
砂芯铸造低压成型工艺.pdf

慧娇****文章

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

砂芯铸造低压成型工艺.pdf
一种砂芯铸造低压成型工艺,包括以下工艺过程:1)模具清理,用钢丝轮对模具表面进行打磨清理,使模具表面光滑,铸件脱模容易脱开;2)预热,模具温度一般控制在95‑105℃;3)喷专用涂料,对模具内腔表面用喷枪涂上一层专用的耐热涂料,以起到隔热和保护模具的作用。涂料喷好后还需对模具进行加热烘干,以去除涂料中的水分;4)将预先制作好的砂芯按底座定位装入低压铸造钢模腔内,并清理干净模腔内周边浮砂;5)将低压铸件的浇注温度控制在700‑720℃之间,通过降低铸件在浇注后凝固过程中不同壁厚处的温度差。本发明通过通过小批

砂芯铸造低压成型工艺.pdf
一种砂芯铸造低压成型工艺,包括以下工艺过程:1)模具清理,用钢丝轮对模具表面进行打磨清理,使模具表面光滑,铸件脱模容易脱开;2)预热,模具温度一般控制在95-105℃;3)喷专用涂料,对模具内腔表面用喷枪涂上一层专用的耐热涂料,以起到隔热和保护模具的作用。涂料喷好后还需对模具进行加热烘干,以去除涂料中的水分;4)将预先制作好的砂芯按底座定位装入低压铸造钢模腔内,并清理干净模腔内周边浮砂;5)将低压铸件的浇注温度控制在700-720℃之间,通过降低铸件在浇注后凝固过程中不同壁厚处的温度差。本发明通过小批量的

砂芯低压铸造成型工艺.pdf
砂芯低压铸造成型工艺,包括以下工艺过程:1)模具清理,用钢丝轮对模具表面进行打磨清理,使模具表面光滑,铸件脱模容易脱开;2)预热,用液化气火焰对模具进行预热升温,模具温度一般控制在95-105℃;3)喷专用涂料,达到温度后,对模具内腔表面用喷枪涂上一层专用的耐热涂料,以起到隔热和保护模具的作用。涂料喷好后还需对模具进行加热烘干,以去除涂料中的水分;4)将预先制作好的砂芯按底座定位装入低压铸造钢模腔内,并清理干净模腔内周边浮砂;5)将低压铸件的浇注温度控制在700-720℃之间,通过降低铸件在浇注后凝固过程

涡轮增压器壳体铸造用砂芯成型工艺.pdf
本发明涉及一种涡轮增压器壳体铸造用砂芯成型工艺。首先我们根据涡轮增压器壳体设计出砂芯的模具,模具里面设计出三个砂芯模型;第一次射砂出的第三砂芯是次品,不可使用;模具开模,把三个砂芯取出,第三砂芯回收再利用,第一砂芯和第二砂芯相互扣合在一起并作为镶块放置在第三砂芯模具的第三型腔上端内,再次把模具合模,进行二次射砂,这时成型后的第三砂芯就是成品。优点是砂芯结合处无批缝缺陷,进而铸件内腔表面不会形成钻芯缺陷(表面无过渡痕迹),可获得较高的铸件质量;生产方式更具操作性,无需人工组装与修补即可获得质量较高的砂芯表面
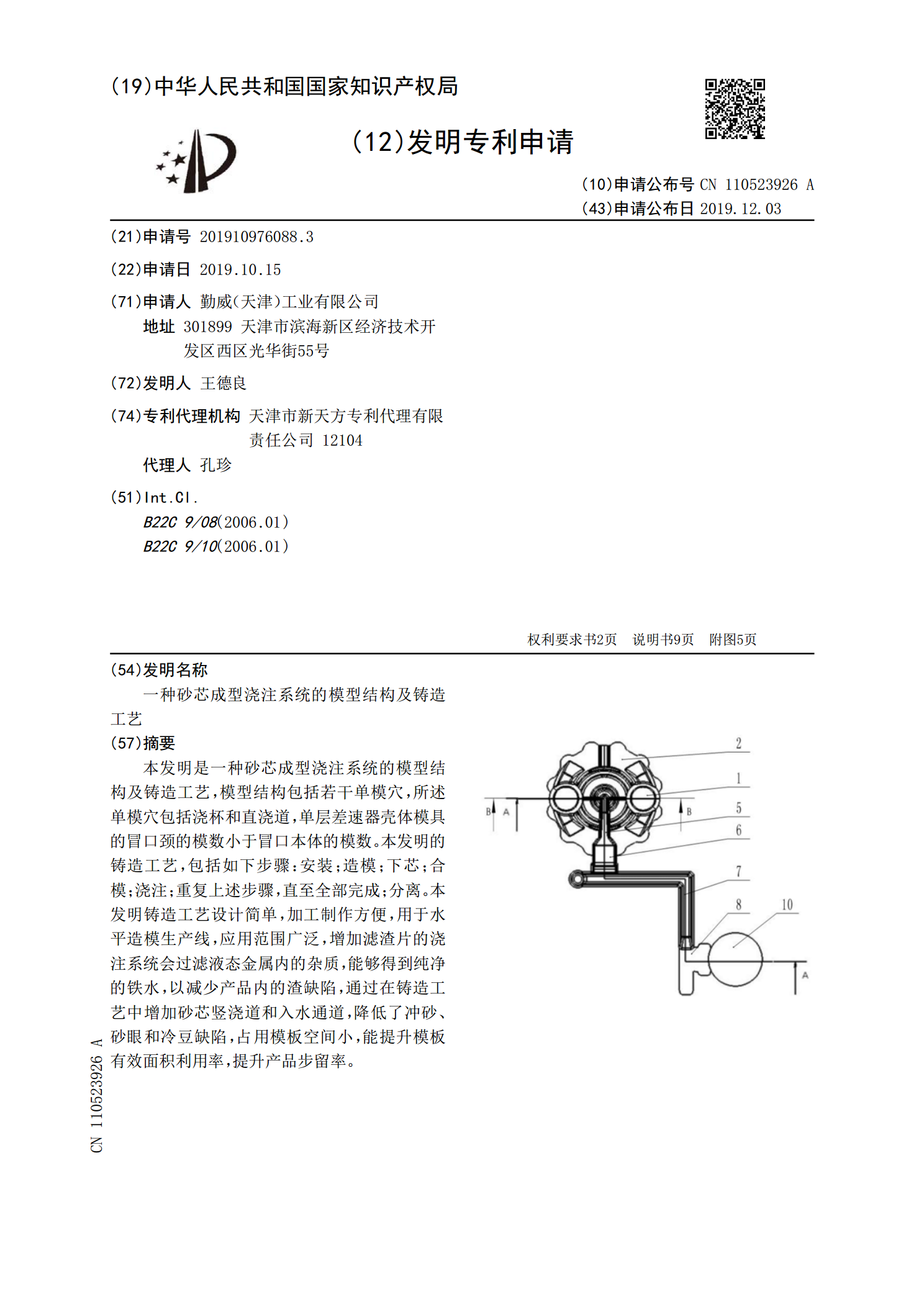
一种砂芯成型浇注系统的模型结构及铸造工艺.pdf
本发明是一种砂芯成型浇注系统的模型结构及铸造工艺,模型结构包括若干单模穴,所述单模穴包括浇杯和直浇道,单层差速器壳体模具的冒口颈的模数小于冒口本体的模数。本发明的铸造工艺,包括如下步骤:安装;造模;下芯;合模;浇注;重复上述步骤,直至全部完成;分离。本发明铸造工艺设计简单,加工制作方便,用于水平造模生产线,应用范围广泛,增加滤渣片的浇注系统会过滤液态金属内的杂质,能够得到纯净的铁水,以减少产品内的渣缺陷,通过在铸造工艺中增加砂芯竖浇道和入水通道,降低了冲砂、砂眼和冷豆缺陷,占用模板空间小,能提升模板有效面