
一种工程机械轮体用钢及其制备方法.pdf

一吃****海逸


1/10

2/10

3/10
4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种工程机械轮体用钢及其制备方法.pdf
本发明公开一种工程机械轮体用钢,所述轮体用钢化学成分按质量百分比如下:C:0.39~0.43%,Si:0.17~0.37%,Mn:1.55~1.65%,Cr:0.09~0.16%,Ti:0.01~0.04%,Ni≤0.20%,Cu≤0.15%,S≤0.025%,P≤0.025%,Al:0.015~0.04%,B≤0.0005%,[O]≤15×10
一种工程机械履带底盘轮体用钢及其生产方法.pdf
本发明公开了一种工程机械履带底盘轮体用钢及其生产方法,其化学成分wt%包括:C:0.39‑0.42%,Si:0.22‑0.32%,Mn:1.65‑1.95%,Cr:0.20‑0.35%,Ti:0.016‑0.025%,S≤0.005%,P≤0.015%,[O]≤0.0015%,[H]≤0.00015%,其余为Fe。从上述组分可知,本发明的一种工程机械履带底盘轮体用钢及其生产方法,本发明通过调整提高Mn,添加Cr,材料淬透性得到明显提高,使材料热处理工艺性得到提高;相同热处理工艺下(正火温度870℃,端淬温

一种石油阀体用钢及其制备方法.pdf
本发明公开了一种石油阀体用钢及其制备方法,包括C、Si、Mn、P、S、Cr、Mo、Ni、Nb:0.01~0.02%、V:0.01~0.02%、Al、Cu、Ti、As、Sn、Sb、Pb、Bi、H、O、N、Fe和不可避免的杂质;制备方法包括步骤:电炉冶炼、LF精炼、VD真空处理、连铸和轧制。本发明通过添加V、Nb微合金化元素,促进析出强化和细晶强化,使材料的强度和韧性得到提高,尤其是低温冲击韧性,制备过程控制冶炼、连铸和轧制工艺参数,使钢材具有纯净度高、组织致密和良好机械性能,满足深海石油开采的需求。
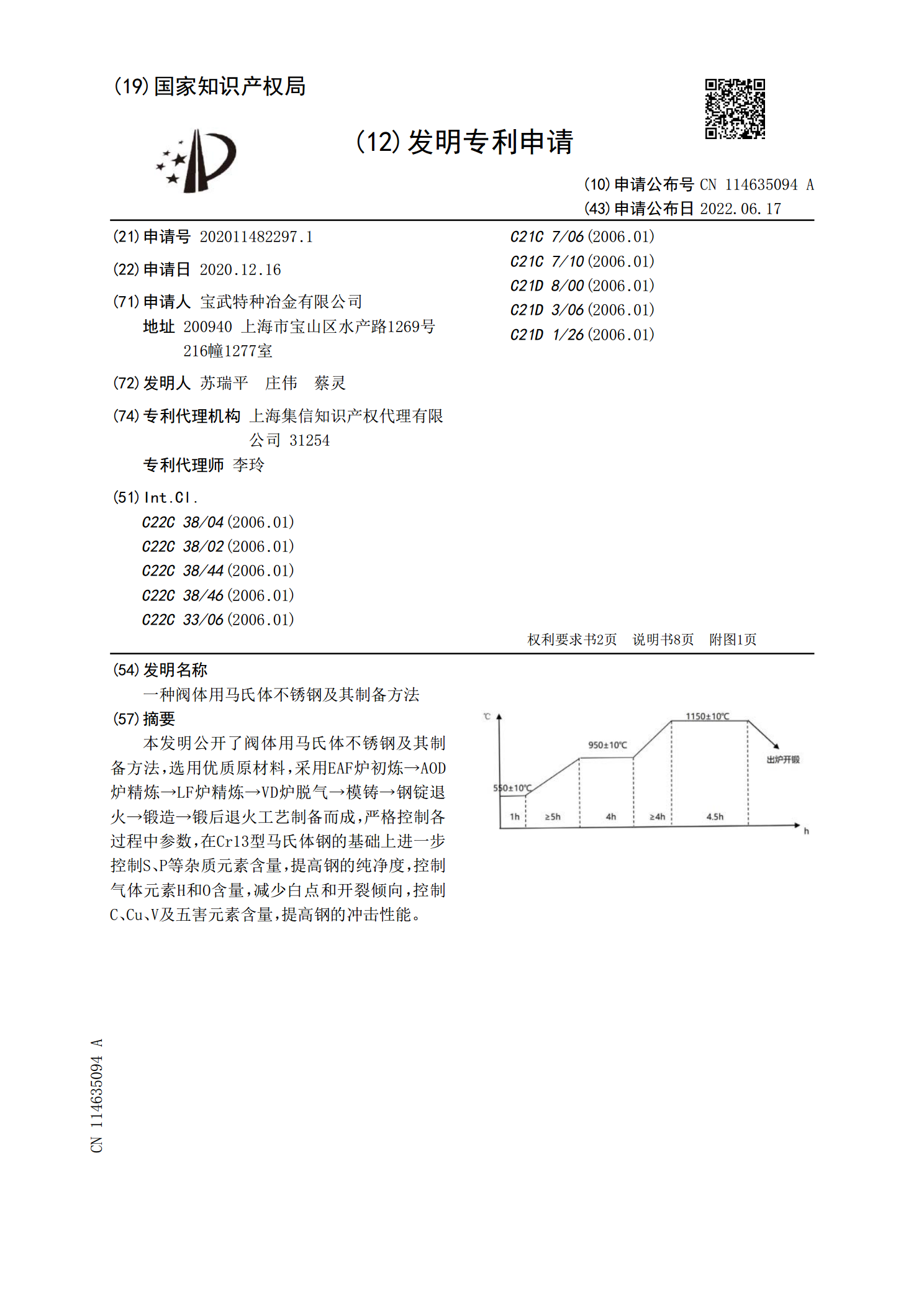
一种阀体用马氏体不锈钢及其制备方法.pdf
本发明公开了阀体用马氏体不锈钢及其制备方法,选用优质原材料,采用EAF炉初炼→AOD炉精炼→LF炉精炼→VD炉脱气→模铸→钢锭退火→锻造→锻后退火工艺制备而成,严格控制各过程中参数,在Cr13型马氏体钢的基础上进一步控制S、P等杂质元素含量,提高钢的纯净度,控制气体元素H和O含量,减少白点和开裂倾向,控制C、Cu、V及五害元素含量,提高钢的冲击性能。
一种船体用钢材及其制备方法.pdf
本发明公开了一种船体用钢材及其制备方法,涉及钢材加工领域,所述钢材包括以下按重量百分比计的成分:C:0.38~0.64%、Mn:0.21~0.37%、Ni:0.20~0.30%、Cr:0.23~0.41%、Si:0.28~0.40%、Al:0.12~0.24%、Mo:0.08~0.16%、Ti:0.03~0.07%、Te:0.01~0.03%、Nb:0.004~0.008%,余量为Fe及不可避免的杂质。其制备方法是将工业原料置于电炉中冶炼,控制电炉中母液成分,再将出炉的母液转移至氩氧精炼炉内进行吹氧脱碳、