
一种石油阀体用钢及其制备方法.pdf

星星****眨眼

1/7

2/7

3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种石油阀体用钢及其制备方法.pdf
本发明公开了一种石油阀体用钢及其制备方法,包括C、Si、Mn、P、S、Cr、Mo、Ni、Nb:0.01~0.02%、V:0.01~0.02%、Al、Cu、Ti、As、Sn、Sb、Pb、Bi、H、O、N、Fe和不可避免的杂质;制备方法包括步骤:电炉冶炼、LF精炼、VD真空处理、连铸和轧制。本发明通过添加V、Nb微合金化元素,促进析出强化和细晶强化,使材料的强度和韧性得到提高,尤其是低温冲击韧性,制备过程控制冶炼、连铸和轧制工艺参数,使钢材具有纯净度高、组织致密和良好机械性能,满足深海石油开采的需求。

一种工程机械轮体用钢及其制备方法.pdf
本发明公开一种工程机械轮体用钢,所述轮体用钢化学成分按质量百分比如下:C:0.39~0.43%,Si:0.17~0.37%,Mn:1.55~1.65%,Cr:0.09~0.16%,Ti:0.01~0.04%,Ni≤0.20%,Cu≤0.15%,S≤0.025%,P≤0.025%,Al:0.015~0.04%,B≤0.0005%,[O]≤15×10
一种阀体用马氏体不锈钢及其制备方法.pdf
本发明公开了阀体用马氏体不锈钢及其制备方法,选用优质原材料,采用EAF炉初炼→AOD炉精炼→LF炉精炼→VD炉脱气→模铸→钢锭退火→锻造→锻后退火工艺制备而成,严格控制各过程中参数,在Cr13型马氏体钢的基础上进一步控制S、P等杂质元素含量,提高钢的纯净度,控制气体元素H和O含量,减少白点和开裂倾向,控制C、Cu、V及五害元素含量,提高钢的冲击性能。
一种石油钻杆接头用钢及其制备方法.pdf
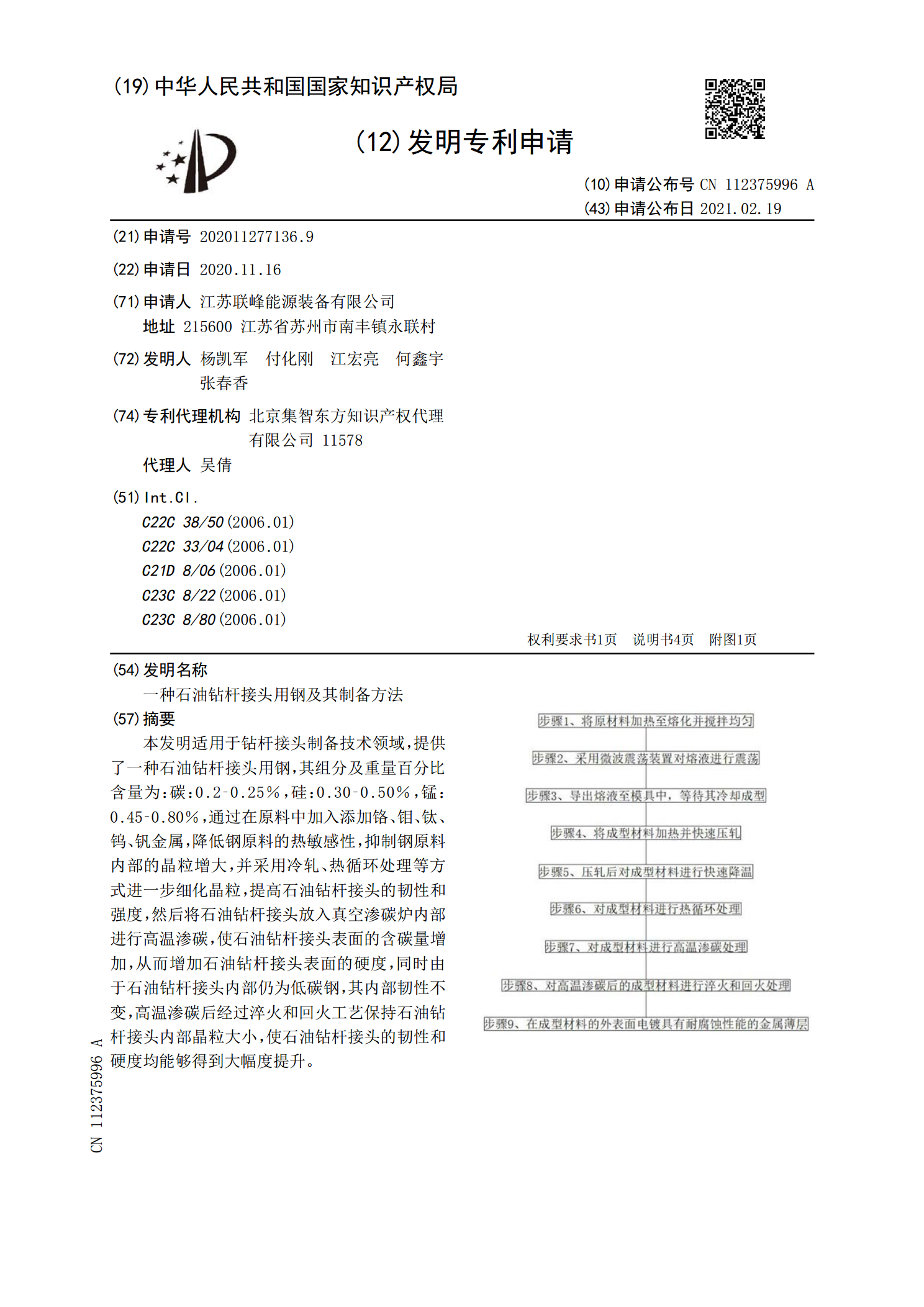
本发明适用于钻杆接头制备技术领域,提供了一种石油钻杆接头用钢,其组分及重量百分比含量为:碳:0.2‑0.25%,硅:0.30‑0.50%,锰:0.45‑0.80%,通过在原料中加入添加铬、钼、钛、钨、钒金属,降低钢原料的热敏感性,抑制钢原料内部的晶粒增大,并采用冷轧、热循环处理等方式进一步细化晶粒,提高石油钻杆接头的韧性和强度,然后将石油钻杆接头放入真空渗碳炉内部进行高温渗碳,使石油钻杆接头表面的含碳量增加,从而增加石油钻杆接头表面的硬度,同时由于石油钻杆接头内部仍为低碳钢,其内部韧性不变,高温渗碳后经过

一种石油防喷器胶芯支撑体用钢及其生产方法.pdf
本发明公开了一种高强度、耐磨、耐腐蚀石油防喷器胶芯支撑体用钢及其生产方法,通过调整C、Si、Mn、Cr、Mo的成分,提高钢的强度和耐磨、耐腐蚀性,优于普通25CrMo钢。本发明生产工艺流程为电炉冶炼+炉外精炼+真空脱气+连铸+轧制。所述石油防喷器胶芯支撑体用钢经过980℃水淬和690℃回火后,取样做性能检测得到钢的抗拉强度≥655MPa,屈服强度≥517MPa,延伸率≥18%,端面收缩率≥50%,硬度200‑235HBW,保证支撑体用钢具有良好的综合机械性能。