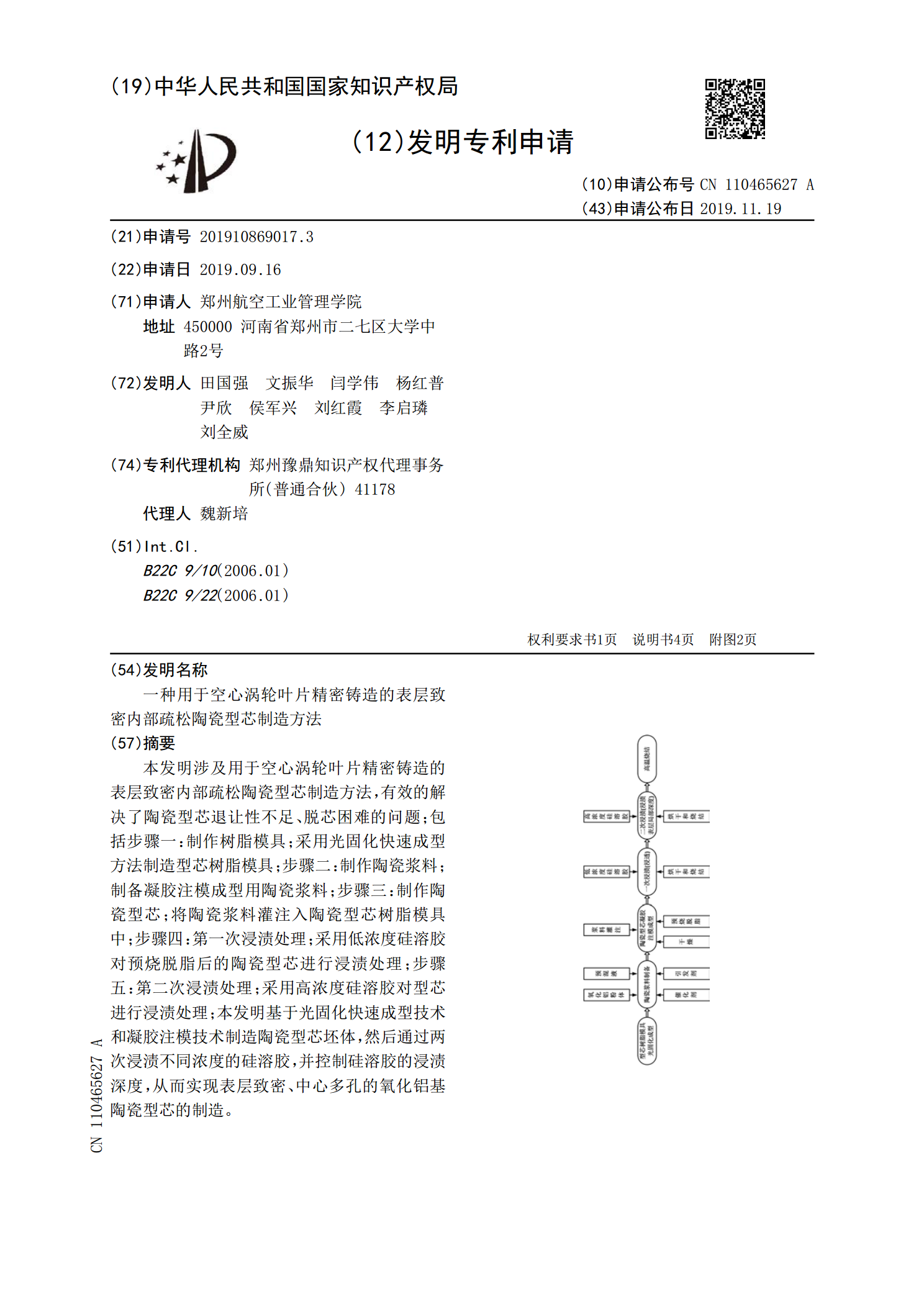
本发明涉及用于空心涡轮叶片精密铸造的表层致密内部疏松陶瓷型芯制造方法,有效的解决了陶瓷型芯退让性不足、脱芯困难的问题;包括步骤一:制作树脂模具;采用光固化快速成型方法制造型芯树脂模具;步骤二:制作陶瓷浆料;制备凝胶注模成型用陶瓷浆料;步骤三:制作陶瓷型芯;将陶瓷浆料灌注入陶瓷型芯树脂模具中;步骤四:第一次浸渍处理;采用低浓度硅溶胶对预烧脱脂后的陶瓷型芯进行浸渍处理;步骤五:第二次浸渍处理;采用高浓度硅溶胶对型芯进行浸渍处理;本发明基于光固化快速成型技术和凝胶注模技术制造陶瓷型芯坯体,然后通过两次浸渍不同浓
一种用于空心涡轮叶片的陶瓷型芯.pdf
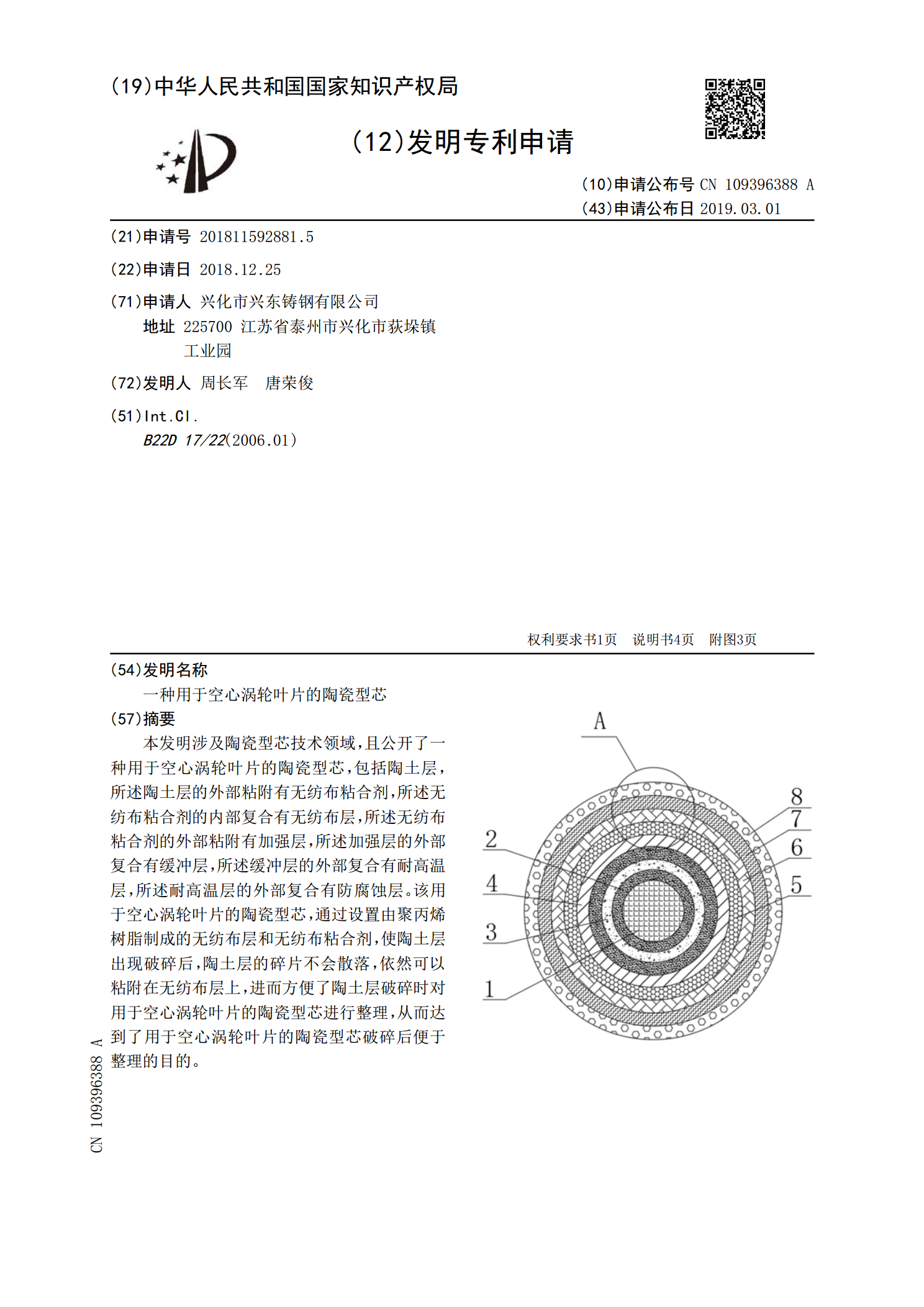
本发明涉及陶瓷型芯技术领域,且公开了一种用于空心涡轮叶片的陶瓷型芯,包括陶土层,所述陶土层的外部粘附有无纺布粘合剂,所述无纺布粘合剂的内部复合有无纺布层,所述无纺布粘合剂的外部粘附有加强层,所述加强层的外部复合有缓冲层,所述缓冲层的外部复合有耐高温层,所述耐高温层的外部复合有防腐蚀层。该用于空心涡轮叶片的陶瓷型芯,通过设置由聚丙烯树脂制成的无纺布层和无纺布粘合剂,使陶土层出现破碎后,陶土层的碎片不会散落,依然可以粘附在无纺布层上,进而方便了陶土层破碎时对用于空心涡轮叶片的陶瓷型芯进行整理,从而达到了用于空
用于铸造涡轮叶片的芯、制造芯的方法及涡轮叶片.pdf
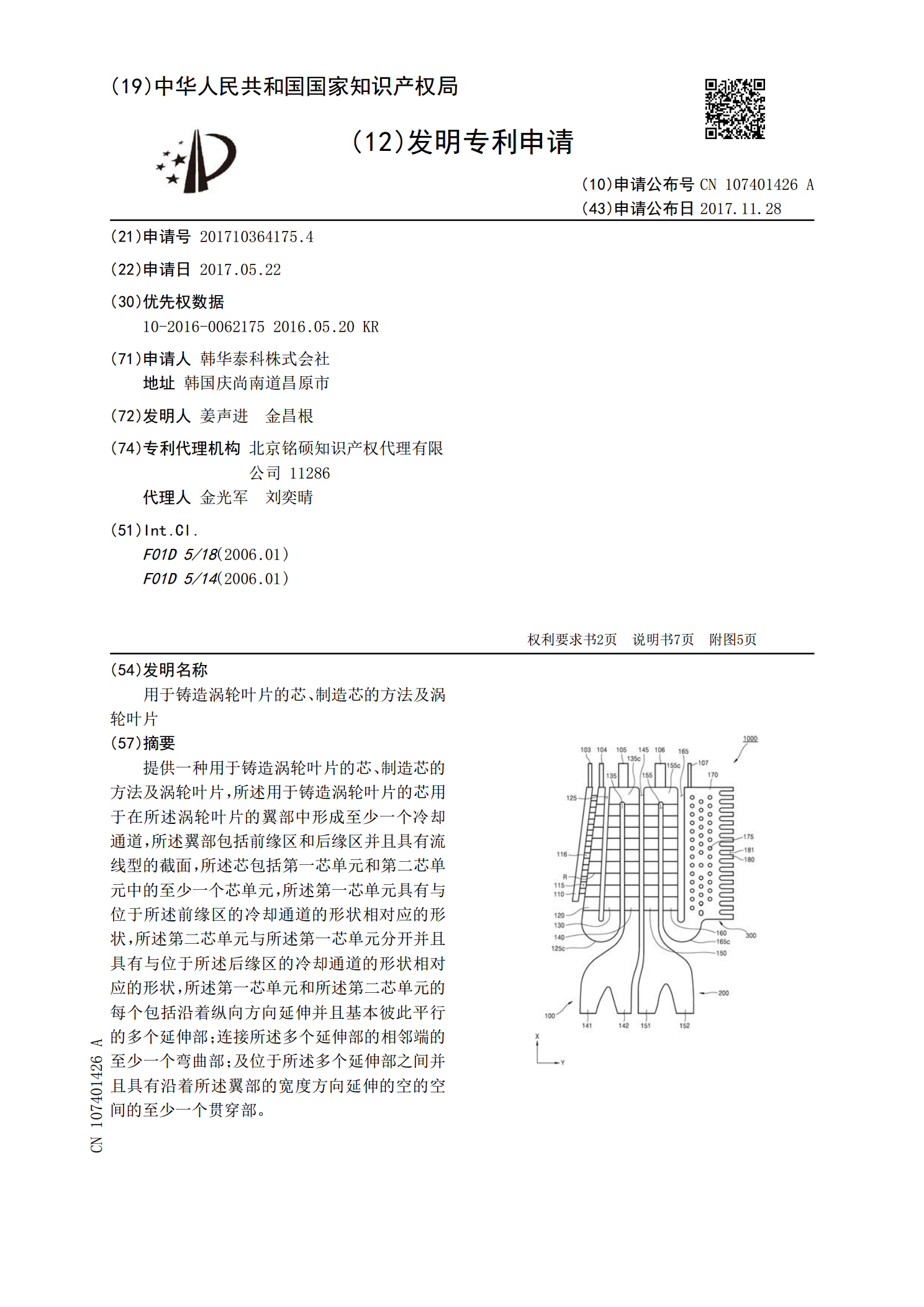
提供一种用于铸造涡轮叶片的芯、制造芯的方法及涡轮叶片,所述用于铸造涡轮叶片的芯用于在所述涡轮叶片的翼部中形成至少一个冷却通道,所述翼部包括前缘区和后缘区并且具有流线型的截面,所述芯包括第一芯单元和第二芯单元中的至少一个芯单元,所述第一芯单元具有与位于所述前缘区的冷却通道的形状相对应的形状,所述第二芯单元与所述第一芯单元分开并且具有与位于所述后缘区的冷却通道的形状相对应的形状,所述第一芯单元和所述第二芯单元的每个包括沿着纵向方向延伸并且基本彼此平行的多个延伸部;连接所述多个延伸部的相邻端的至少一个弯曲部;及
铸造空心叶片的陶瓷型芯用陶瓷浆料的方法.pdf
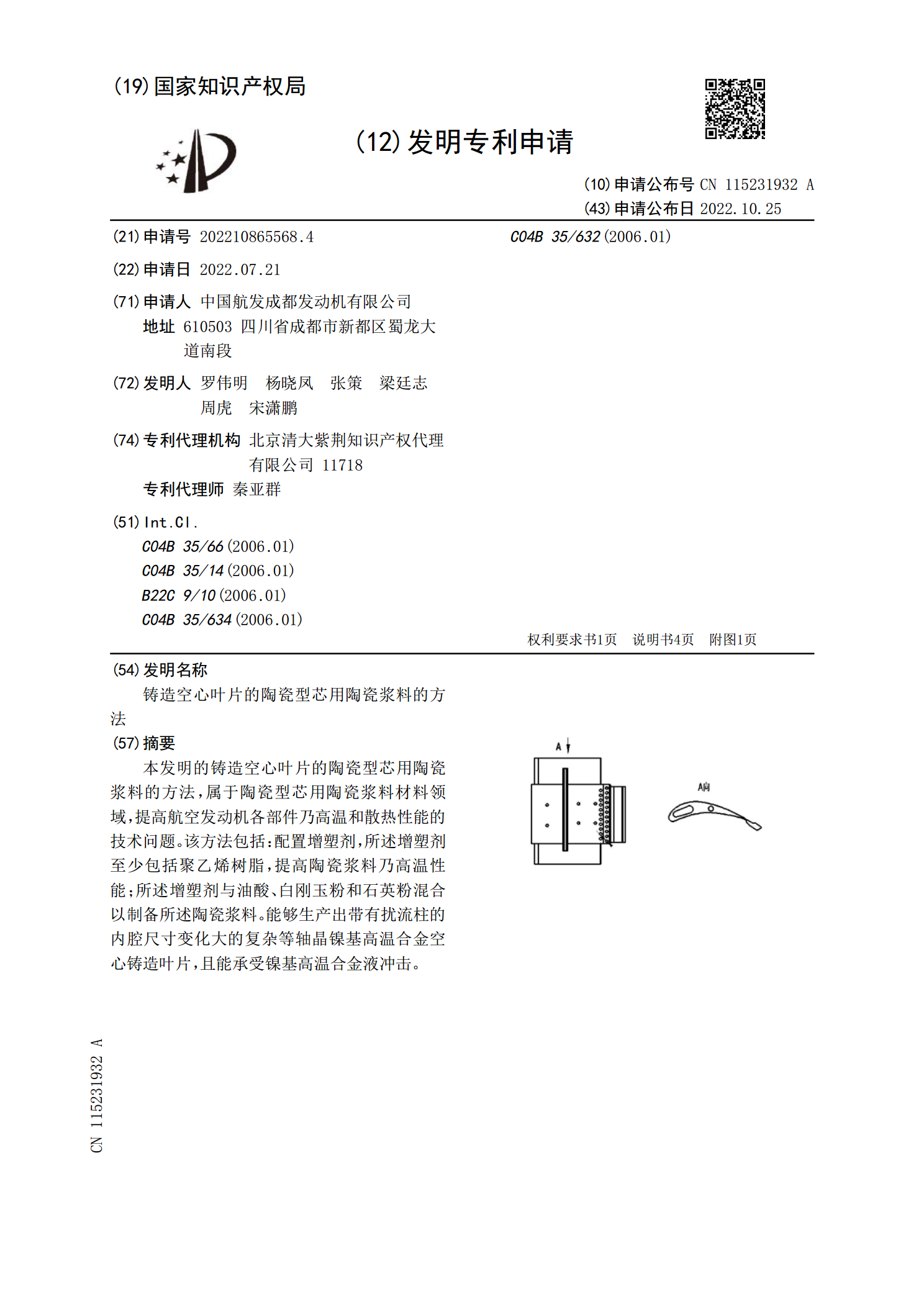
本发明的铸造空心叶片的陶瓷型芯用陶瓷浆料的方法,属于陶瓷型芯用陶瓷浆料材料领域,提高航空发动机各部件乃高温和散热性能的技术问题。该方法包括:配置增塑剂,所述增塑剂至少包括聚乙烯树脂,提高陶瓷浆料乃高温性能;所述增塑剂与油酸、白刚玉粉和石英粉混合以制备所述陶瓷浆料。能够生产出带有扰流柱的内腔尺寸变化大的复杂等轴晶镍基高温合金空心铸造叶片,且能承受镍基高温合金液冲击。

用于制造涡轮机叶片的浸渍陶瓷型芯的方法.pdf
用于机械地增强在通过熔模铸造方法的涡轮发动机部件制造中使用的陶瓷型芯的浸渍方法,该方法涉及在通过在水中溶解聚乙烯醇(PVAl)获得的混合物中浸涂所述芯,随后将所述芯浸没在纯水中并热聚合反应,其特征在于,剂量在每升水100到200克PVAl之间。浸渍时间优选地在20分钟到1小时30分钟之间。