
铸造空心叶片的陶瓷型芯用陶瓷浆料的方法.pdf

听云****君哇

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铸造空心叶片的陶瓷型芯用陶瓷浆料的方法.pdf
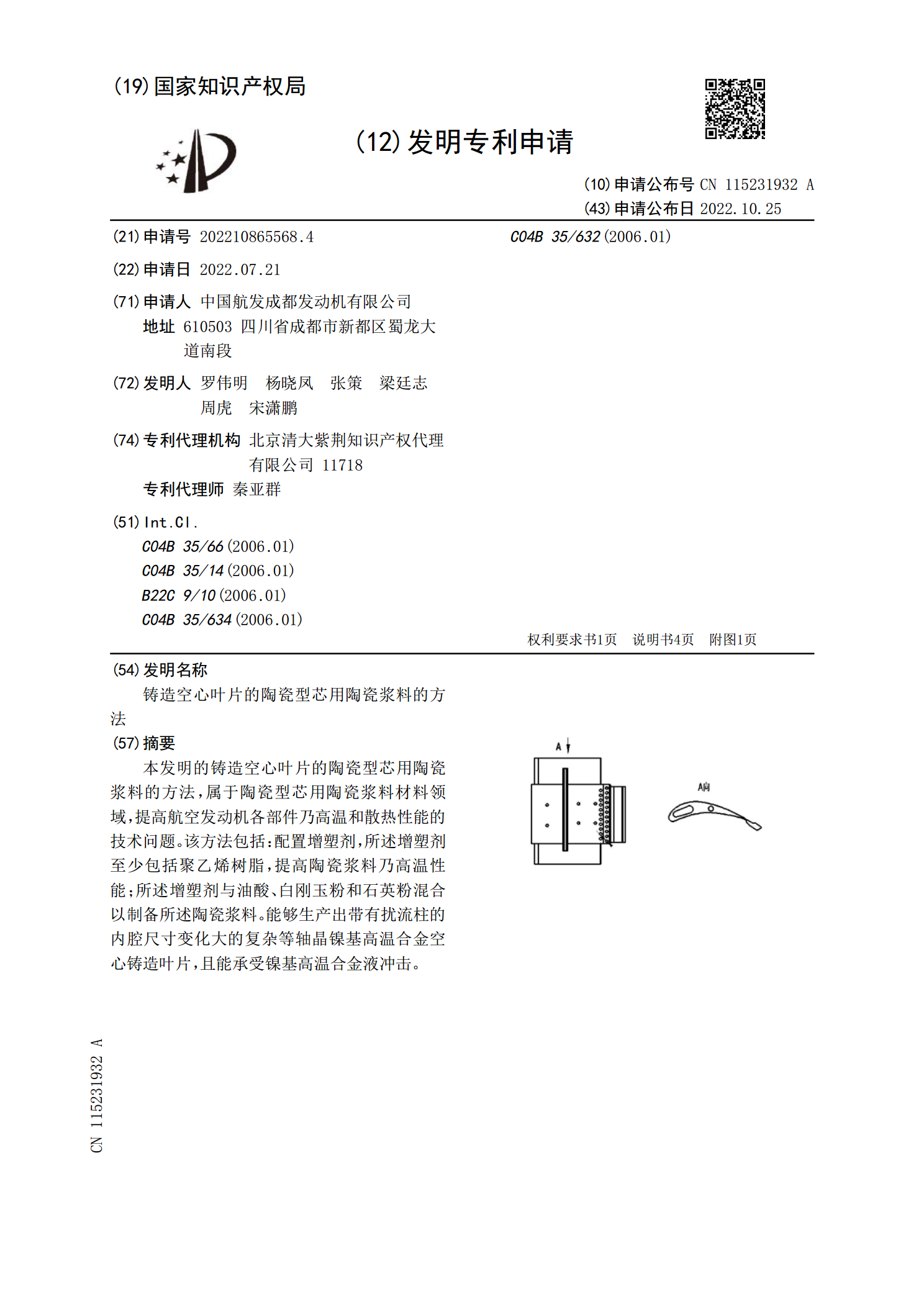
本发明的铸造空心叶片的陶瓷型芯用陶瓷浆料的方法,属于陶瓷型芯用陶瓷浆料材料领域,提高航空发动机各部件乃高温和散热性能的技术问题。该方法包括:配置增塑剂,所述增塑剂至少包括聚乙烯树脂,提高陶瓷浆料乃高温性能;所述增塑剂与油酸、白刚玉粉和石英粉混合以制备所述陶瓷浆料。能够生产出带有扰流柱的内腔尺寸变化大的复杂等轴晶镍基高温合金空心铸造叶片,且能承受镍基高温合金液冲击。
空心叶片陶瓷型芯材料及其制备方法以及用该材料制作空心叶片陶瓷型芯的方法.pdf
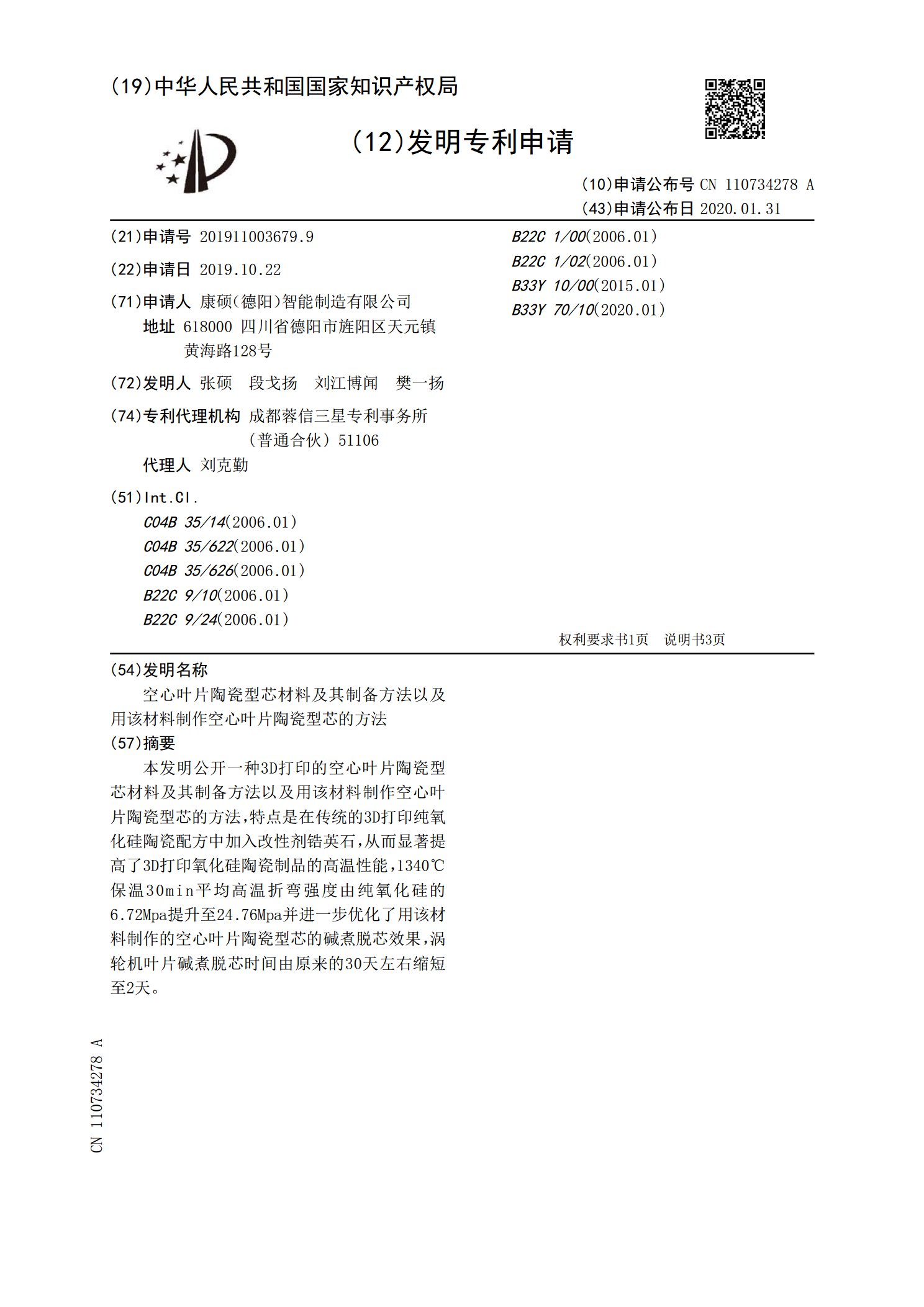
本发明公开一种3D打印的空心叶片陶瓷型芯材料及其制备方法以及用该材料制作空心叶片陶瓷型芯的方法,特点是在传统的3D打印纯氧化硅陶瓷配方中加入改性剂锆英石,从而显著提高了3D打印氧化硅陶瓷制品的高温性能,1340℃保温30min平均高温折弯强度由纯氧化硅的6.72Mpa提升至24.76Mpa并进一步优化了用该材料制作的空心叶片陶瓷型芯的碱煮脱芯效果,涡轮机叶片碱煮脱芯时间由原来的30天左右缩短至2天。

高温合金空心叶片精密铸造用陶瓷型芯与型壳的研究现状.docx
高温合金空心叶片精密铸造用陶瓷型芯与型壳的研究现状随着工业的不断发展,高温合金空心叶片作为重要的零部件被广泛应用于航空、航天、能源等领域。对于空心叶片的精密铸造工艺研究,尤其是陶瓷型芯与型壳的应用,已经成为当前研究的热点之一。本文旨在介绍高温合金空心叶片精密铸造用陶瓷型芯与型壳的研究现状,并展望其未来的发展方向。高温合金空心叶片是一种特殊的复杂结构零件,其优异的高温性能和较低的密度使其成为航空航天等领域的重要组成部分。然而,由于其复杂的形状和高精度要求,传统的铸造工艺无法满足其需求。这就需要发展新的精密铸
一种双层壁空心叶片用空心陶瓷型芯的制备方法.pdf
本发明公开了一种双层壁空心叶片用空心陶瓷型芯的制备方法,属精密铸造陶瓷型芯制备技术领域。该方法包括空心陶瓷型芯用内芯的制备过程,镶嵌内芯的陶瓷型芯的制备过程以及陶瓷型芯的烧结过程。具体工艺过程为:在石蜡中添加碳粉末,配制空心陶瓷型芯用内芯的石蜡基浆料;通过注射成型方法获得石蜡基复合材料内芯部件;在高温碳化炉中对石蜡基复合材料内芯部件进行高温碳化处理,得到具有一定强度和孔隙率的碳化内芯部件;将碳化后的内芯部件镶嵌在制备陶瓷型芯的金属模具中,通过注射成型方法制备出包覆内芯在内的空心陶瓷型芯;然后通过埋粉烧结的

单晶铸造用陶瓷型芯.pdf
单晶铸造用陶瓷型芯,主要解决现有铸造陶瓷型芯的使用温度偏低的技术问题。它由下述原料按重量百分比组成,其中氧化钇60-90%,氧化铝1-20%,石蜡5-20%,蜂蜡0.25-0.5%,聚乙烯0.05-0.25%,油酸0.1-1%,硬脂酸0.1-1%。本发明适合用注射成型工艺连续生产复杂形状的陶瓷型芯,制成的陶瓷型芯的工作温度最高可达1700℃,完全满足了单晶铸造对陶瓷型芯的使用要求,扩大了陶瓷型芯的使用范围。