
一种阀体用马氏体不锈钢及其制备方法.pdf

书生****22

1/10
2/10
3/10
4/10
5/10
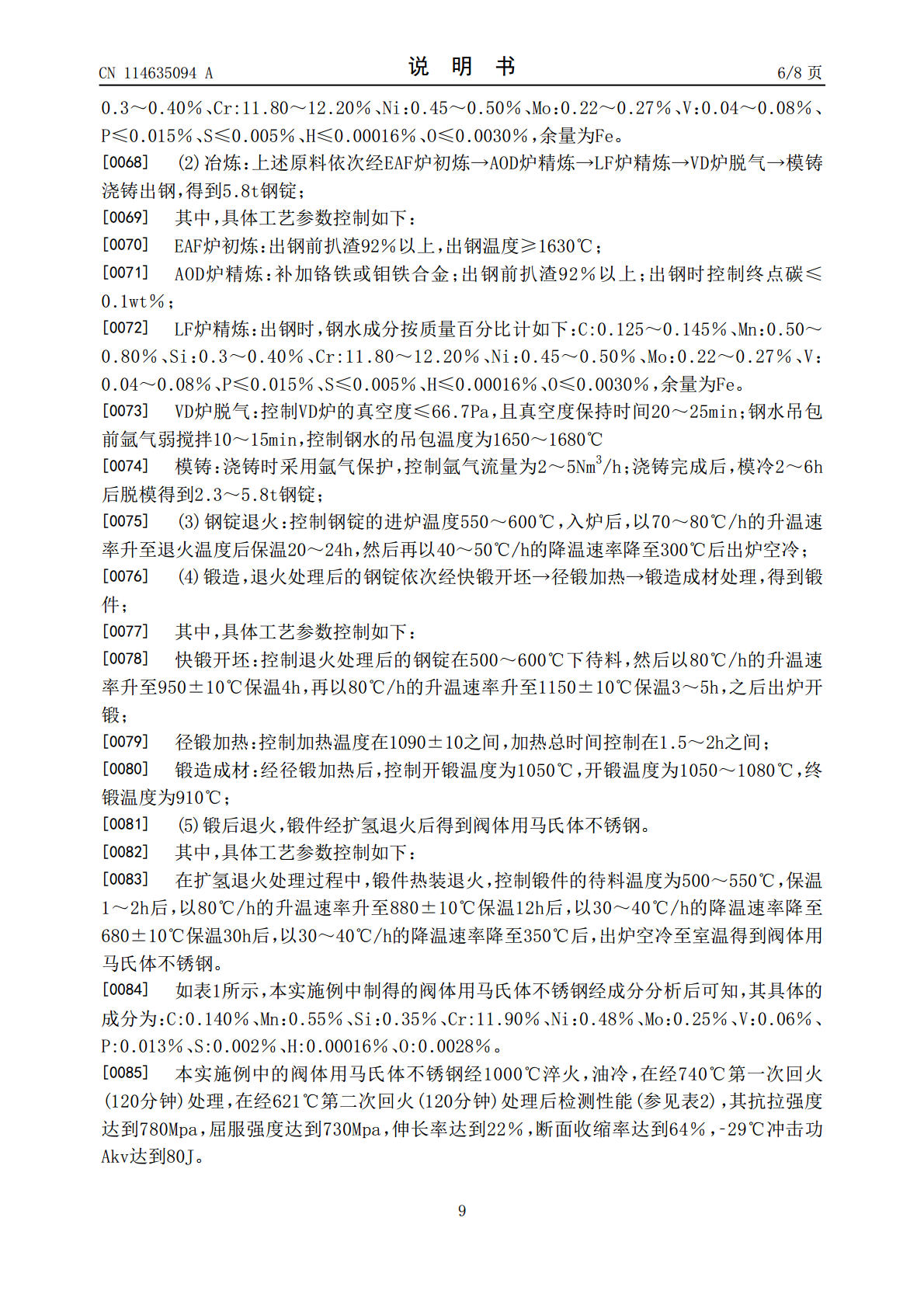
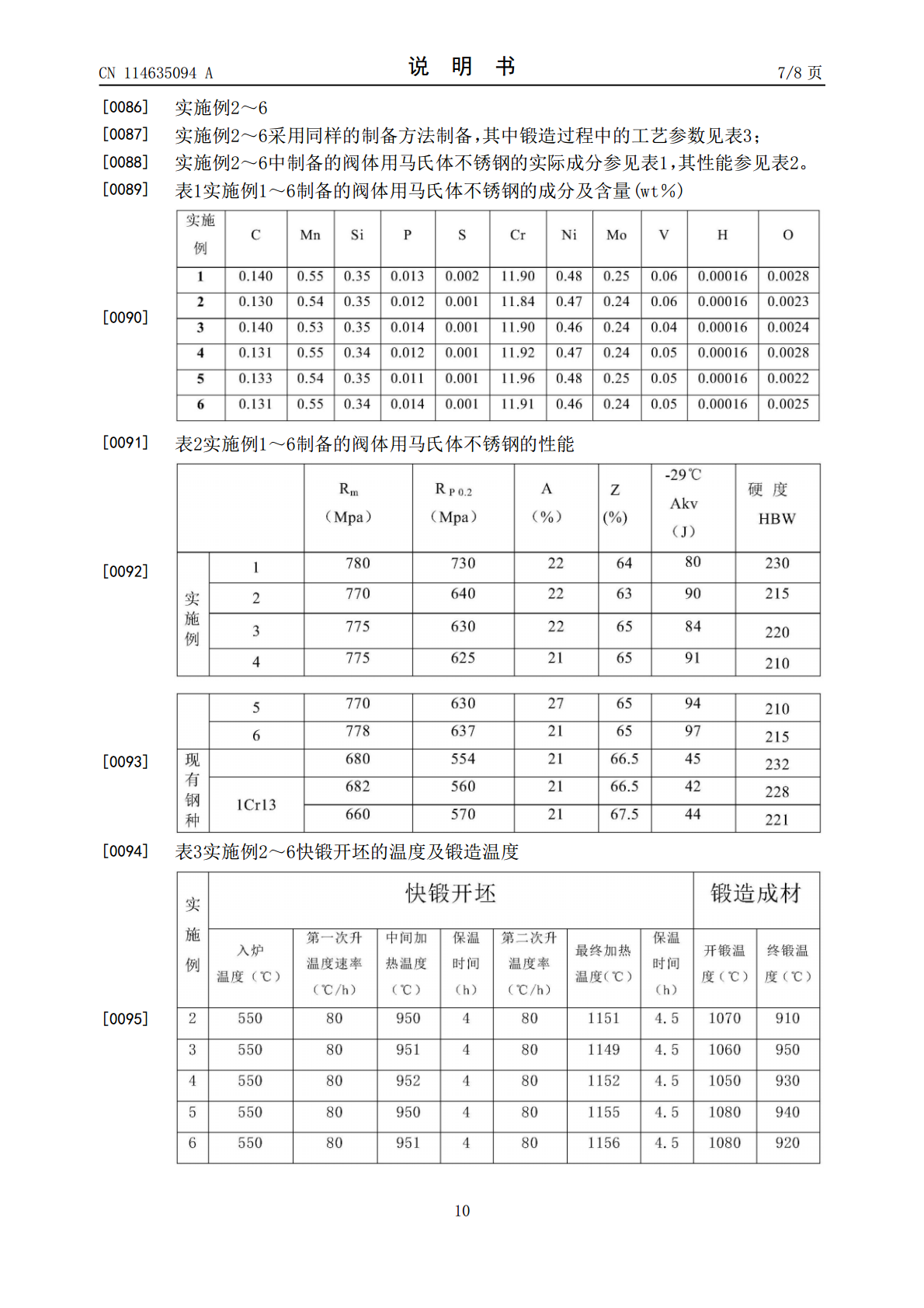
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种阀体用马氏体不锈钢及其制备方法.pdf
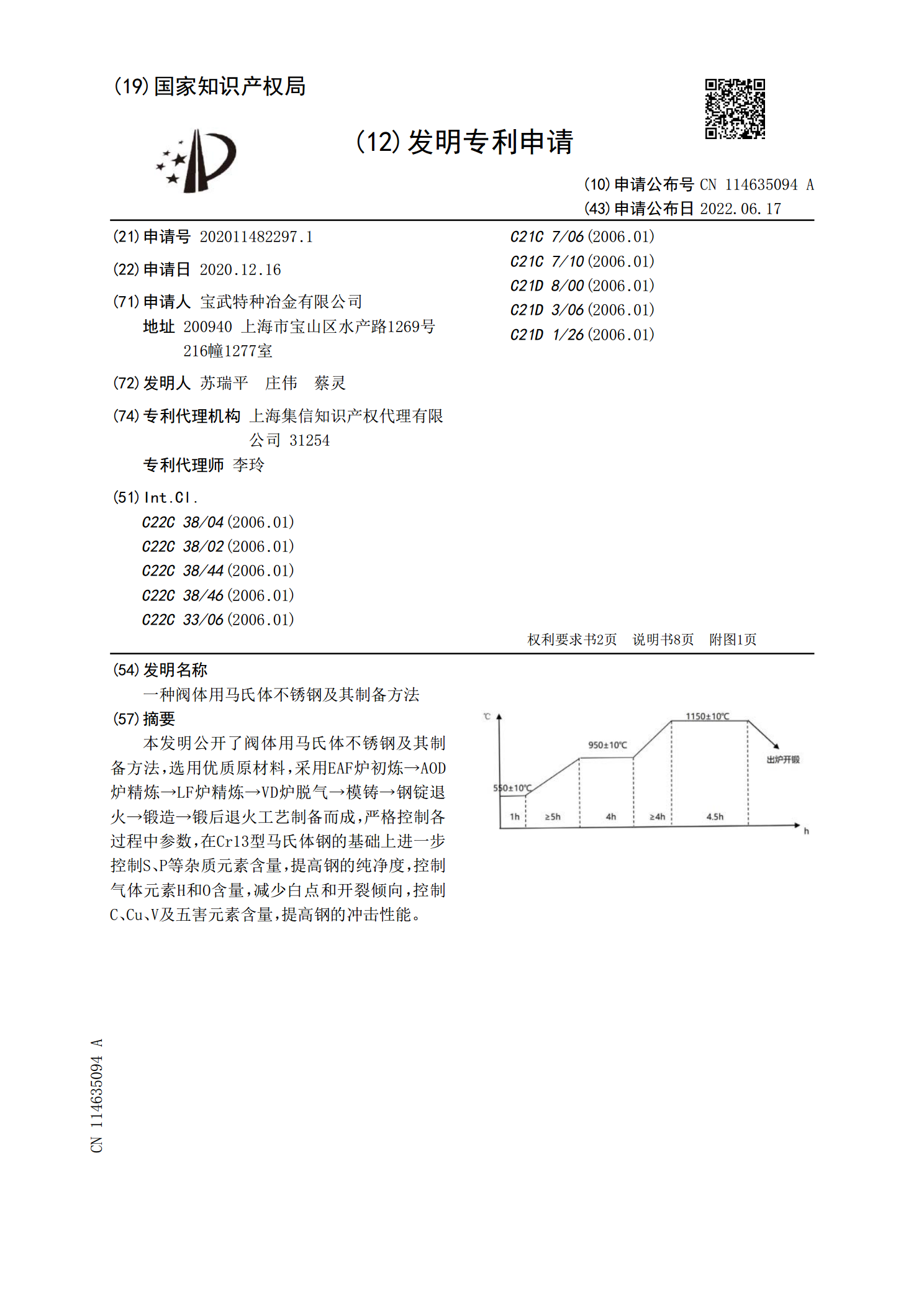
本发明公开了阀体用马氏体不锈钢及其制备方法,选用优质原材料,采用EAF炉初炼→AOD炉精炼→LF炉精炼→VD炉脱气→模铸→钢锭退火→锻造→锻后退火工艺制备而成,严格控制各过程中参数,在Cr13型马氏体钢的基础上进一步控制S、P等杂质元素含量,提高钢的纯净度,控制气体元素H和O含量,减少白点和开裂倾向,控制C、Cu、V及五害元素含量,提高钢的冲击性能。
一种阀体用马氏体不锈钢及其制造方法.pdf
本发明涉及一种经济型阀体用马氏体不锈钢,其重量百分比计的化学元素成分是:碳:0.10-0.15%,硅:0-0.5%,锰:0.5-1.0%,镍:0.25-0.50%,铬:10.00-13.00%,钼:0.01-0.5%,Cu≤0.20%,硫≤0.03%,磷≤0.03%,氮:0.01-0.20%,氢≤0.00016%,氧≤0.0035%,稀土:0.01-0.10%,余为Fe和不可避免杂质。其制造方法,包括:第一步,电弧炉EAF初炼→AOD/LF精炼→VD脱气→模铸;第二步,快锻开坯→径锻热锻到成品规格;第三步
一种阀体用AISI410SS马氏体不锈钢及其制备工艺.pdf
本发明属于冶金技术领域,特别涉及一种阀体用AISI410SS马氏体不锈钢及其制备工艺。本发明通过合理设计化学成分,C=0.10~0.15%,Si=0.20~0.50%,Mn=0.30~0.60%,Cr=11.0~13.5%,Mo=0~0.6%,Ni=0.30~0.60%,?S≤0.020%,P≤0.020%,Cu≤0.20%,V≤0.050%,Nb=0.010~0.080%,H≤0.00016%,O≤0.0035%,余为Fe和杂质元素,总杂质元素含量≤1.0%。冶炼时选用优质废钢、生铁、海绵铁作为炉料,采
一种超级马氏体不锈钢及其制备方法.pdf
一种超级马氏体不锈钢及其制备方法,属于钢铁材料领域。本发明的超级马氏体不锈钢,其化学组成按质量百分比为C:0~0.03%,N:0~0.03%,S炉熔炼出满足上述化学成分范围要求铸坯,经1200℃热锻,1100℃~1200℃热轧,再1050℃~1100℃固溶处理0.5~1h后进行空冷正火处理,最后在550℃~700℃回火2~4h,油冷至室温。本发明具有高强高韧、良好耐局部腐蚀性能。
一种阀箱用低碳马氏体不锈钢及其冶炼方法.pdf
本发明涉及一种阀箱用低碳马氏体不锈钢及其冶炼方法,采用感应炉熔化料头、钢屑‑精炼炉脱氧还原微合金化‑扒渣‑VOD真空吹氧脱碳‑真空条件下还原‑真空脱气‑模铸浇钢的工艺流程,最大限度节约合金使用,采用VOD后直接真空条件下对钢液还原,得到低碳、脱氧良好钢液,同时简化冶炼工艺流程,提高工位利用效率。