
2014铝合金航空精密轮毂模锻件的预压件模具.pdf

元枫****文章

1/9
2/9
3/9

4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
2014铝合金航空精密轮毂模锻件的预压件模具.pdf
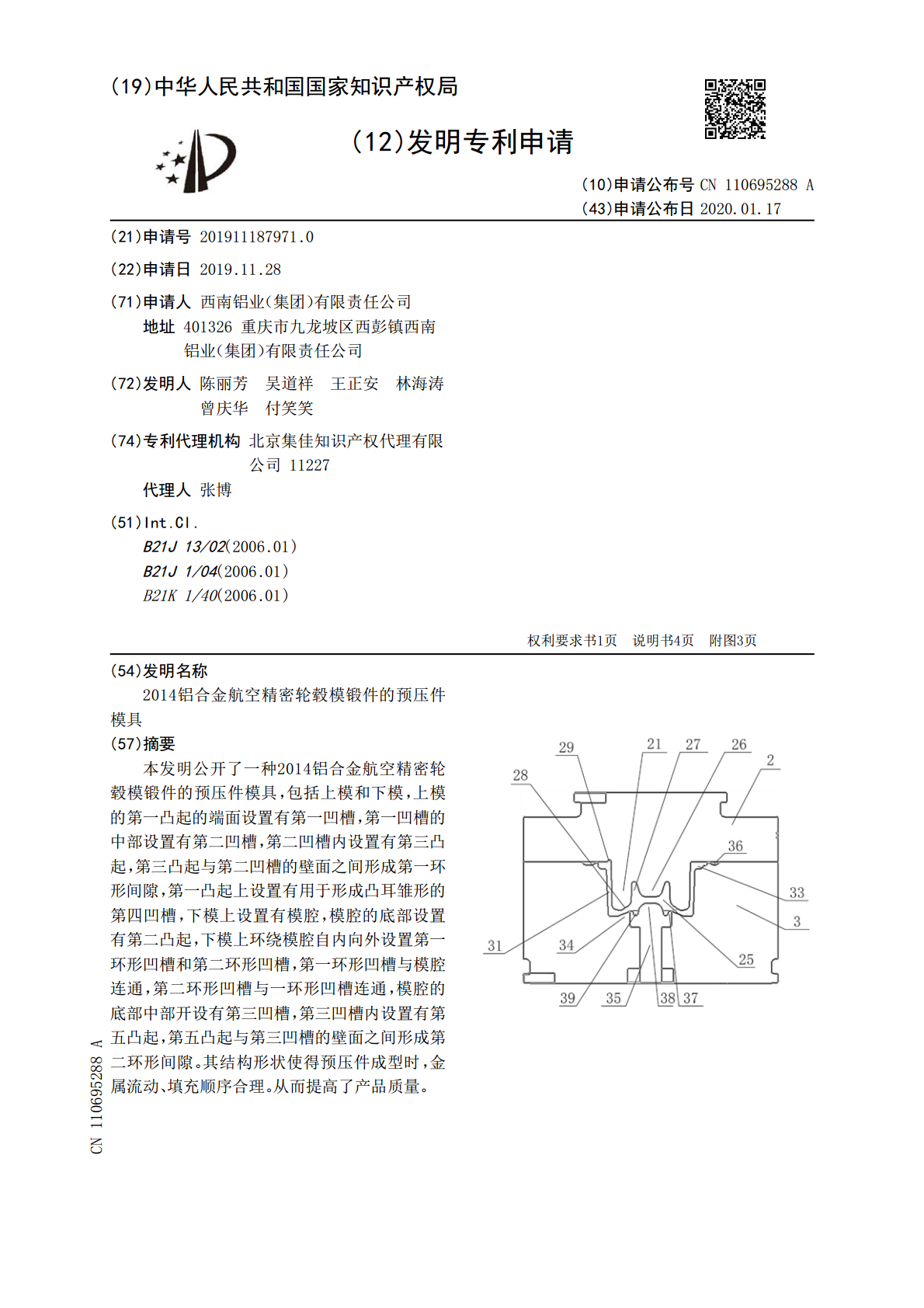
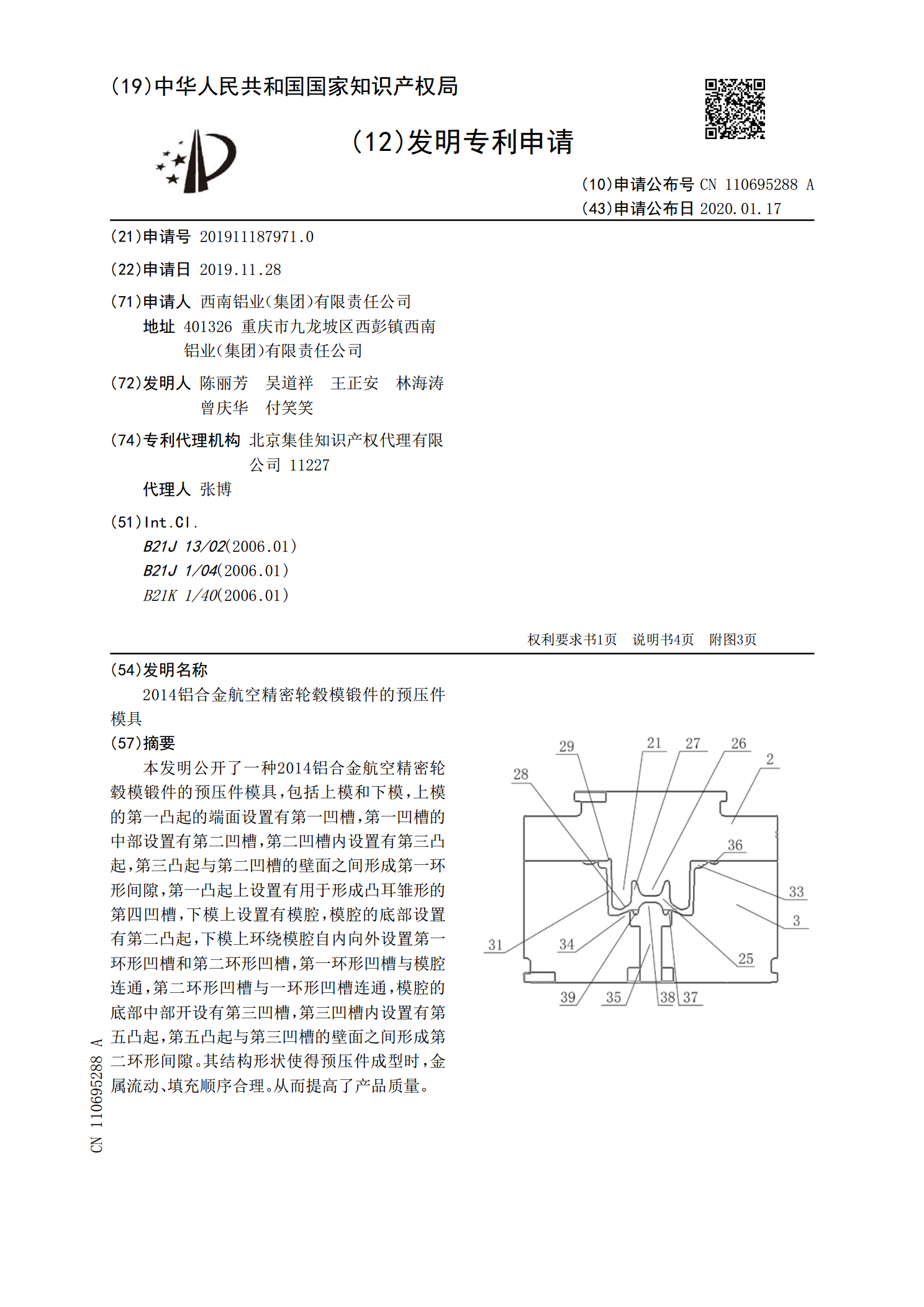
本发明公开了一种2014铝合金航空精密轮毂模锻件的预压件模具,包括上模和下模,上模的第一凸起的端面设置有第一凹槽,第一凹槽的中部设置有第二凹槽,第二凹槽内设置有第三凸起,第三凸起与第二凹槽的壁面之间形成第一环形间隙,第一凸起上设置有用于形成凸耳雏形的第四凹槽,下模上设置有模腔,模腔的底部设置有第二凸起,下模上环绕模腔自内向外设置第一环形凹槽和第二环形凹槽,第一环形凹槽与模腔连通,第二环形凹槽与一环形凹槽连通,模腔的底部中部开设有第三凹槽,第三凹槽内设置有第五凸起,第五凸起与第三凹槽的壁面之间形成第二环形间

2014铝合金航空精密轮毂模锻件的预压件制作方法.pdf
本发明公开一种2014铝合金航空精密轮毂模锻件的预压件制作方法,包括:上一工序的毛压件材质为2014铝合金,其出炉时的温度不低于450℃,运输至预压模具,运输完成后最低温度为410℃,预压模具材质为5CrNiMo,预压模具加热至不低于430℃,其合模转运的时间为13min‑17min,到达压机时,预压模具型腔温度不小于430℃,预压模具外壁温度为300℃‑400℃,预压模具平均温度为420℃,上下模分离安装在压机上的时间为13min‑17min,此时预压模具的型腔温度为350℃‑380℃,预压模具平均温度
2014铝合金航空精密轮毂模锻件的毛压件模具.pdf
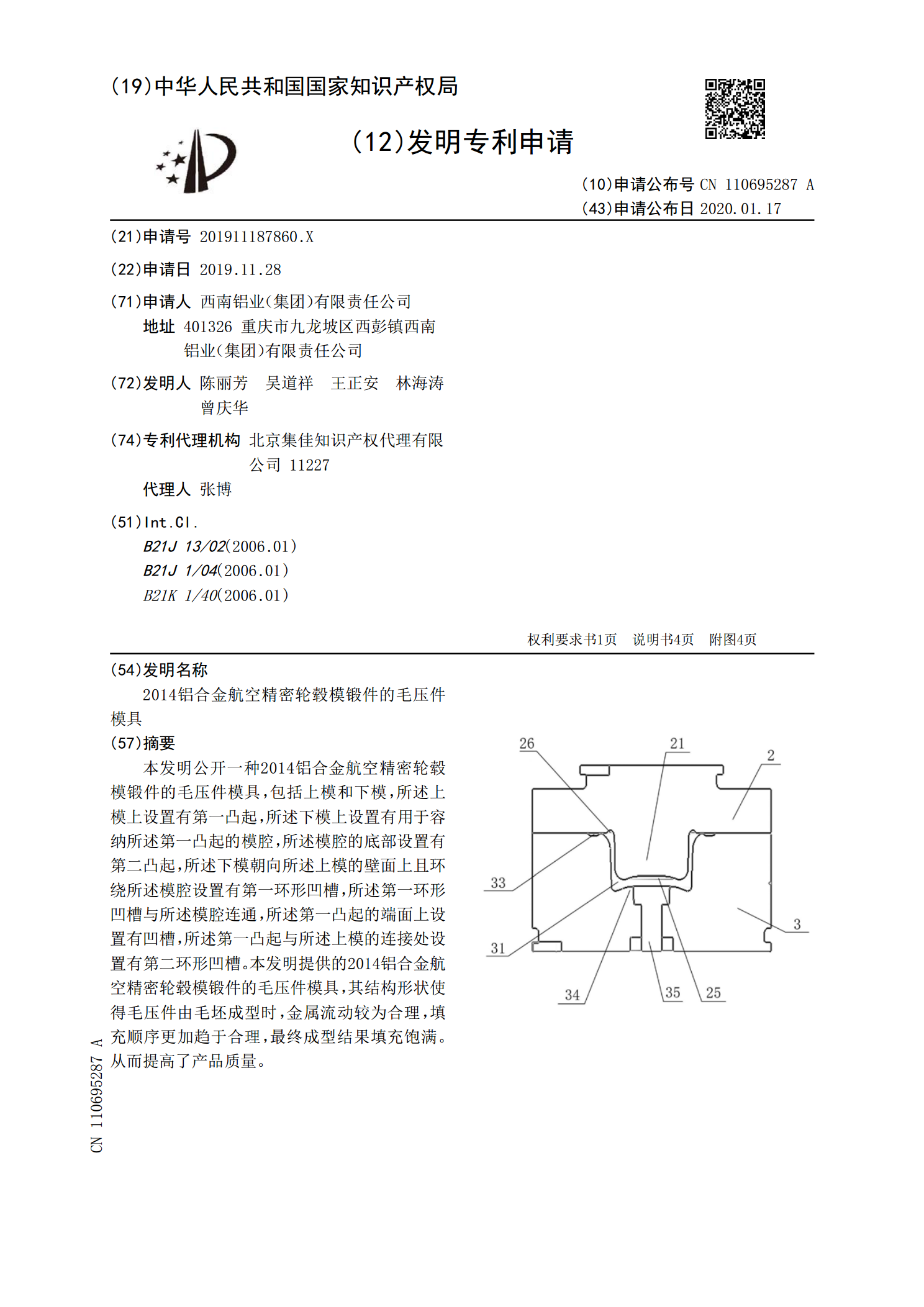
本发明公开一种2014铝合金航空精密轮毂模锻件的毛压件模具,包括上模和下模,所述上模上设置有第一凸起,所述下模上设置有用于容纳所述第一凸起的模腔,所述模腔的底部设置有第二凸起,所述下模朝向所述上模的壁面上且环绕所述模腔设置有第一环形凹槽,所述第一环形凹槽与所述模腔连通,所述第一凸起的端面上设置有凹槽,所述第一凸起与所述上模的连接处设置有第二环形凹槽。本发明提供的2014铝合金航空精密轮毂模锻件的毛压件模具,其结构形状使得毛压件由毛坯成型时,金属流动较为合理,填充顺序更加趋于合理,最终成型结果填充饱满。从而
2014铝合金航空精密轮毂模锻件的终压件模具.pdf
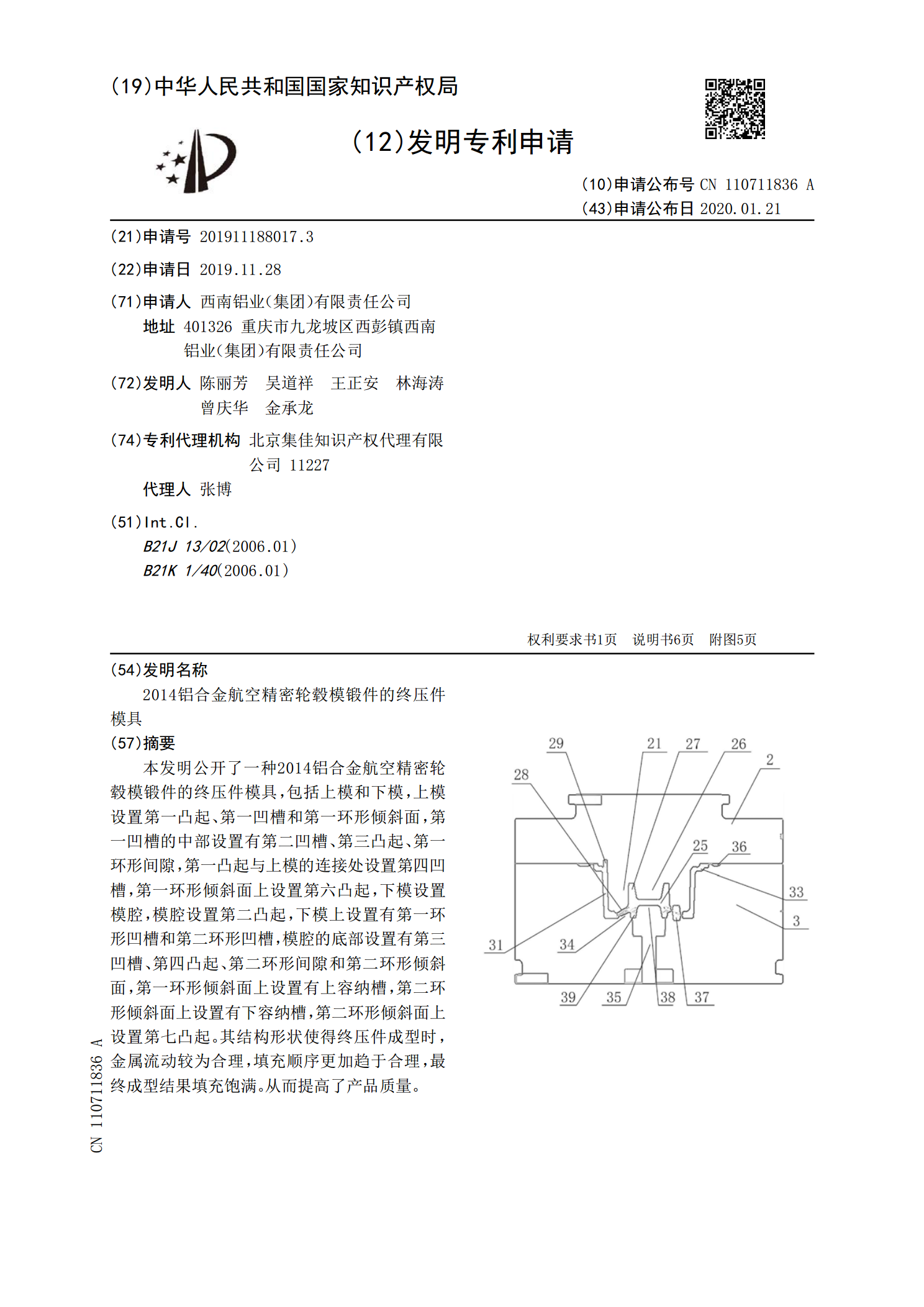
本发明公开了一种2014铝合金航空精密轮毂模锻件的终压件模具,包括上模和下模,上模设置第一凸起、第一凹槽和第一环形倾斜面,第一凹槽的中部设置有第二凹槽、第三凸起、第一环形间隙,第一凸起与上模的连接处设置第四凹槽,第一环形倾斜面上设置第六凸起,下模设置模腔,模腔设置第二凸起,下模上设置有第一环形凹槽和第二环形凹槽,模腔的底部设置有第三凹槽、第四凸起、第二环形间隙和第二环形倾斜面,第一环形倾斜面上设置有上容纳槽,第二环形倾斜面上设置有下容纳槽,第二环形倾斜面上设置第七凸起。其结构形状使得终压件成型时,金属流动
2014铝合金航空精密轮毂模锻件的淬火方法.pdf
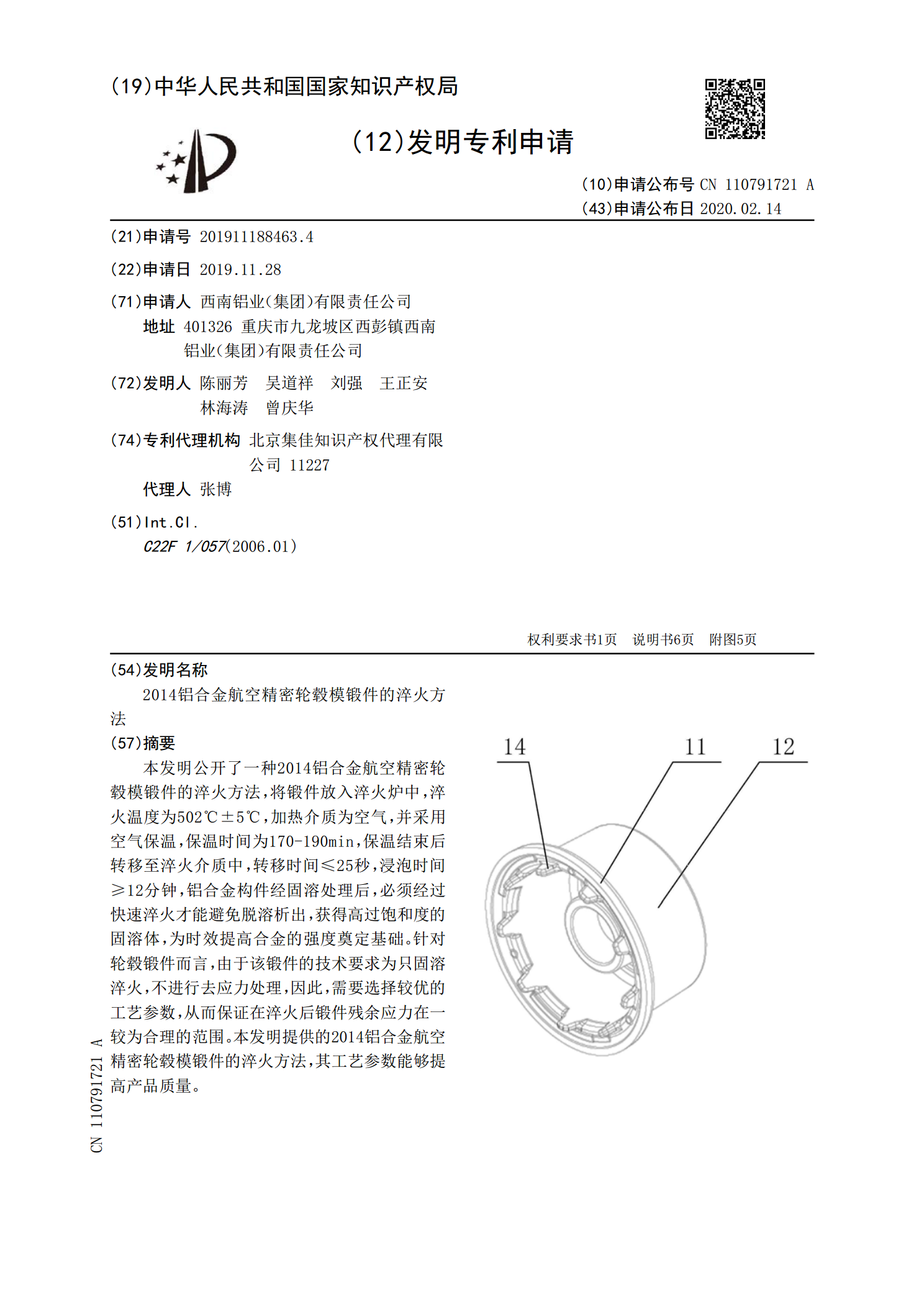
本发明公开了一种2014铝合金航空精密轮毂模锻件的淬火方法,将锻件放入淬火炉中,淬火温度为502℃±5℃,加热介质为空气,并采用空气保温,保温时间为170‑190min,保温结束后转移至淬火介质中,转移时间≤25秒,浸泡时间≥12分钟,铝合金构件经固溶处理后,必须经过快速淬火才能避免脱溶析出,获得高过饱和度的固溶体,为时效提高合金的强度奠定基础。针对轮毂锻件而言,由于该锻件的技术要求为只固溶淬火,不进行去应力处理,因此,需要选择较优的工艺参数,从而保证在淬火后锻件残余应力在一较为合理的范围。本发明提供的2