
一种汽车后桥壳总成机加工工艺.pdf

雨巷****凝海


1/6

2/6

3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车后桥壳总成机加工工艺.pdf
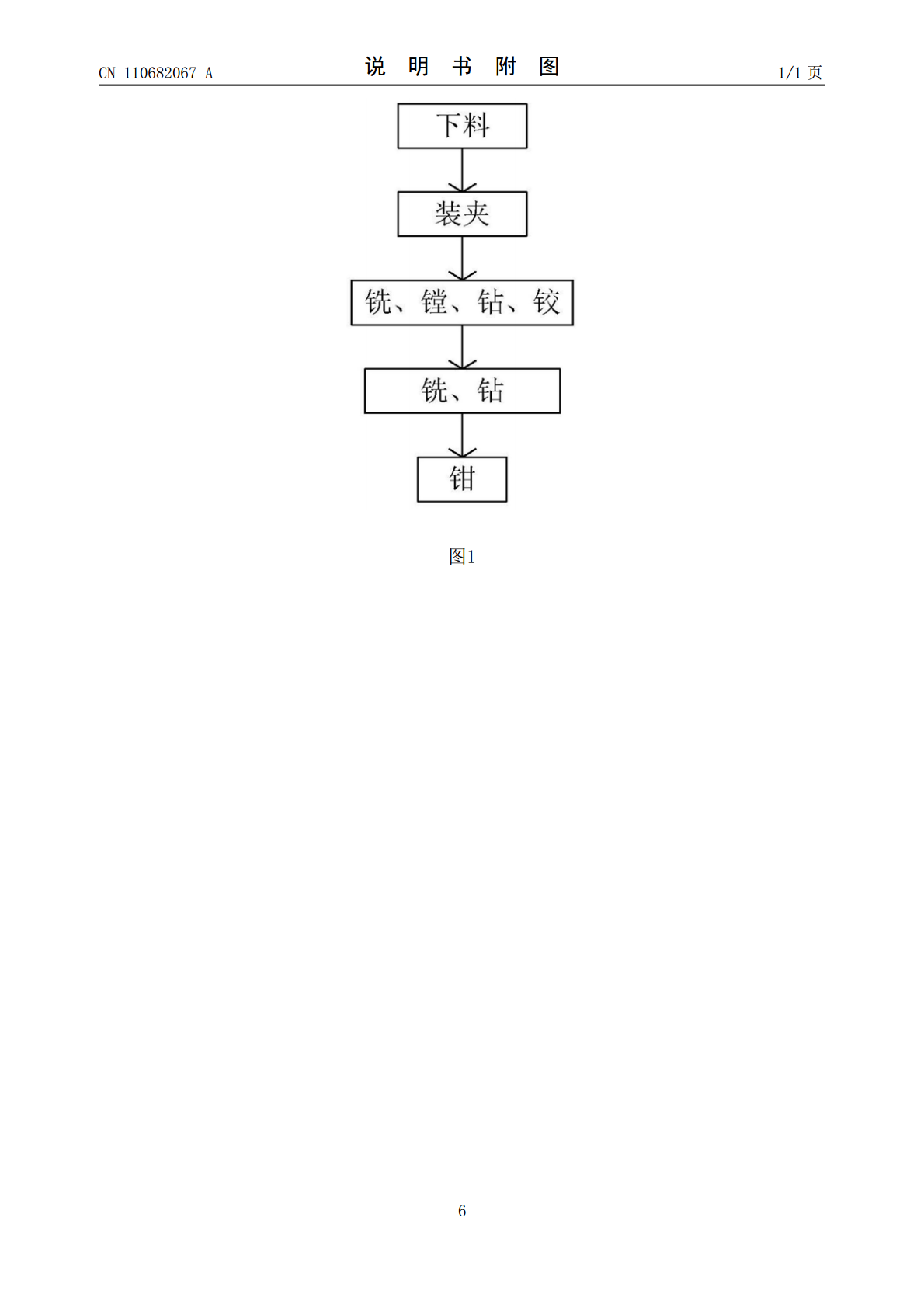
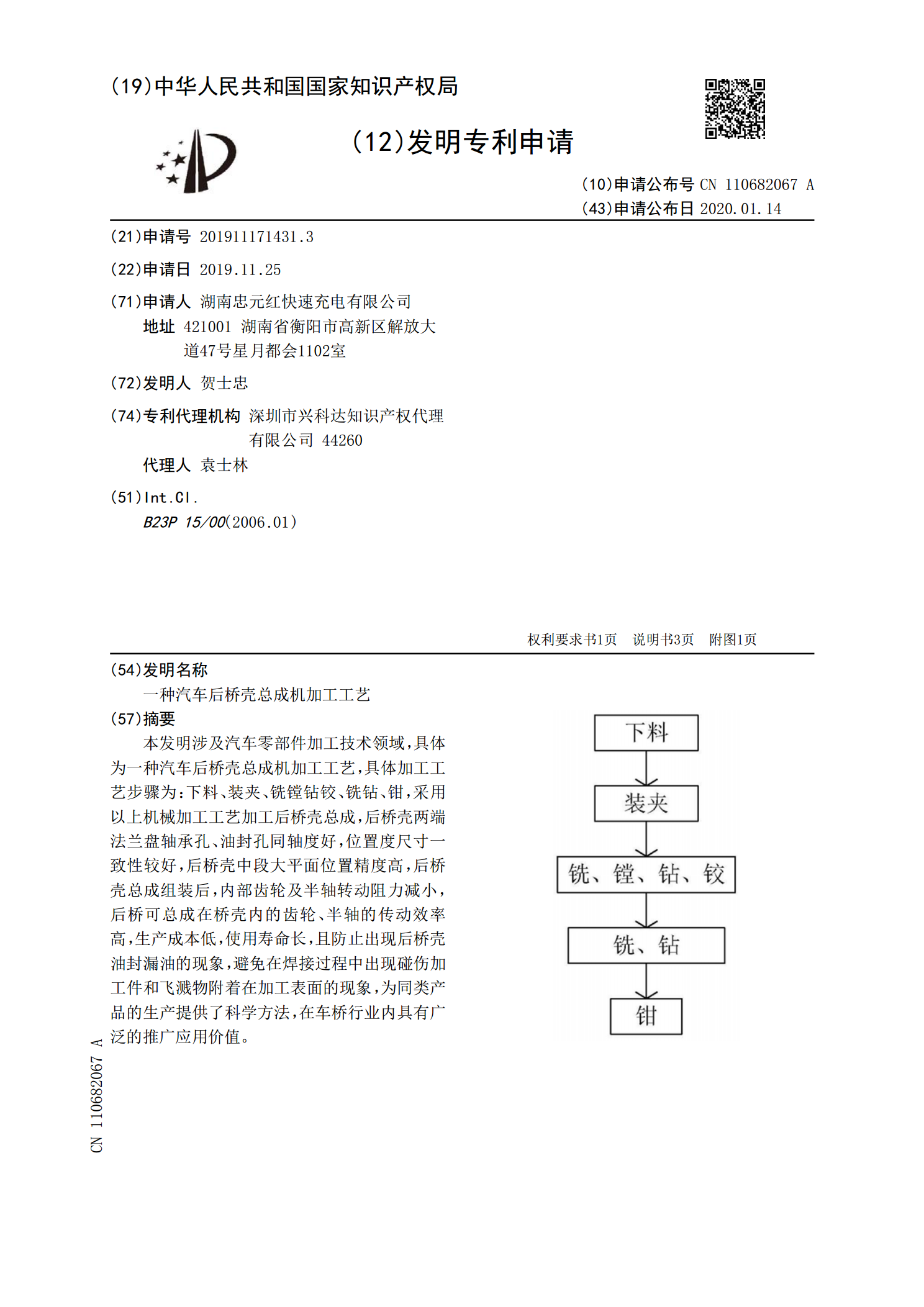
本发明涉及汽车零部件加工技术领域,具体为一种汽车后桥壳总成机加工工艺,具体加工工艺步骤为:下料、装夹、铣镗钻铰、铣钻、钳,采用以上机械加工工艺加工后桥壳总成,后桥壳两端法兰盘轴承孔、油封孔同轴度好,位置度尺寸一致性较好,后桥壳中段大平面位置精度高,后桥壳总成组装后,内部齿轮及半轴转动阻力减小,后桥可总成在桥壳内的齿轮、半轴的传动效率高,生产成本低,使用寿命长,且防止出现后桥壳油封漏油的现象,避免在焊接过程中出现碰伤加工件和飞溅物附着在加工表面的现象,为同类产品的生产提供了科学方法,在车桥行业内具有广泛的推
一种后桥总成及应用该后桥总成的汽车.pdf
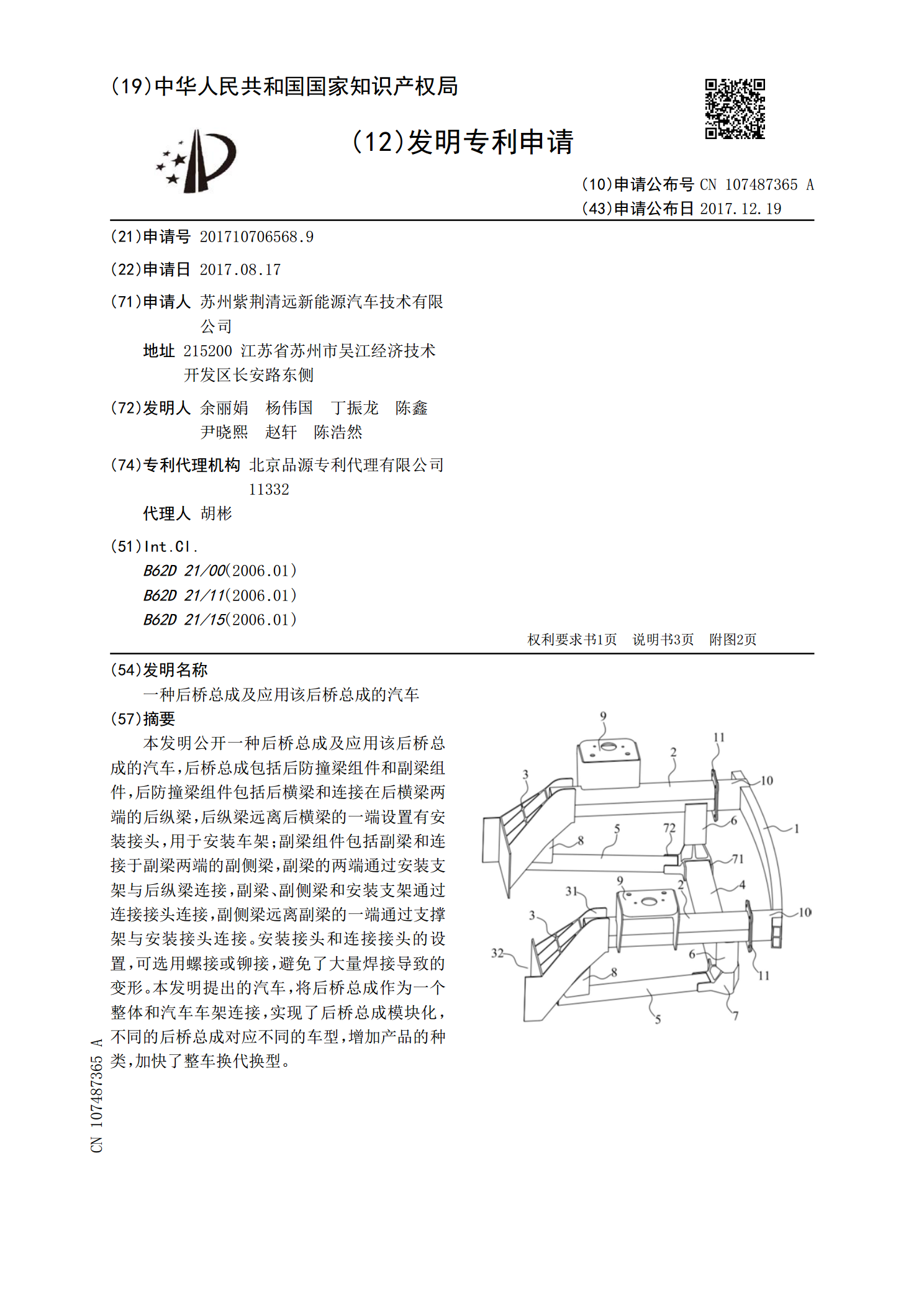
本发明公开一种后桥总成及应用该后桥总成的汽车,后桥总成包括后防撞梁组件和副梁组件,后防撞梁组件包括后横梁和连接在后横梁两端的后纵梁,后纵梁远离后横梁的一端设置有安装接头,用于安装车架;副梁组件包括副梁和连接于副梁两端的副侧梁,副梁的两端通过安装支架与后纵梁连接,副梁、副侧梁和安装支架通过连接接头连接,副侧梁远离副梁的一端通过支撑架与安装接头连接。安装接头和连接接头的设置,可选用螺接或铆接,避免了大量焊接导致的变形。本发明提出的汽车,将后桥总成作为一个整体和汽车车架连接,实现了后桥总成模块化,不同的后桥总成

汽车后桥壳液压胀形工艺.docx
汽车后桥壳液压胀形工艺汽车后桥壳液压胀形工艺摘要:汽车后桥壳液压胀形工艺是一种用于加工汽车后桥壳的新兴工艺。本文对汽车后桥壳液压胀形工艺进行了全面的研究和分析,包括其工艺原理、工艺流程、工艺参数等相关内容。通过对比传统工艺和液压胀形工艺的优劣势,得出了液压胀形工艺的优越性,并提出了进一步研究的方向,以期为汽车行业的后桥壳加工提供新的解决方案。关键词:汽车后桥壳;液压胀形工艺;工艺原理;工艺流程;工艺参数1.引言汽车后桥壳作为汽车传动系统的重要组成部分,对于汽车性能和安全性起着至关重要的作用。传统的汽车后桥

一种汽车支承后桥总成.pdf
本发明涉及一种汽车支承后桥总成,属汽车零部件领域。该总成包括轴管、轴头、连接板、制动器和后桥轮毂,轴管的两端通过连接板焊装有轴头,轴头上装有制动器,轴头的一端延伸至制动器外端,延伸至制动器外端的轴头上装有后桥轮毂,后桥轮毂与制动器通过固定螺栓连接。该总成相比现有支承后桥,取消了主减速器总成,由此降低了总成重量,通过轴管两端的连接板可满足降低整车高度的要求。同时通过后桥轮毂轴承外侧的密封件提高了轮毂内部的清洁度,在安装过程中,通过两轴承的配合,避免了配合不到位的情况,提高了装配精度度,确保了正常的使用游隙,

一种汽车中后桥壳总成轴头和中段压装设备.pdf
本发明公开了一种汽车中后桥壳总成轴头和中段压装设备,包括床身、通过纵向滑轨、托盘总成、两个压头总成、两个液压缸、两个冷冻系统、加热系统,压头总成包括压头支座和滑动支座,压头支座上设置有压头和定位半环,滑动支座上部设置有支撑半环和定行程部件,托盘总成包括下托盘、上托盘、支撑架、两个固定托架、四个盘面定位块,固定托架上设置有定位块,下托盘与上托盘之间设置有芯棒定心机构。本发明的设备能够完成轴头压装的全部工艺流程,操作方便、压装效率高、精度高、自动化程度高。