
一种工程机械履带底盘轮体用钢及其生产方法.pdf

增梅****主啊

1/10

2/10

3/10
4/10

5/10

6/10

7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种工程机械履带底盘轮体用钢及其生产方法.pdf
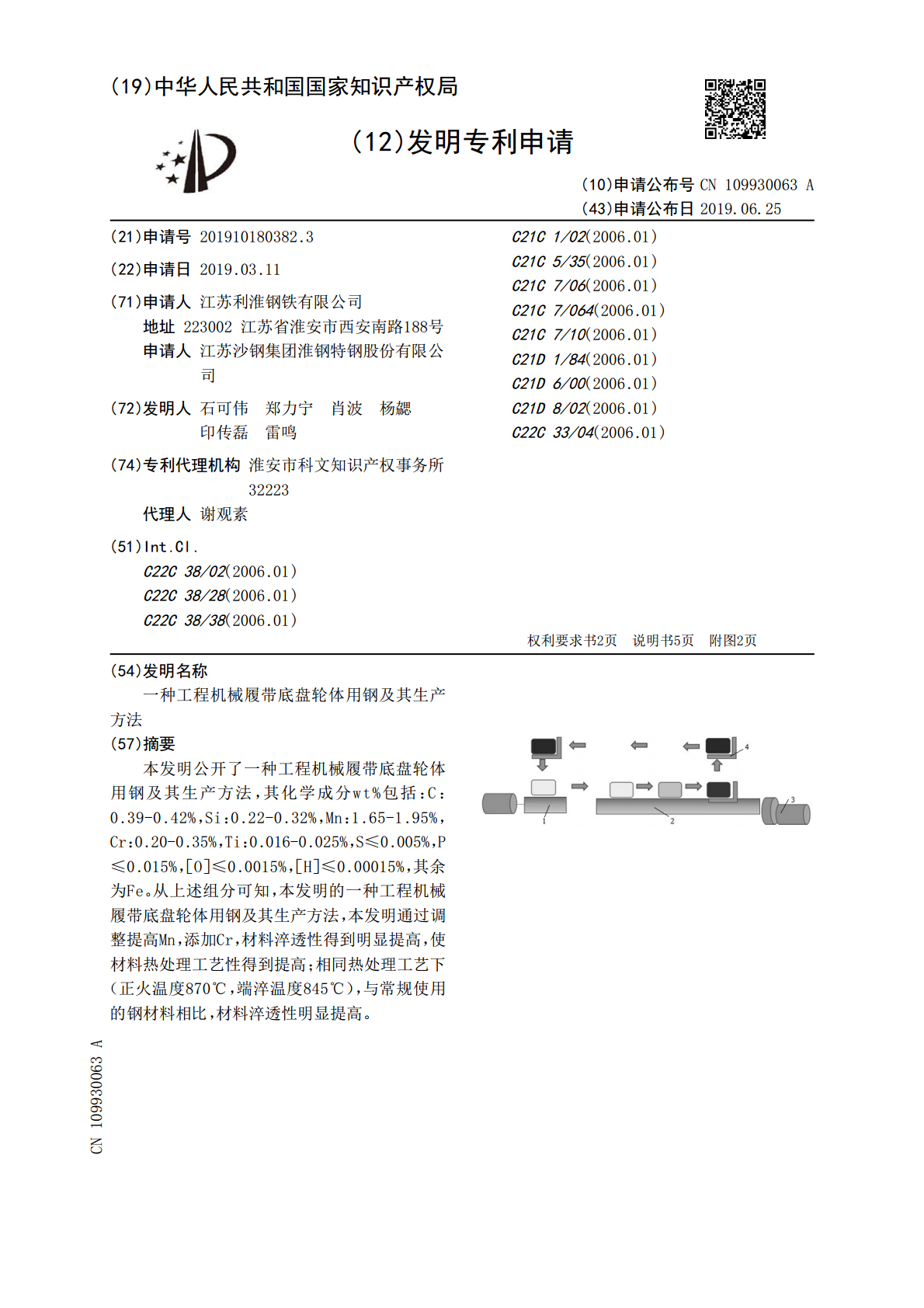
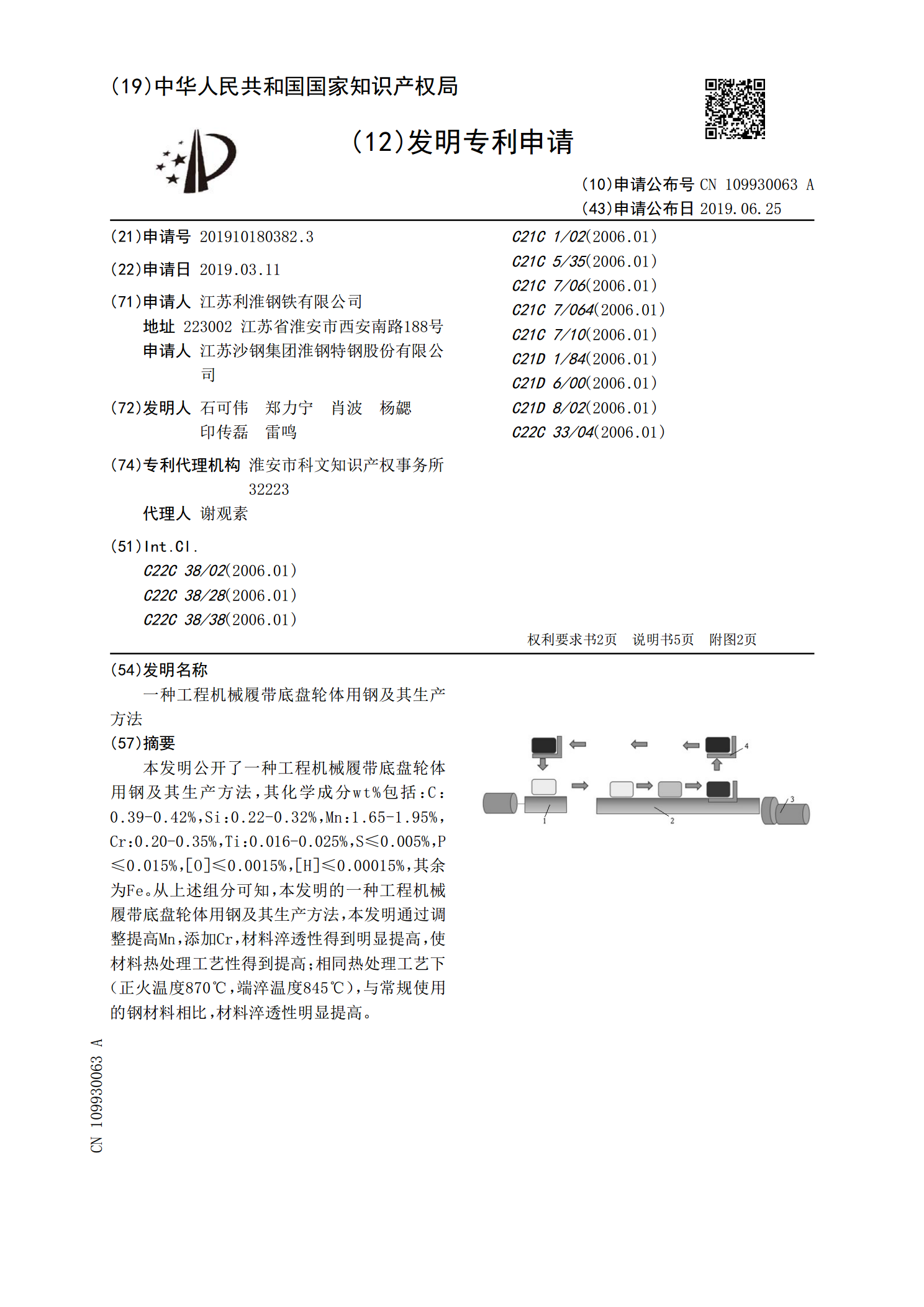
本发明公开了一种工程机械履带底盘轮体用钢及其生产方法,其化学成分wt%包括:C:0.39‑0.42%,Si:0.22‑0.32%,Mn:1.65‑1.95%,Cr:0.20‑0.35%,Ti:0.016‑0.025%,S≤0.005%,P≤0.015%,[O]≤0.0015%,[H]≤0.00015%,其余为Fe。从上述组分可知,本发明的一种工程机械履带底盘轮体用钢及其生产方法,本发明通过调整提高Mn,添加Cr,材料淬透性得到明显提高,使材料热处理工艺性得到提高;相同热处理工艺下(正火温度870℃,端淬温

一种工程机械轮体用钢及其制备方法.pdf
本发明公开一种工程机械轮体用钢,所述轮体用钢化学成分按质量百分比如下:C:0.39~0.43%,Si:0.17~0.37%,Mn:1.55~1.65%,Cr:0.09~0.16%,Ti:0.01~0.04%,Ni≤0.20%,Cu≤0.15%,S≤0.025%,P≤0.025%,Al:0.015~0.04%,B≤0.0005%,[O]≤15×10
履带行走装置、履带底盘及工程机械.pdf
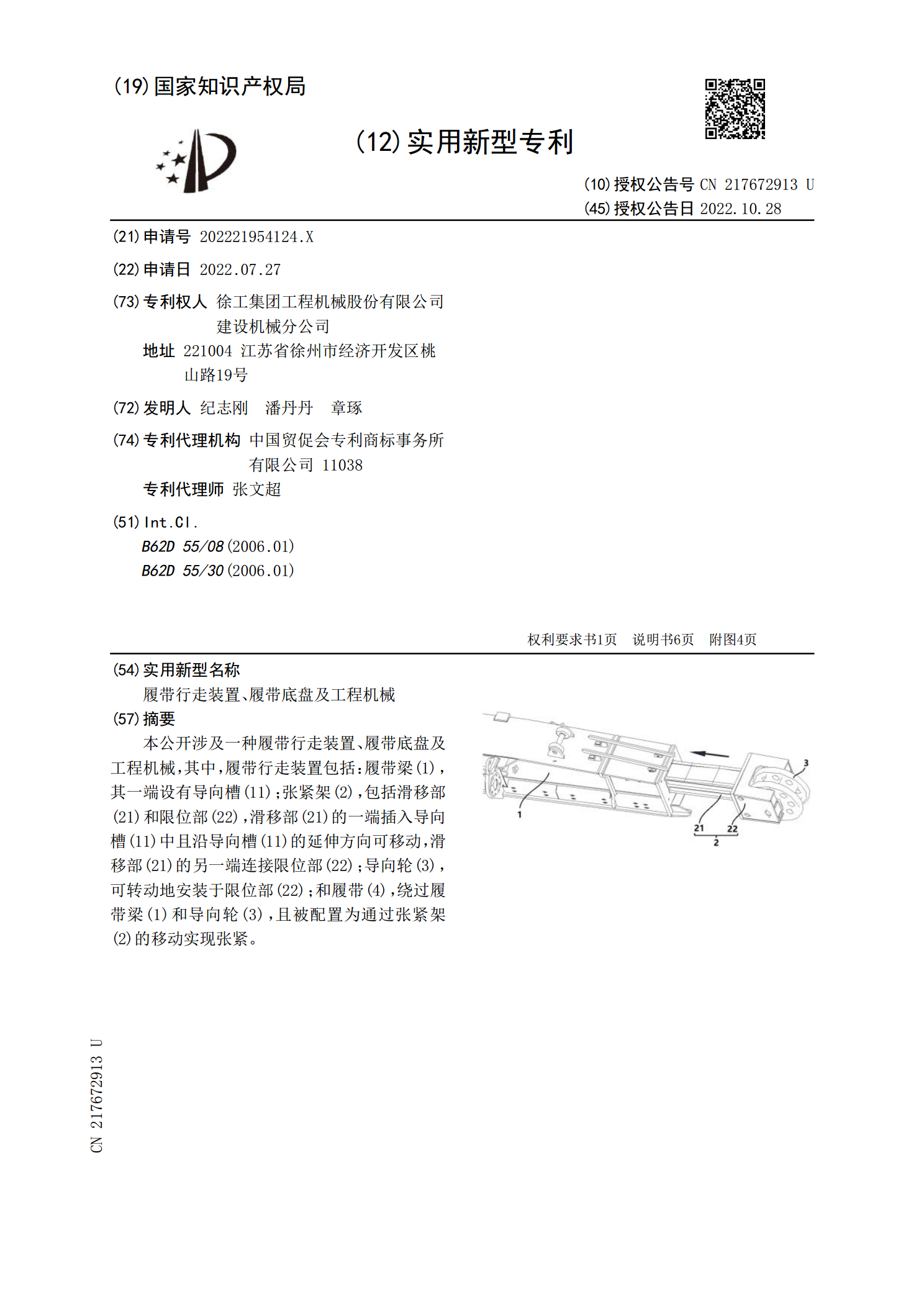
本公开涉及一种履带行走装置、履带底盘及工程机械,其中,履带行走装置包括:履带梁(1),其一端设有导向槽(11);张紧架(2),包括滑移部(21)和限位部(22),滑移部(21)的一端插入导向槽(11)中且沿导向槽(11)的延伸方向可移动,滑移部(21)的另一端连接限位部(22);导向轮(3),可转动地安装于限位部(22);和履带(4),绕过履带梁(1)和导向轮(3),且被配置为通过张紧架(2)的移动实现张紧。

履带底盘和具有履带驱动的工程机械.pdf
一种用于具有履带的工程机械的履带底盘,其包括至少一个辊道,优选两个平行延伸的辊道,在履带式作业期间,所述履带底盘的至少一个平面辊在所述辊道的滚动面上可移动,其中所述履带至少一个辊道的滚动面和于其上至少一个平面辊滚下的滚动面所具有的横切面具有至少局部凸状的轮廓。

一种工程机械履带板及其制备方法.pdf
本发明提供了一种工程机械履带板及其制备方法,工程机械履带板的材料以重量百分比的组成成分为:C:0.25~0.30%,Si:0.12~0.17%,Ti:0.2~0.23%,Al:0.07~0.09%,Mn:2~2.5%,W:1.7~2.0%,B:≤0.0035%,P:≤0.025%,S:≤0.025%,余量为Fe。其制备方法为:电炉炼钢、真空脱气处理,钢水出炉,浇铸铸件,铸件降温至1230~1250℃时保温2~3小时,然后降温至930~950℃淬火,360℃回火后速冷,待用。本发明制备的工程机械履带板具有优