
一种650MPa级热轧汽车轮辋用双相钢及其制备方法.pdf

建英****66

1/10

2/10

3/10
4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种650MPa级热轧汽车轮辋用双相钢及其制备方法.pdf
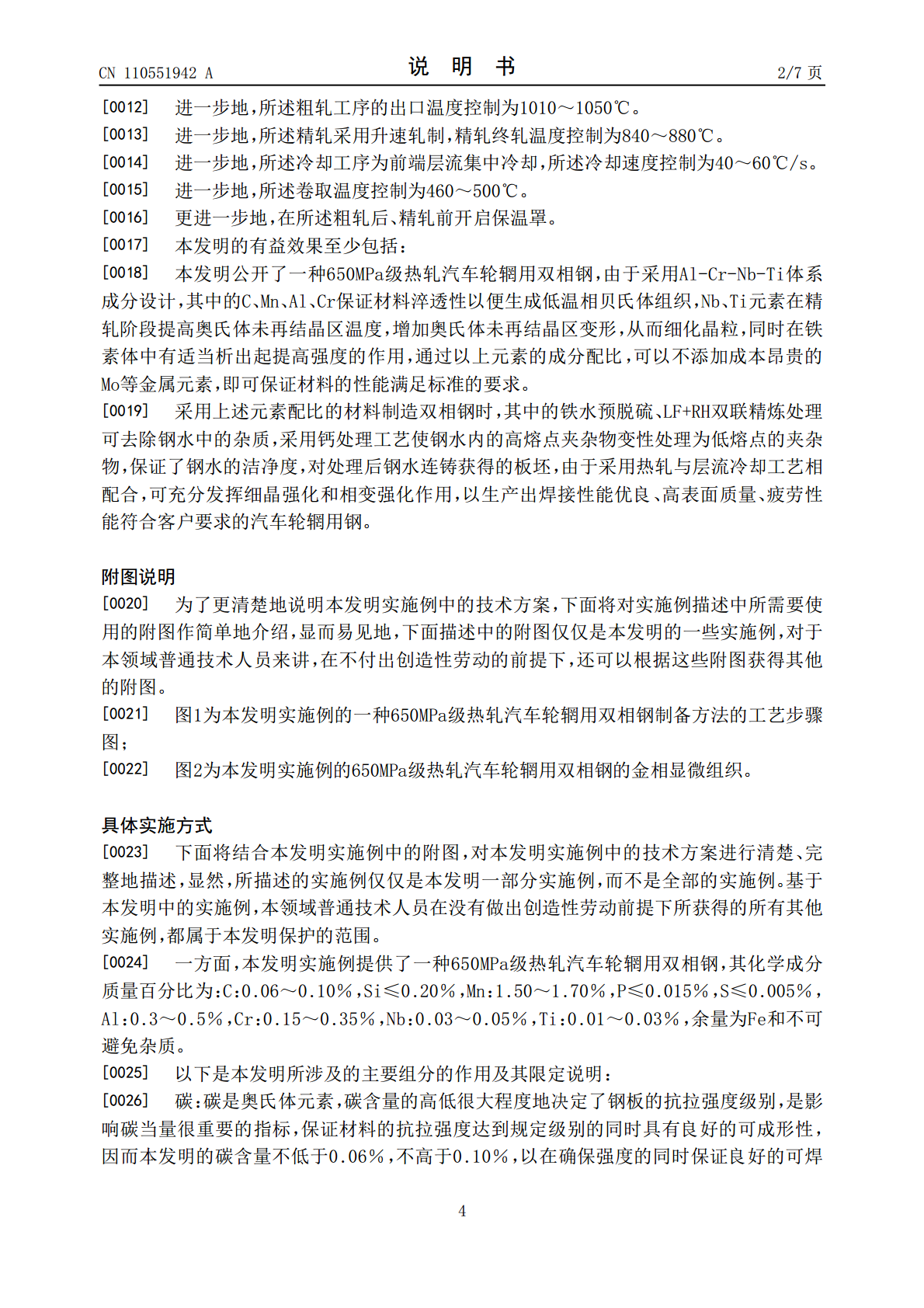
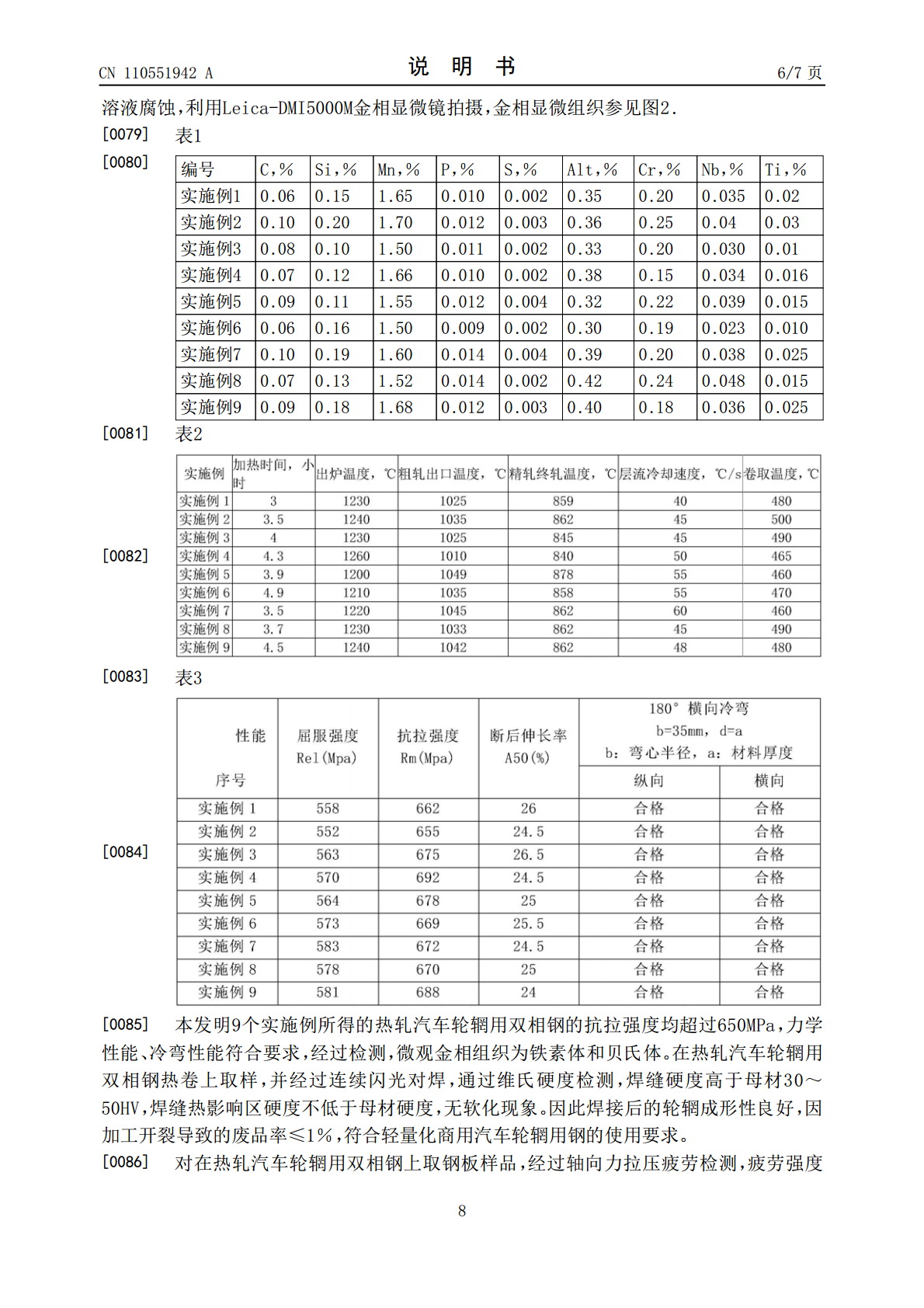
本发明公开了一种650MPa级热轧汽车轮辋用双相钢及其制备方法,所述热轧汽车轮辋用双相钢化学成分质量百分比为:C:0.06~0.10%,Si≤0.20%,Mn:1.50~1.70%,P≤0.015%,S≤0.005%,Al:0.3~0.5%,Cr:0.15~0.35%,Nb:0.03~0.05%,Ti:0.01~0.03%,余量为Fe和不可避免杂质。采用本发明的制备方法所得的热轧汽车轮辋用双相钢用于制作轻量化商用车车轮轮辋,其车轮径向疲劳寿命超过100万次,因焊接导致的加工开裂缺陷率低于1%,满足客户要求
一种汽车车轮用热轧双相钢及其生产方法.pdf
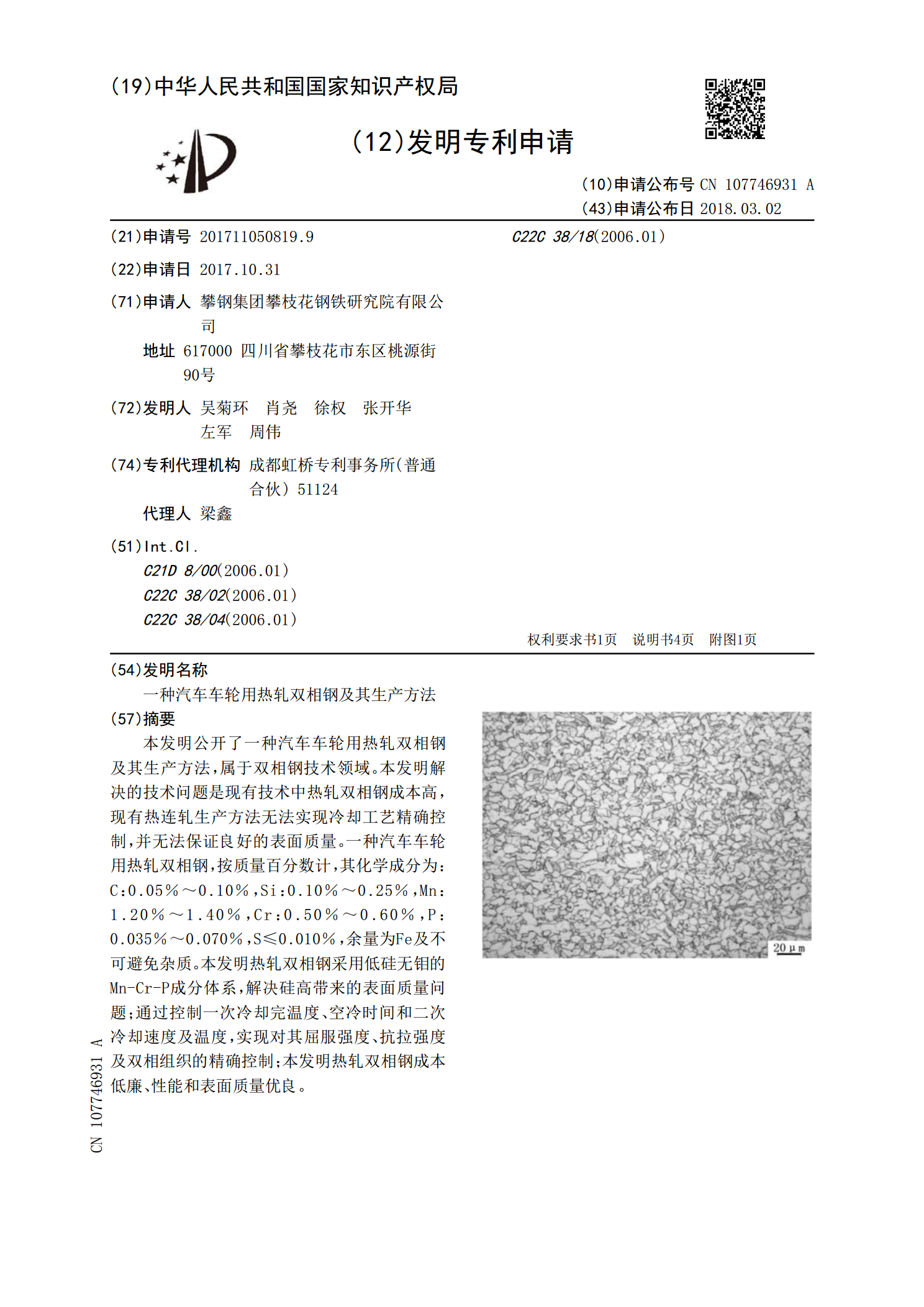
本发明公开了一种汽车车轮用热轧双相钢及其生产方法,属于双相钢技术领域。本发明解决的技术问题是现有技术中热轧双相钢成本高,现有热连轧生产方法无法实现冷却工艺精确控制,并无法保证良好的表面质量。一种汽车车轮用热轧双相钢,按质量百分数计,其化学成分为:C:0.05%~0.10%,Si:0.10%~0.25%,Mn:1.20%~1.40%,Cr:0.50%~0.60%,P:0.035%~0.070%,S≤0.010%,余量为Fe及不可避免杂质。本发明热轧双相钢采用低硅无钼的Mn‑Cr‑P成分体系,解决硅高带来的表
一种高强汽车车轮用热轧酸洗双相钢及其生产方法.pdf
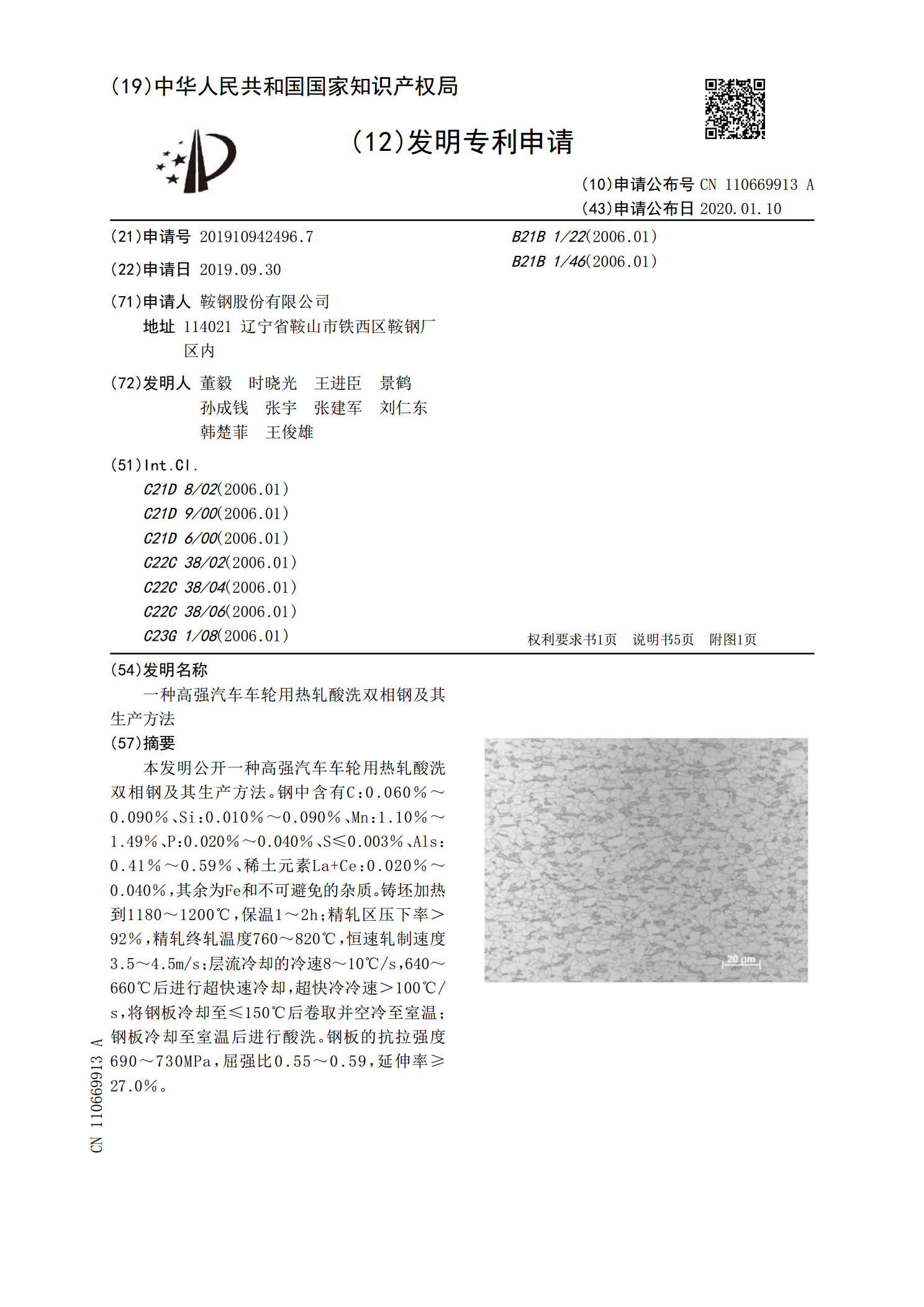
本发明公开一种高强汽车车轮用热轧酸洗双相钢及其生产方法。钢中含有C:0.060%~0.090%、Si:0.010%~0.090%、Mn:1.10%~1.49%、P:0.020%~0.040%、S≤0.003%、Als:0.41%~0.59%、稀土元素La+Ce:0.020%~0.040%,其余为Fe和不可避免的杂质。铸坯加热到1180~1200℃,保温1~2h;精轧区压下率>92%,精轧终轧温度760~820℃,恒速轧制速度3.5~4.5m/s;层流冷却的冷速8~10℃/s,640~660℃后进行超快速冷

一种热轧双相钢及其加工方法.pdf
本发明公开了一种热轧双相钢及其加工方法,属于轧钢技术领域。按照质量百分比,所述双相钢的化学成分为:C:0.04%~0.08%,Si≤0.10%,Mn:1.40%~1.80%,P≤0.020%,S≤0.003%,Cr:0.60%~0.80%,Als:0.03%~0.10%,N≤0.005%,其余为Fe及不可避免的杂质。其加工方法包括铁水预处理、冶炼、连铸、加热、热轧、冷却、卷取过程;最终获得了厚规格600MPa级具有优良冷成形性能的双相钢,且具有优良的综合力学性能和冷成形性能,能够满足车轮轮辐等汽车结构件以
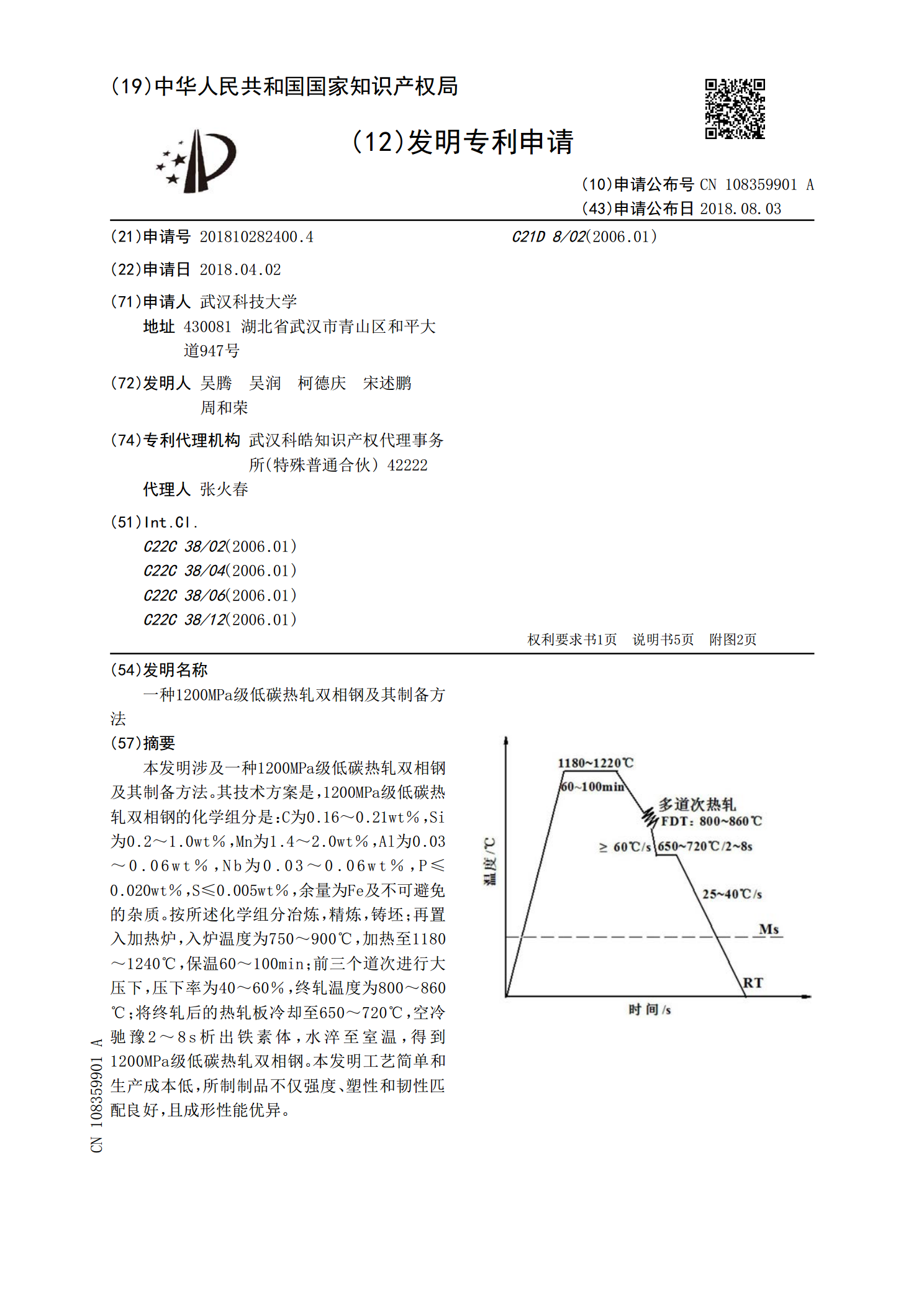
一种1200MPa级低碳热轧双相钢及其制备方法.pdf
本发明涉及一种1200MPa级低碳热轧双相钢及其制备方法。其技术方案是,1200MPa级低碳热轧双相钢的化学组分是:C为0.16~0.21wt%,Si为0.2~1.0wt%,Mn为1.4~2.0wt%,Al为0.03~0.06wt%,Nb为0.03~0.06wt%,P≤0.020wt%,S≤0.005wt%,余量为Fe及不可避免的杂质。按所述化学组分冶炼,精炼,铸坯;再置入加热炉,入炉温度为750~900℃,加热至1180~1240℃,保温60~100min;前三个道次进行大压下,压下率为40~60%,终