
电芯成型工艺.pdf

An****99

1/10

2/10
3/10

4/10
5/10

6/10

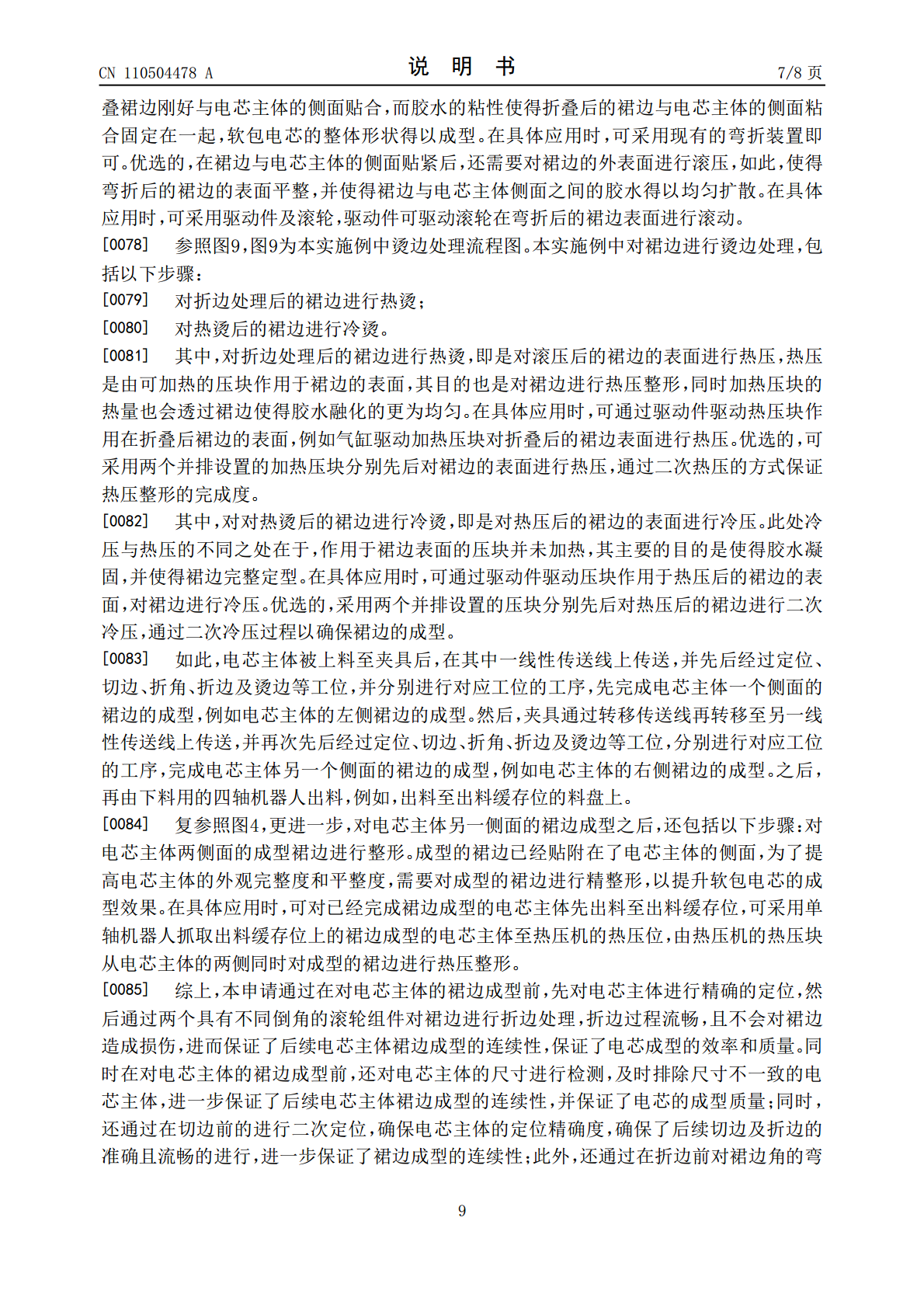
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
电芯成型工艺.pdf
本发明揭示了一种电芯成型工艺,其包括以下步骤,对电芯主体进行上料定位;对电芯主体的裙边进行成型,裙边成型包括对裙边进行折边处理,折边处理是通过两个具有不同倒角的滚轮组件对裙边进行180度的折叠。本申请通过在对电芯主体的裙边成型前,先对电芯主体进行精确的定位,然后通过两个具有不同倒角的滚轮组件对裙边进行折边处理,折边过程流畅,且不会对裙边造成损伤,进而保证了后续电芯主体裙边成型的连续性,保证了电芯成型的效率和质量。
一种电芯成型设备及电芯成型方法.pdf
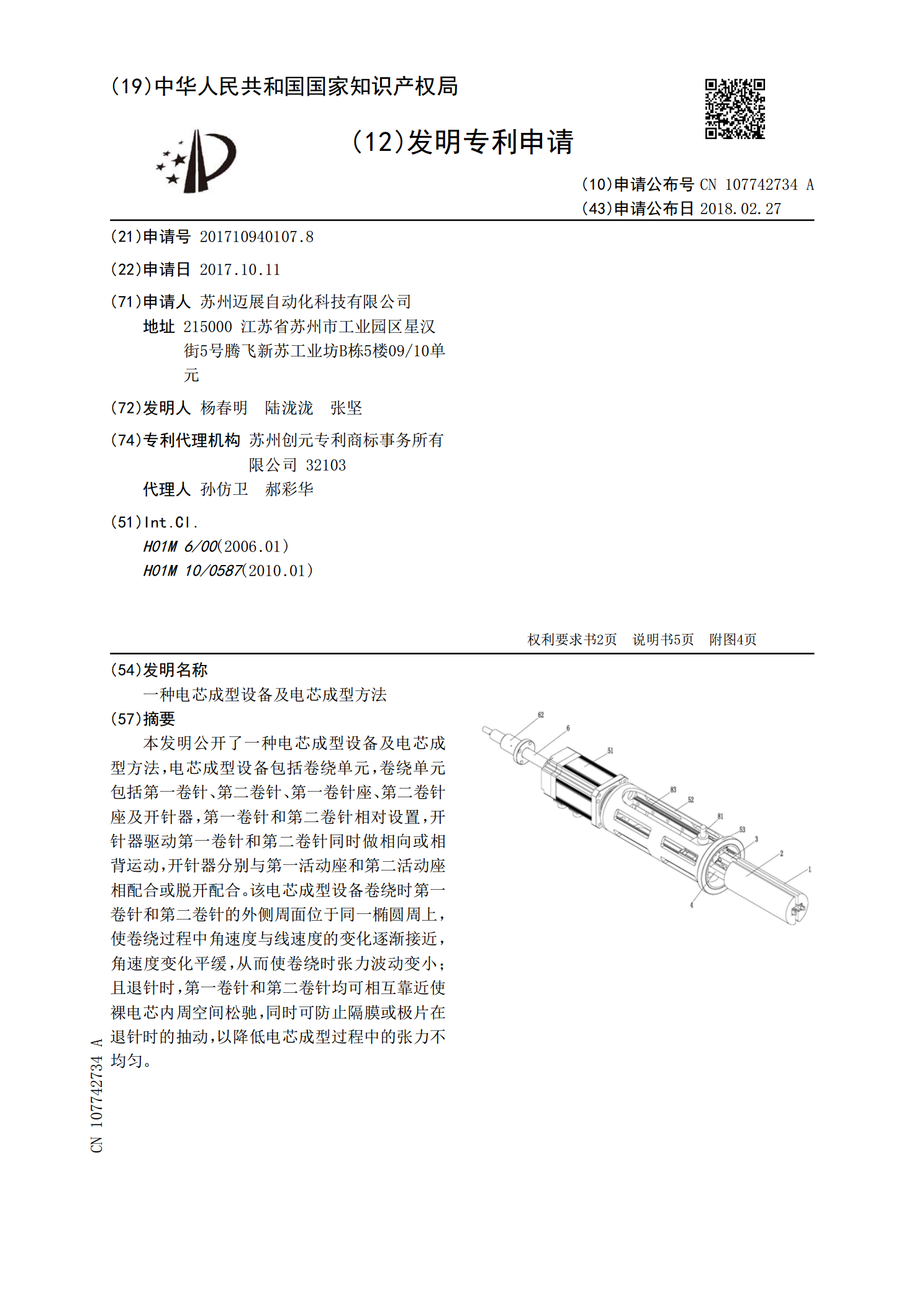
本发明公开了一种电芯成型设备及电芯成型方法,电芯成型设备包括卷绕单元,卷绕单元包括第一卷针、第二卷针、第一卷针座、第二卷针座及开针器,第一卷针和第二卷针相对设置,开针器驱动第一卷针和第二卷针同时做相向或相背运动,开针器分别与第一活动座和第二活动座相配合或脱开配合。该电芯成型设备卷绕时第一卷针和第二卷针的外侧周面位于同一椭圆周上,使卷绕过程中角速度与线速度的变化逐渐接近,角速度变化平缓,从而使卷绕时张力波动变小;且退针时,第一卷针和第二卷针均可相互靠近使裸电芯内周空间松驰,同时可防止隔膜或极片在退针时的抽动

一种电芯下料成型装置及电芯下料成型方法.pdf
本发明公开了一种电芯下料成型装置及电芯下料成型方法,裸电芯卷绕在卷针上,电芯下料成型装置包括下料活动平台,所述电芯下料成型装置还包括用于对所述裸电芯进行定位的锁紧机构,所述锁紧机构包括用于对所述裸电芯的内部的下部进行定位的下定位机构和用于对所述裸电芯的与下部相对设置的上部进行定位的上定位机构,所述上定位机构和所述下定位机构分别活动设置在所述下料活动平台上。该电芯下料成型装置结构简单,在电芯自动下料时能够实现对电芯精确定位控制,可预防电芯向其内部空间产生收缩变形,以达到控制极片以避免产生位移的目的,从而可提
单模芯酒盒成型工艺.pdf
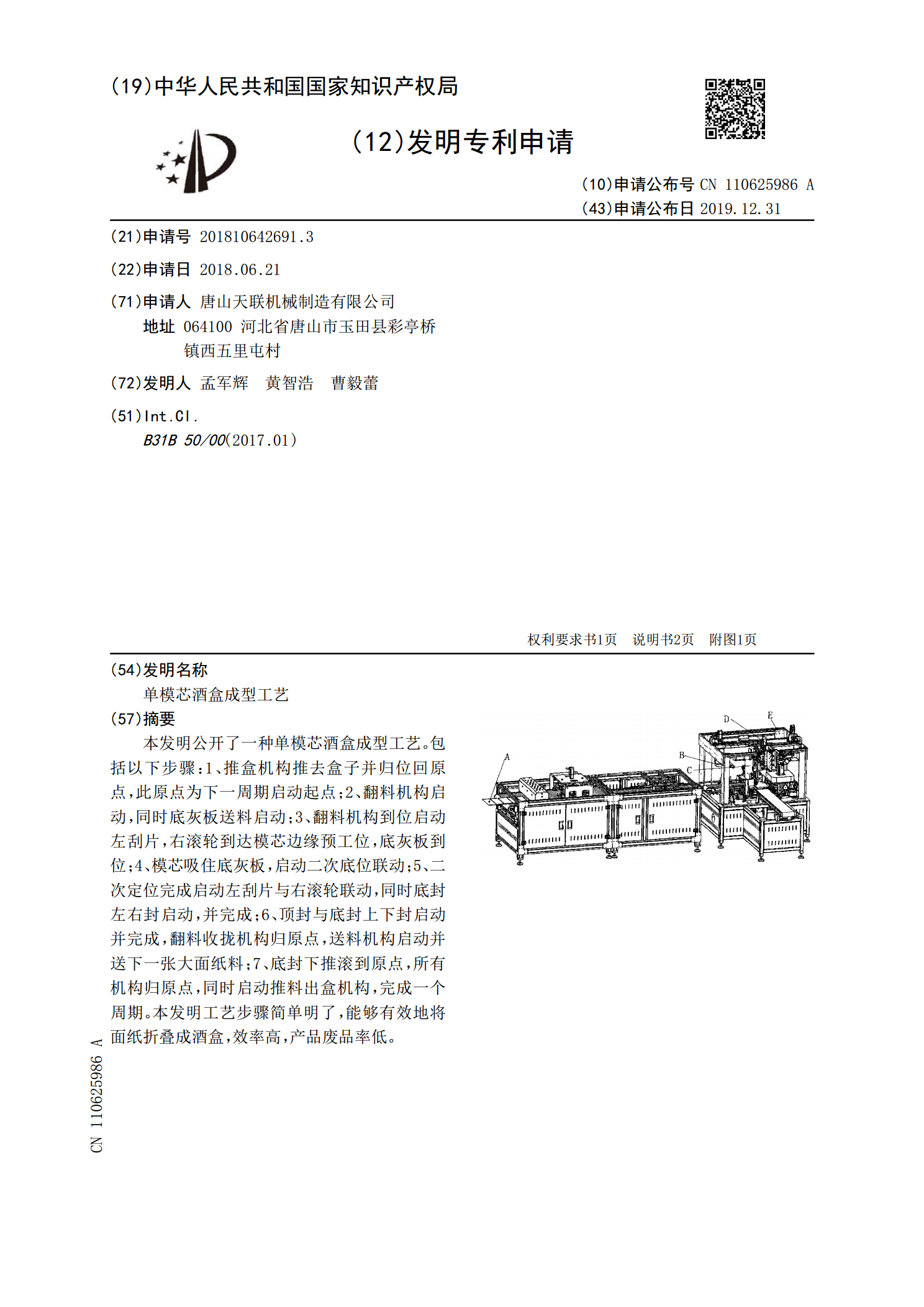
本发明公开了一种单模芯酒盒成型工艺。包括以下步骤:1、推盒机构推去盒子并归位回原点,此原点为下一周期启动起点;2、翻料机构启动,同时底灰板送料启动;3、翻料机构到位启动左刮片,右滚轮到达模芯边缘预工位,底灰板到位;4、模芯吸住底灰板,启动二次底位联动;5、二次定位完成启动左刮片与右滚轮联动,同时底封左右封启动,并完成;6、顶封与底封上下封启动并完成,翻料收拢机构归原点,送料机构启动并送下一张大面纸料;7、底封下推滚到原点,所有机构归原点,同时启动推料出盒机构,完成一个周期。本发明工艺步骤简单明了,能够有效

砂芯铸造低压成型工艺.pdf
一种砂芯铸造低压成型工艺,包括以下工艺过程:1)模具清理,用钢丝轮对模具表面进行打磨清理,使模具表面光滑,铸件脱模容易脱开;2)预热,模具温度一般控制在95‑105℃;3)喷专用涂料,对模具内腔表面用喷枪涂上一层专用的耐热涂料,以起到隔热和保护模具的作用。涂料喷好后还需对模具进行加热烘干,以去除涂料中的水分;4)将预先制作好的砂芯按底座定位装入低压铸造钢模腔内,并清理干净模腔内周边浮砂;5)将低压铸件的浇注温度控制在700‑720℃之间,通过降低铸件在浇注后凝固过程中不同壁厚处的温度差。本发明通过通过小批