
涡轮壳的加工工艺.pdf

海昌****姐淑

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

涡轮壳的加工工艺.pdf
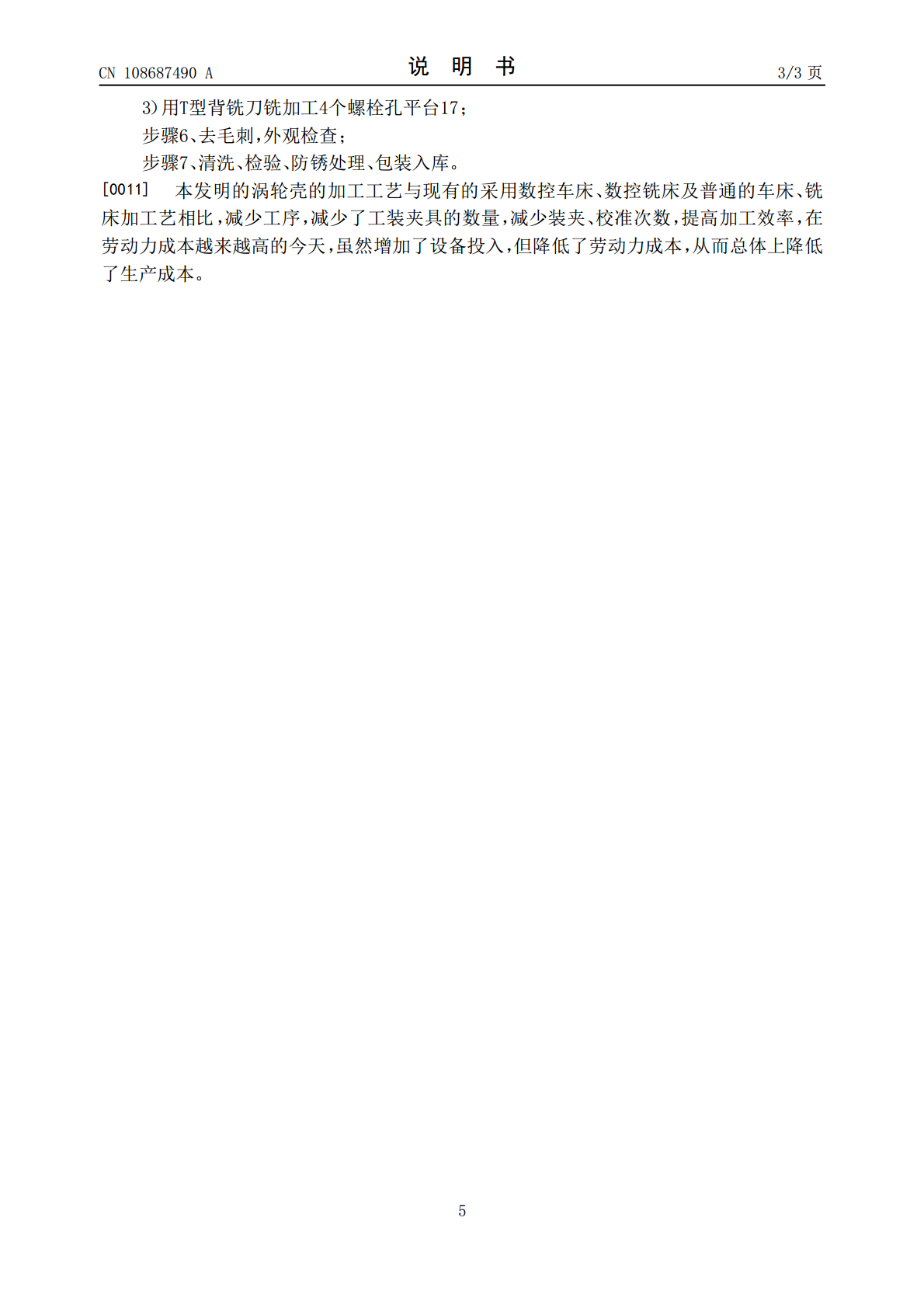
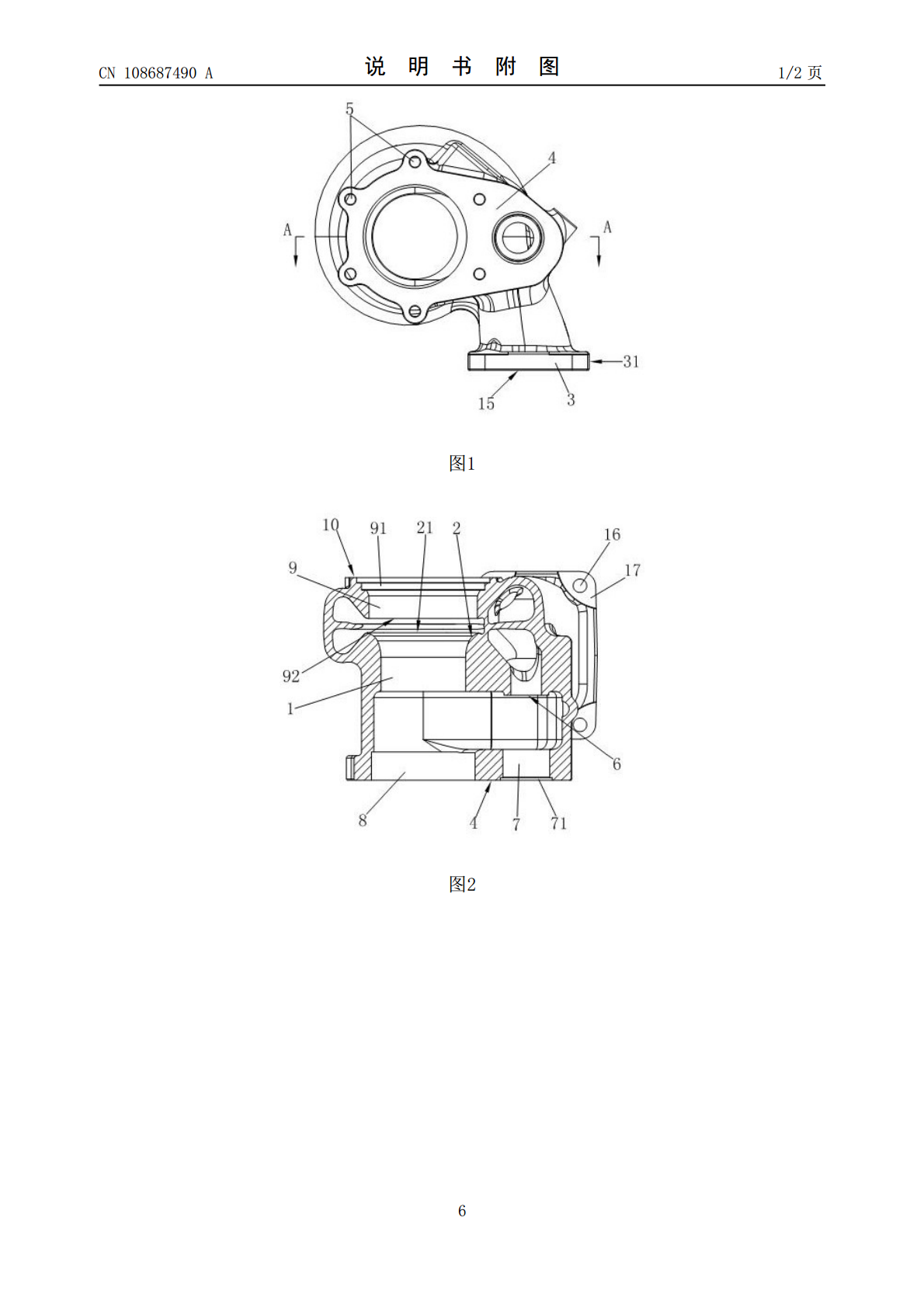
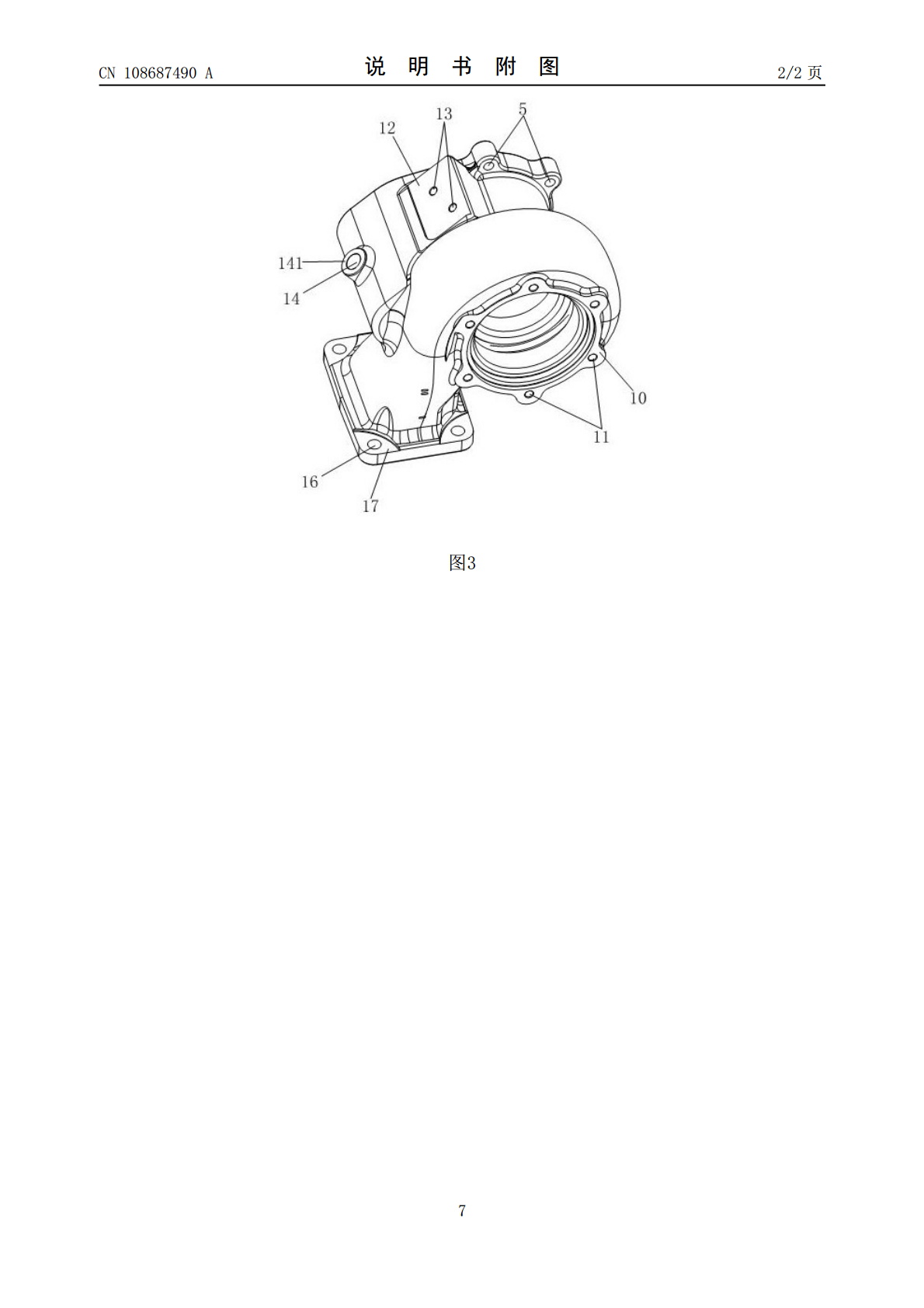
本发明涉及一种涡轮壳的加工工艺,其特征在于包括以下步骤:步骤1、以毛坯的中孔(1)、圆弧孔平台(21)定位,以进气法兰(3)的侧面(31)定向,钻铣出气端;步骤2、以出气端端面(4)及2个第一螺纹孔(5)定位,车铣叶轮端;步骤3、以出气端端面(4)及2个第一螺纹孔(5)定位,钻攻叶轮端端面(10)上的6个第二螺纹孔(11);步骤4、以叶轮端端面(10)及2个第二螺纹孔(11)定位,钻铣支架面;步骤5以出气端端面(4)及2个第一螺纹孔(5)定位,钻铣进气法兰。本发明减少工序并减少装夹、校准次数,减少夹具数量
一种涡轮壳加工工艺.pdf
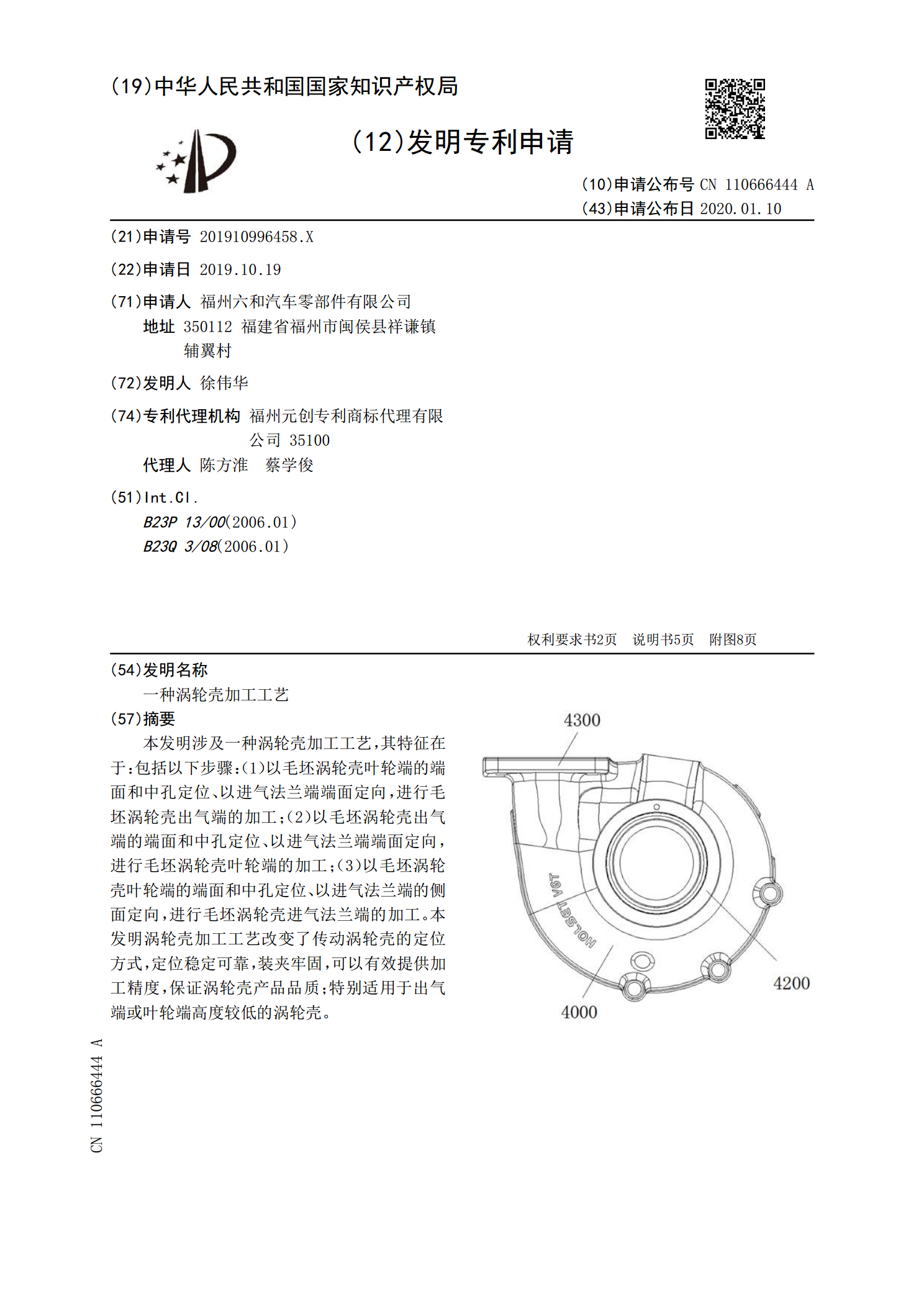
本发明涉及一种涡轮壳加工工艺,其特征在于:包括以下步骤:(1)以毛坯涡轮壳叶轮端的端面和中孔定位、以进气法兰端端面定向,进行毛坯涡轮壳出气端的加工;(2)以毛坯涡轮壳出气端的端面和中孔定位、以进气法兰端端面定向,进行毛坯涡轮壳叶轮端的加工;(3)以毛坯涡轮壳叶轮端的端面和中孔定位、以进气法兰端的侧面定向,进行毛坯涡轮壳进气法兰端的加工。本发明涡轮壳加工工艺改变了传动涡轮壳的定位方式,定位稳定可靠,装夹牢固,可以有效提供加工精度,保证涡轮壳产品品质;特别适用于出气端或叶轮端高度较低的涡轮壳。
涡轮箱的加工工艺.pdf

飞轮壳加工工艺.docx
1绪论中国加入世贸组织以后,汽车零部件的进口平均关税将降到10%,配额将逐步减少,国产化率的鼓励措施将取消,多年来一直受关税和国产化双重保护的国内众多汽车零部件企业将面临巨大的挑战。汽车零部件企业属于传统的大批大量生产类型企业,讲究的是规模效益,但随着市场竞争的不断深化,顾客的需求不断变化,其生产方式也在向着多品种、中小批量生产方式转化,汽车零部件企业要实现跨越性的发展,不仅需要在提高产品质量、不遗余力地采用新工艺、新技术,不断进行产品创新等方面下功夫,还要不断的更新观念,优化生产组织方式,积极主动地应对

大径流涡轮壳铸造工艺研究.pptx
汇报人:目录PARTONEPARTTWO铸造工艺的定义和重要性大径流涡轮壳的特点和要求铸造工艺在大径流涡轮壳中的应用PARTTHREE铸造材料的种类和特性大径流涡轮壳对铸造材料的要求铸造材料的选用原则和标准PARTFOUR铸造工艺流程的组成和特点大径流涡轮壳铸造工艺流程的设计原则和要求铸造工艺流程的优化和改进PARTFIVE铸造工艺参数的种类和作用大径流涡轮壳铸造工艺参数的选择和调整铸造工艺参数的实验和验证PARTSIX铸造质量标准和检测方法大径流涡轮壳铸造过程中常见问题及解决方法铸造工艺质量持续改进和提