
单模芯酒盒成型工艺.pdf

秀华****魔王

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
单模芯酒盒成型工艺.pdf
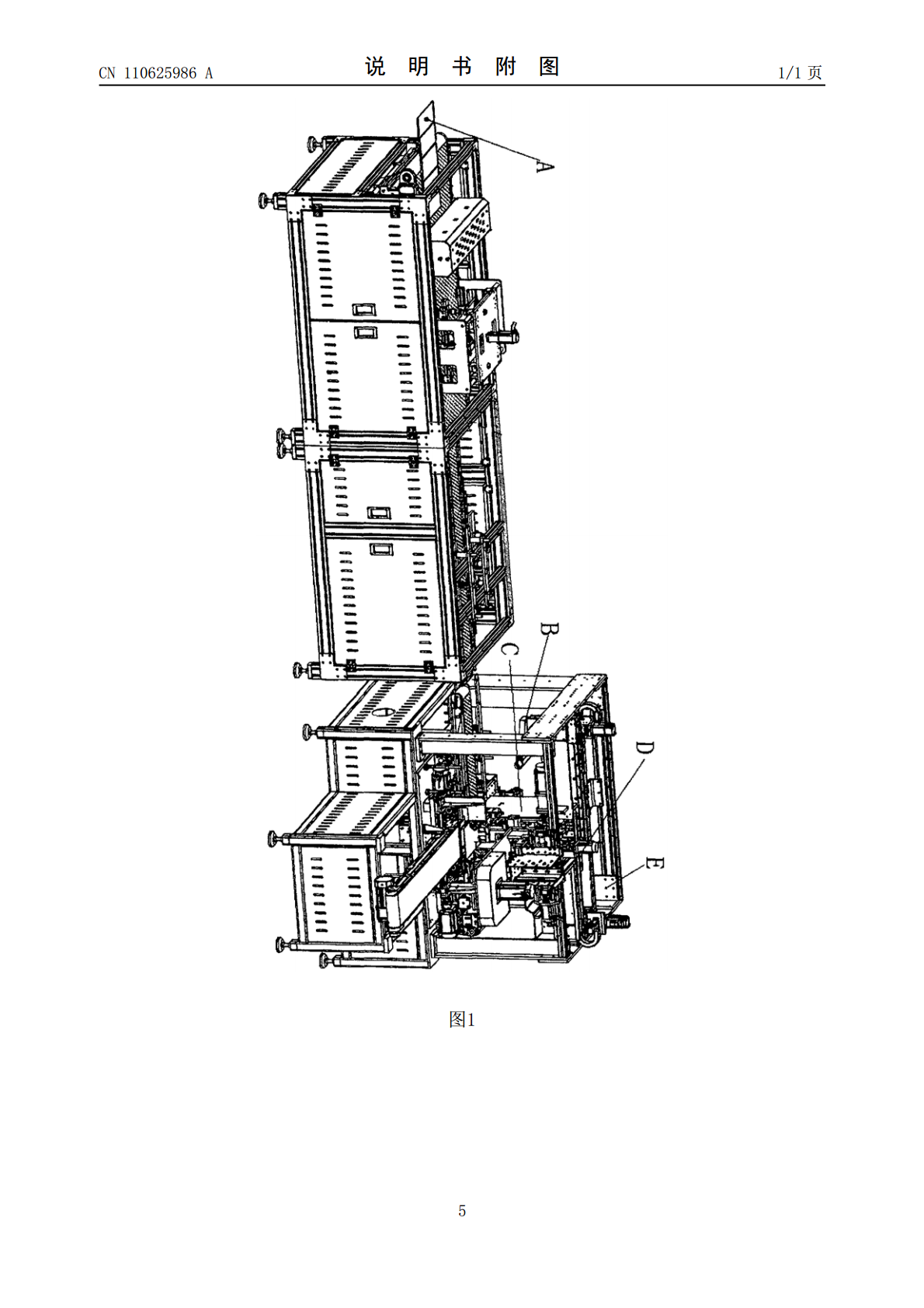
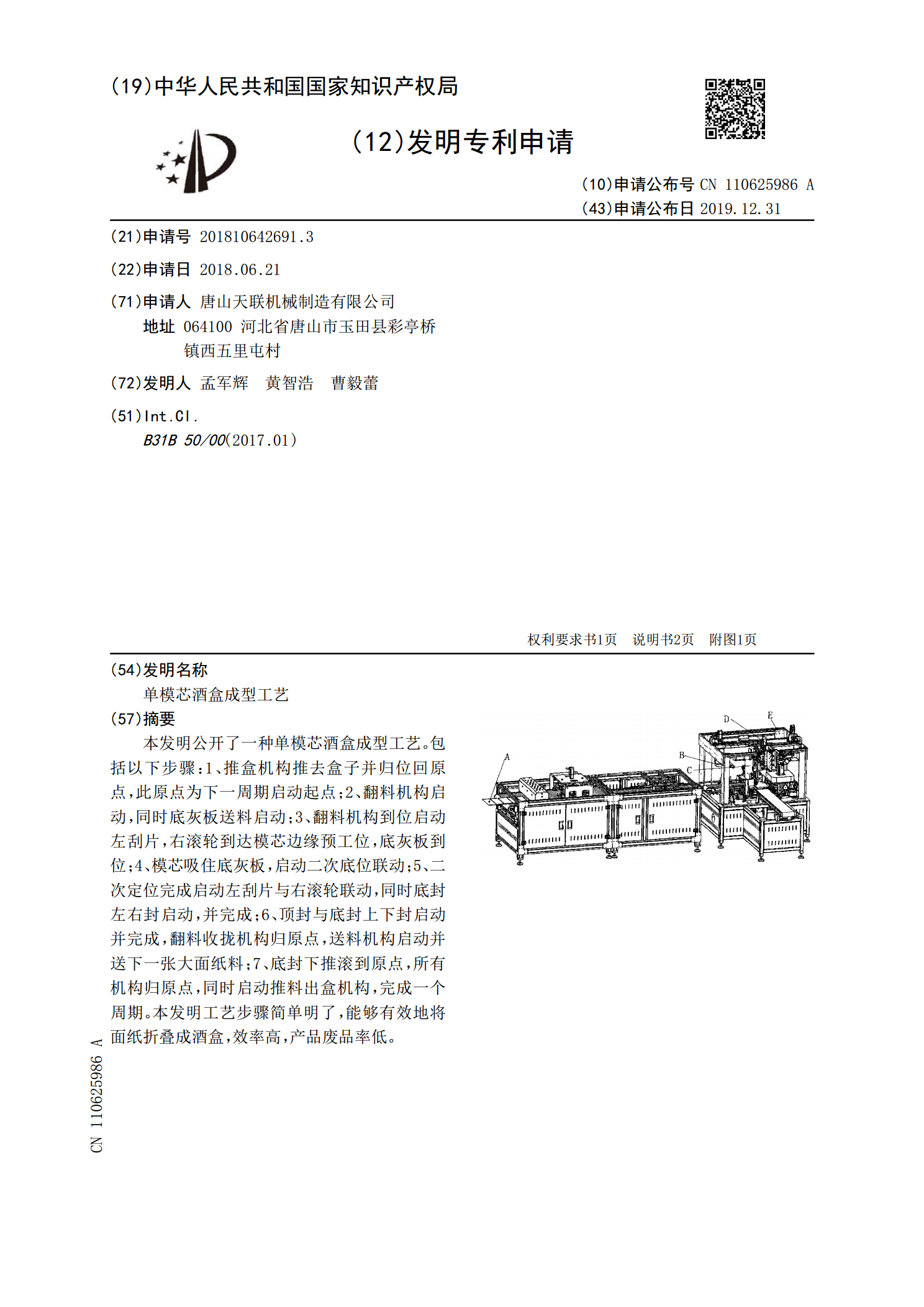
本发明公开了一种单模芯酒盒成型工艺。包括以下步骤:1、推盒机构推去盒子并归位回原点,此原点为下一周期启动起点;2、翻料机构启动,同时底灰板送料启动;3、翻料机构到位启动左刮片,右滚轮到达模芯边缘预工位,底灰板到位;4、模芯吸住底灰板,启动二次底位联动;5、二次定位完成启动左刮片与右滚轮联动,同时底封左右封启动,并完成;6、顶封与底封上下封启动并完成,翻料收拢机构归原点,送料机构启动并送下一张大面纸料;7、底封下推滚到原点,所有机构归原点,同时启动推料出盒机构,完成一个周期。本发明工艺步骤简单明了,能够有效
电芯成型工艺.pdf
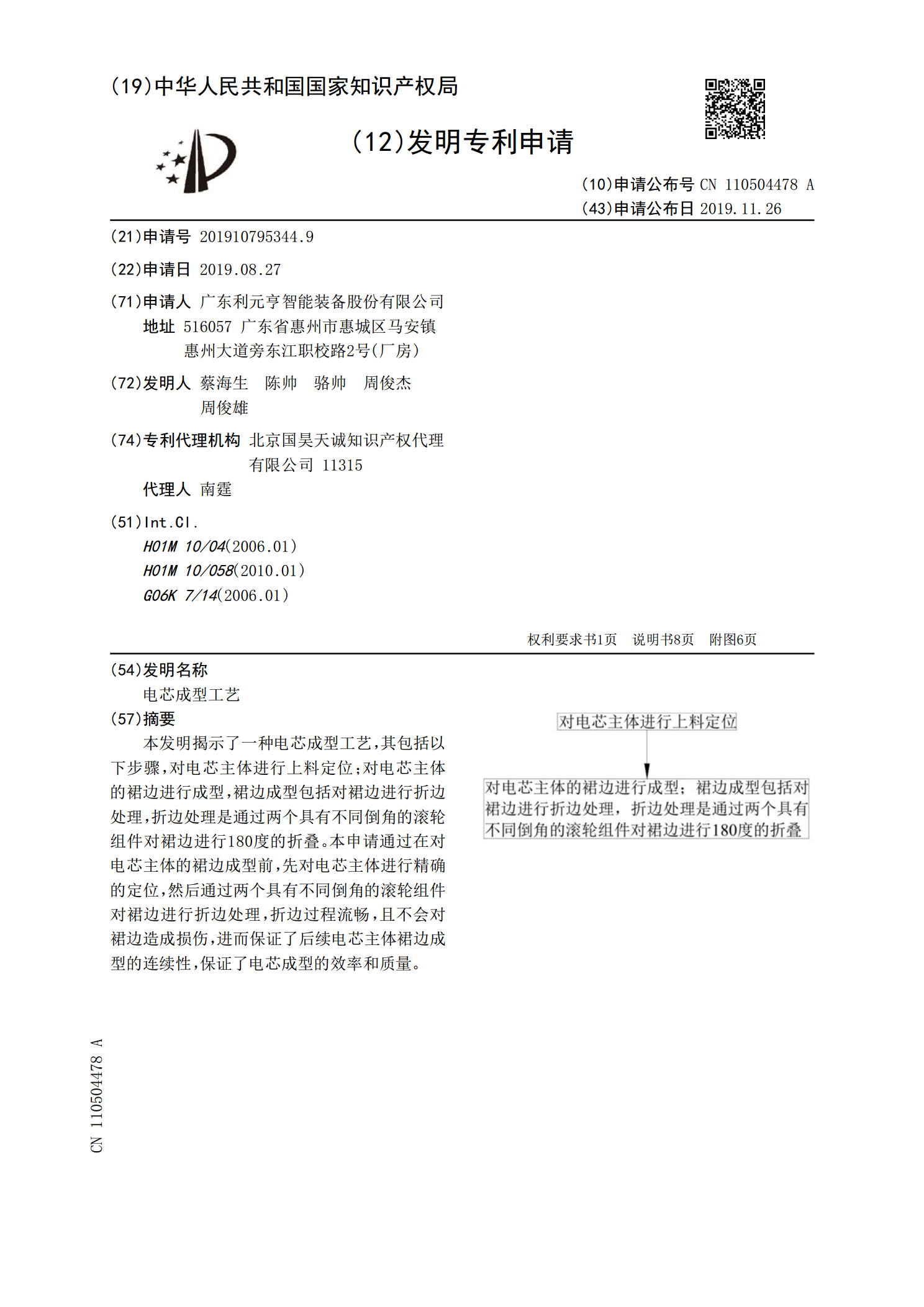
本发明揭示了一种电芯成型工艺,其包括以下步骤,对电芯主体进行上料定位;对电芯主体的裙边进行成型,裙边成型包括对裙边进行折边处理,折边处理是通过两个具有不同倒角的滚轮组件对裙边进行180度的折叠。本申请通过在对电芯主体的裙边成型前,先对电芯主体进行精确的定位,然后通过两个具有不同倒角的滚轮组件对裙边进行折边处理,折边过程流畅,且不会对裙边造成损伤,进而保证了后续电芯主体裙边成型的连续性,保证了电芯成型的效率和质量。
酒盒压泡伸缩模芯.pdf
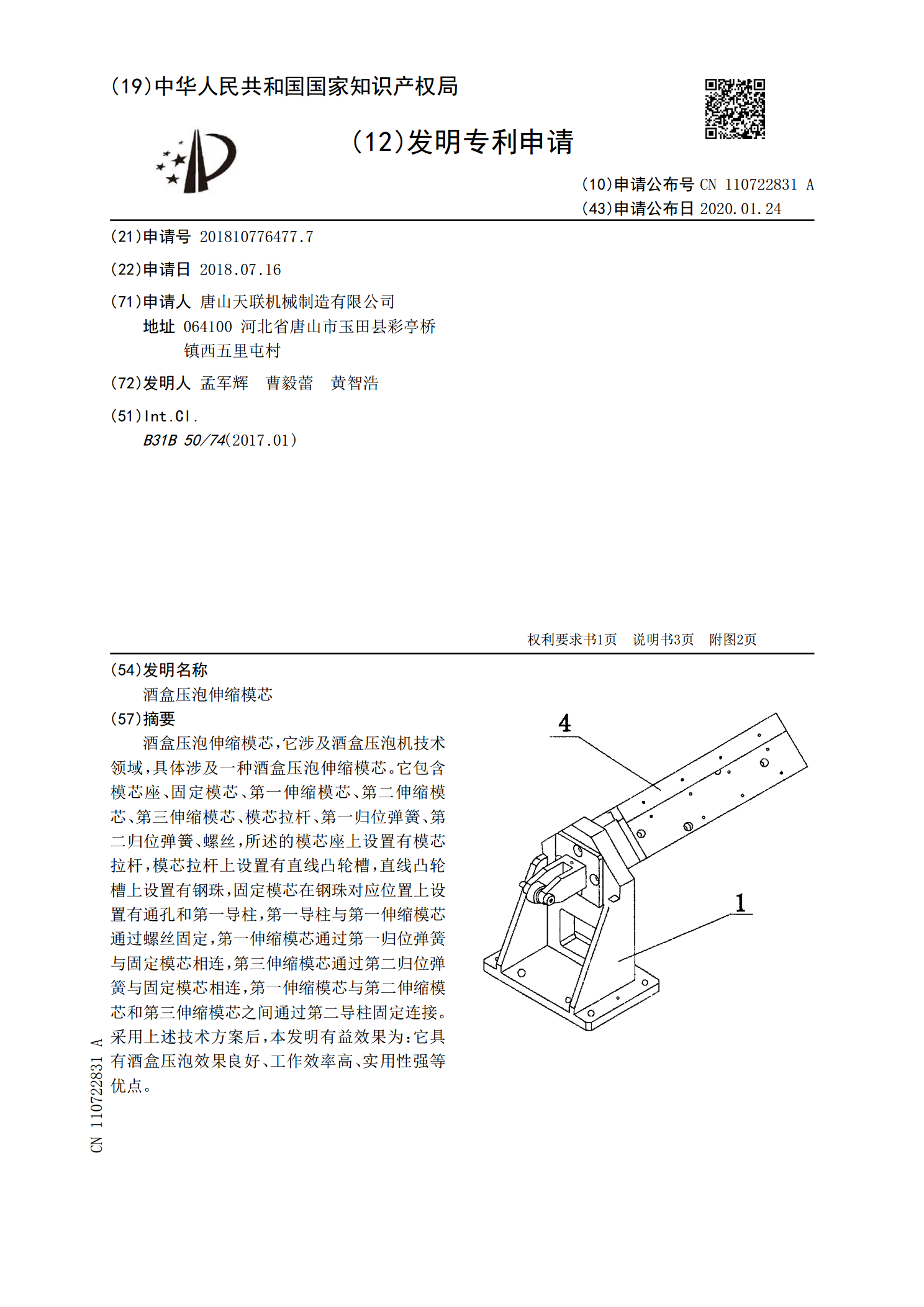
酒盒压泡伸缩模芯,它涉及酒盒压泡机技术领域,具体涉及一种酒盒压泡伸缩模芯。它包含模芯座、固定模芯、第一伸缩模芯、第二伸缩模芯、第三伸缩模芯、模芯拉杆、第一归位弹簧、第二归位弹簧、螺丝,所述的模芯座上设置有模芯拉杆,模芯拉杆上设置有直线凸轮槽,直线凸轮槽上设置有钢珠,固定模芯在钢珠对应位置上设置有通孔和第一导柱,第一导柱与第一伸缩模芯通过螺丝固定,第一伸缩模芯通过第一归位弹簧与固定模芯相连,第三伸缩模芯通过第二归位弹簧与固定模芯相连,第一伸缩模芯与第二伸缩模芯和第三伸缩模芯之间通过第二导柱固定连接。采用上述

芯盒模具制造工艺.docx
芯盒模具制造工艺芯盒模具在工业领域扮演着至关重要的角色,它是制造高精度产品的关键组成部分。芯盒模具的制造工艺直接影响着产品的质量、成本和生产效率。本文将从芯盒模具的定义和分类、制造工艺的步骤和技术要点、以及未来发展方向等几个方面,对芯盒模具制造工艺进行探讨。首先,我们来了解什么是芯盒模具。芯盒模具是一种用于铸造、冲压等工艺的模具,在产品形状复杂或有内部空腔结构时,需要用芯盒模具来做内部空腔的形成。芯盒模具通常由芯盒、芯块和导向装置等组成,其中芯盒起到定位和刚性支撑的作用,芯块用来制作产品的内部空腔形状,导

芯盒造型串芯立铸工艺的应用.docx
芯盒造型串芯立铸工艺的应用标题:芯盒造型串芯立铸工艺的应用摘要:芯盒造型串芯立铸工艺是一种常用于铸造行业的生产技术,它通过模具和芯盒的结合,实现了复杂零件的高效铸造。本论文将介绍芯盒造型串芯立铸工艺的原理与特点,分析其在现实生产中的应用,以及面临的挑战和发展趋势。同时,论文还将重点讨论芯盒造型串芯立铸工艺在节约能源、提高产品质量和降低生产成本方面的优势,为铸造行业的发展提供一定的参考。第一部分:介绍1.1背景1.2目的和意义第二部分:原理与特点2.1芯盒造型技术概述2.2串芯立铸工艺原理2.3特点及优势第