
2014铝合金航空精密轮毂模锻件的终压件模具.pdf

景山****魔王

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
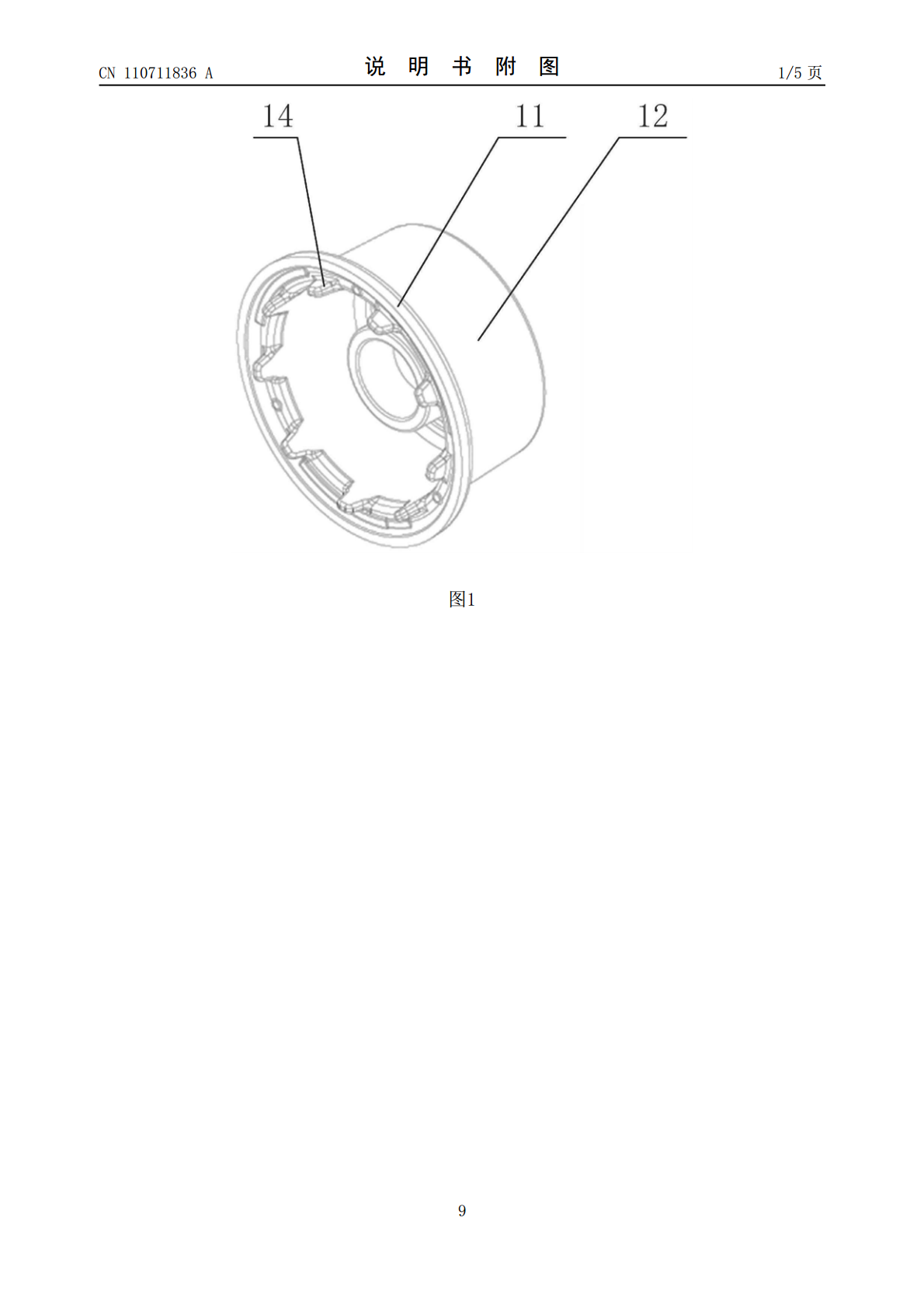
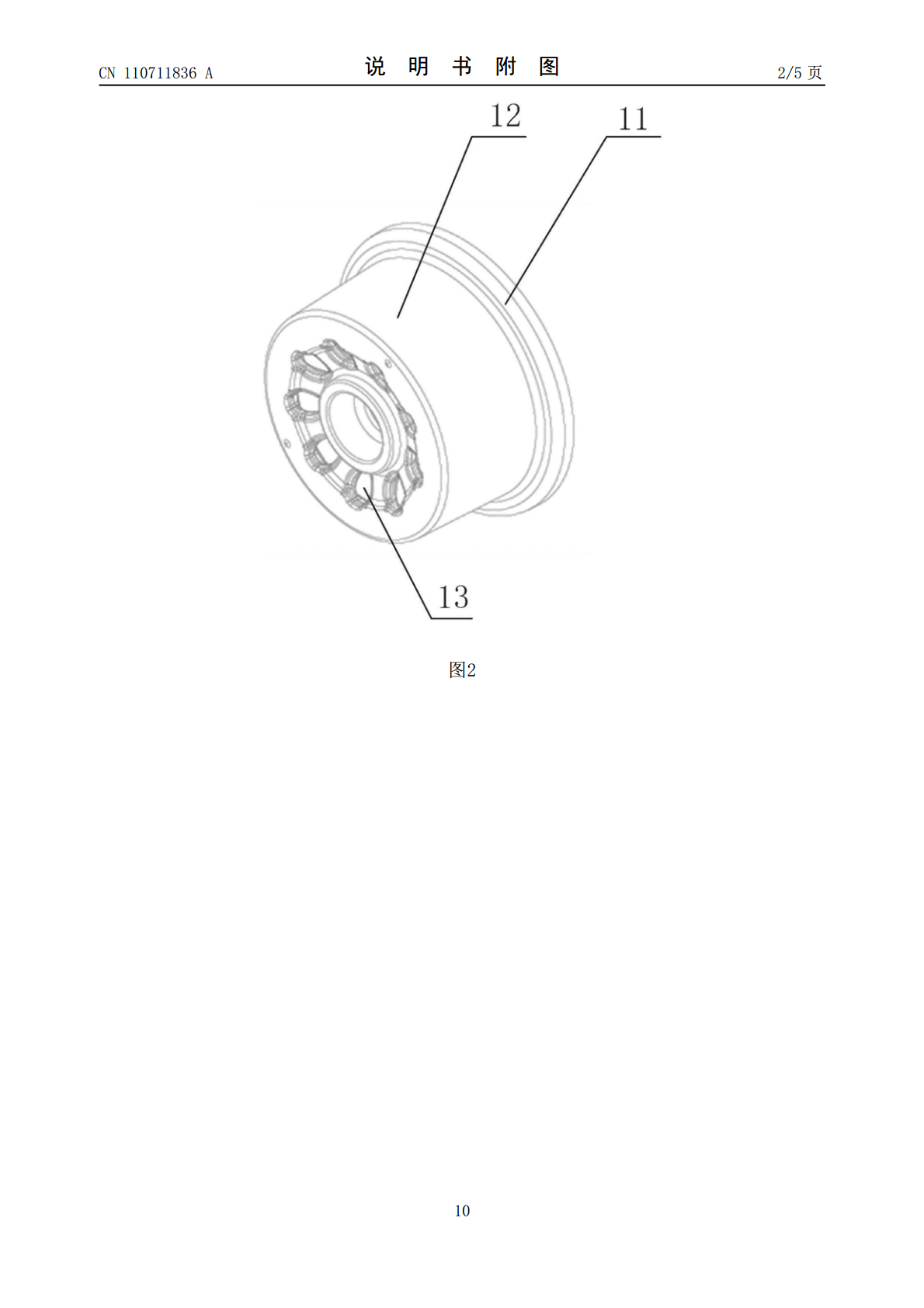
2014铝合金航空精密轮毂模锻件的终压件模具.pdf
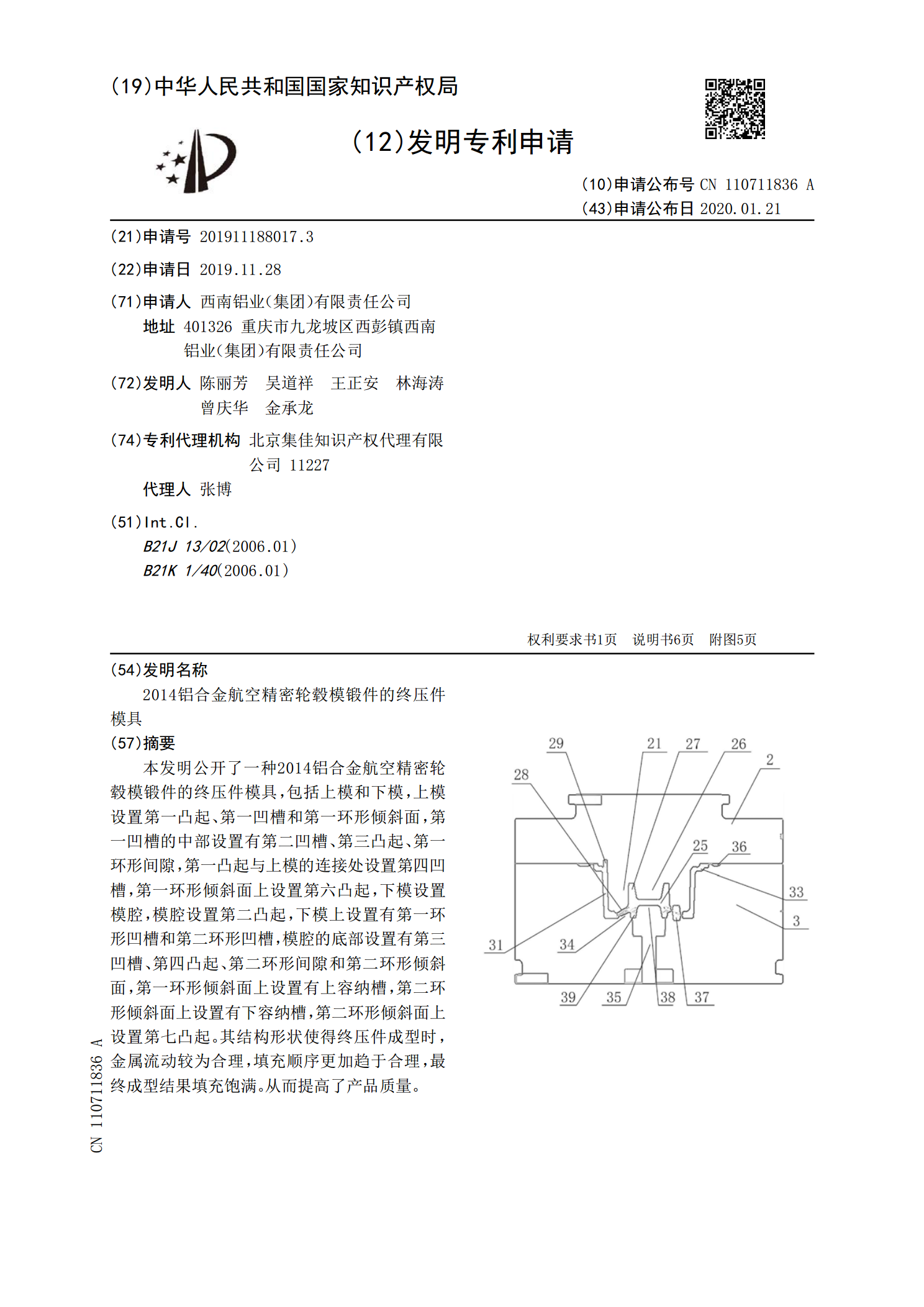
本发明公开了一种2014铝合金航空精密轮毂模锻件的终压件模具,包括上模和下模,上模设置第一凸起、第一凹槽和第一环形倾斜面,第一凹槽的中部设置有第二凹槽、第三凸起、第一环形间隙,第一凸起与上模的连接处设置第四凹槽,第一环形倾斜面上设置第六凸起,下模设置模腔,模腔设置第二凸起,下模上设置有第一环形凹槽和第二环形凹槽,模腔的底部设置有第三凹槽、第四凸起、第二环形间隙和第二环形倾斜面,第一环形倾斜面上设置有上容纳槽,第二环形倾斜面上设置有下容纳槽,第二环形倾斜面上设置第七凸起。其结构形状使得终压件成型时,金属流动
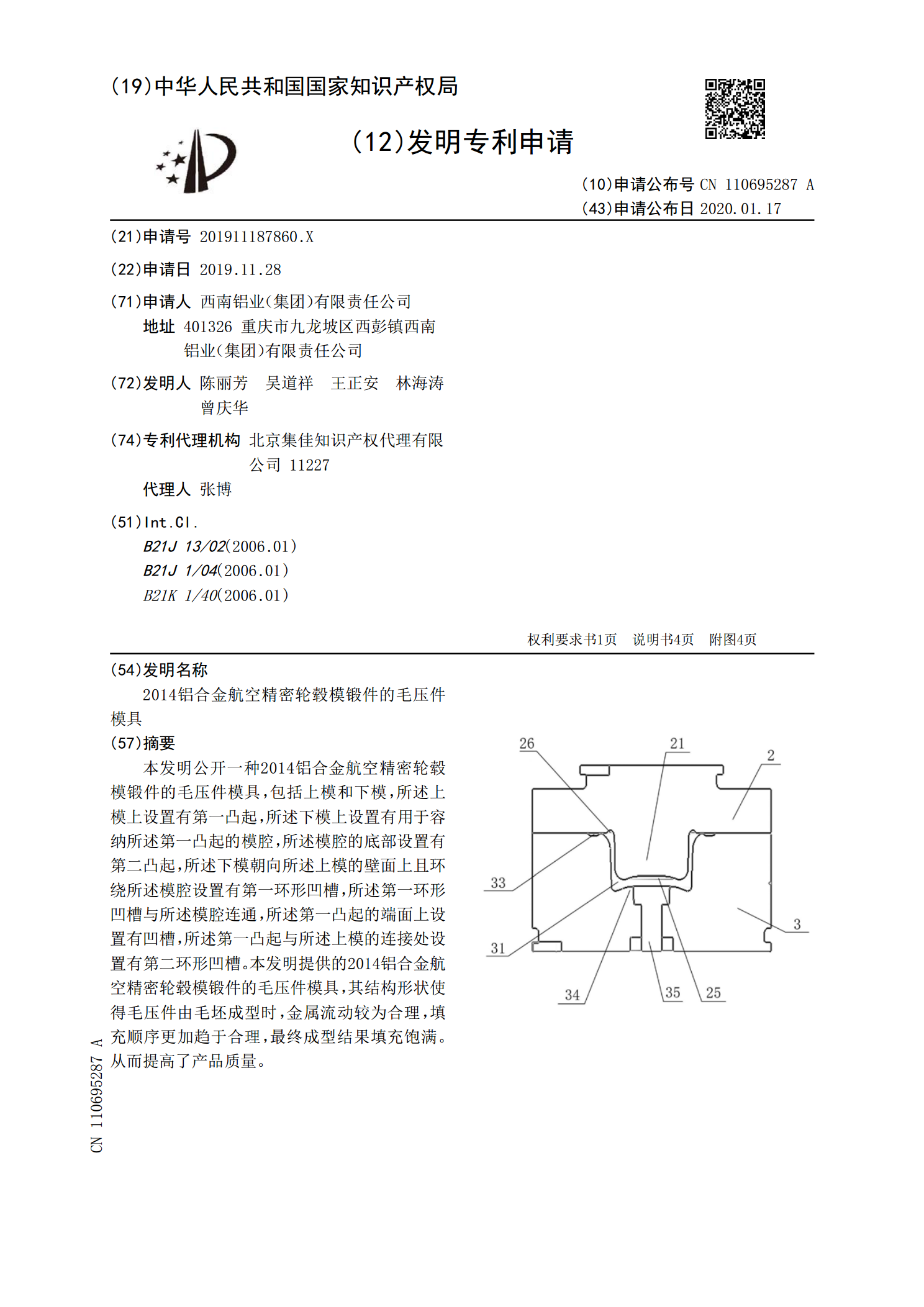
2014铝合金航空精密轮毂模锻件的毛压件模具.pdf
本发明公开一种2014铝合金航空精密轮毂模锻件的毛压件模具,包括上模和下模,所述上模上设置有第一凸起,所述下模上设置有用于容纳所述第一凸起的模腔,所述模腔的底部设置有第二凸起,所述下模朝向所述上模的壁面上且环绕所述模腔设置有第一环形凹槽,所述第一环形凹槽与所述模腔连通,所述第一凸起的端面上设置有凹槽,所述第一凸起与所述上模的连接处设置有第二环形凹槽。本发明提供的2014铝合金航空精密轮毂模锻件的毛压件模具,其结构形状使得毛压件由毛坯成型时,金属流动较为合理,填充顺序更加趋于合理,最终成型结果填充饱满。从而

2014铝合金航空精密轮毂模锻件的终压件制作方法.pdf
本发明公开一种2014铝合金航空精密轮毂模锻件的终压件制作方法,包括:上一工序的预压件材质为2014铝合金,预压件出炉温度不低于450℃,运输至终压模具,运输完成后的最低温度为409℃,终压模具材质为5CrNiMo,将终压模具加热至不低于430℃,其合模转运的时间为13min‑17min,到达压机时,终压模具型腔温度不小于430℃,终压模具外壁温度为300℃‑400℃,终压模具平均温度为417℃,上下模分离安装在压机上的时间为13min‑17min,此时终压模具型腔温度为338℃‑413℃,终压模具平均温
2014铝合金航空精密轮毂模锻件的预压件模具.pdf
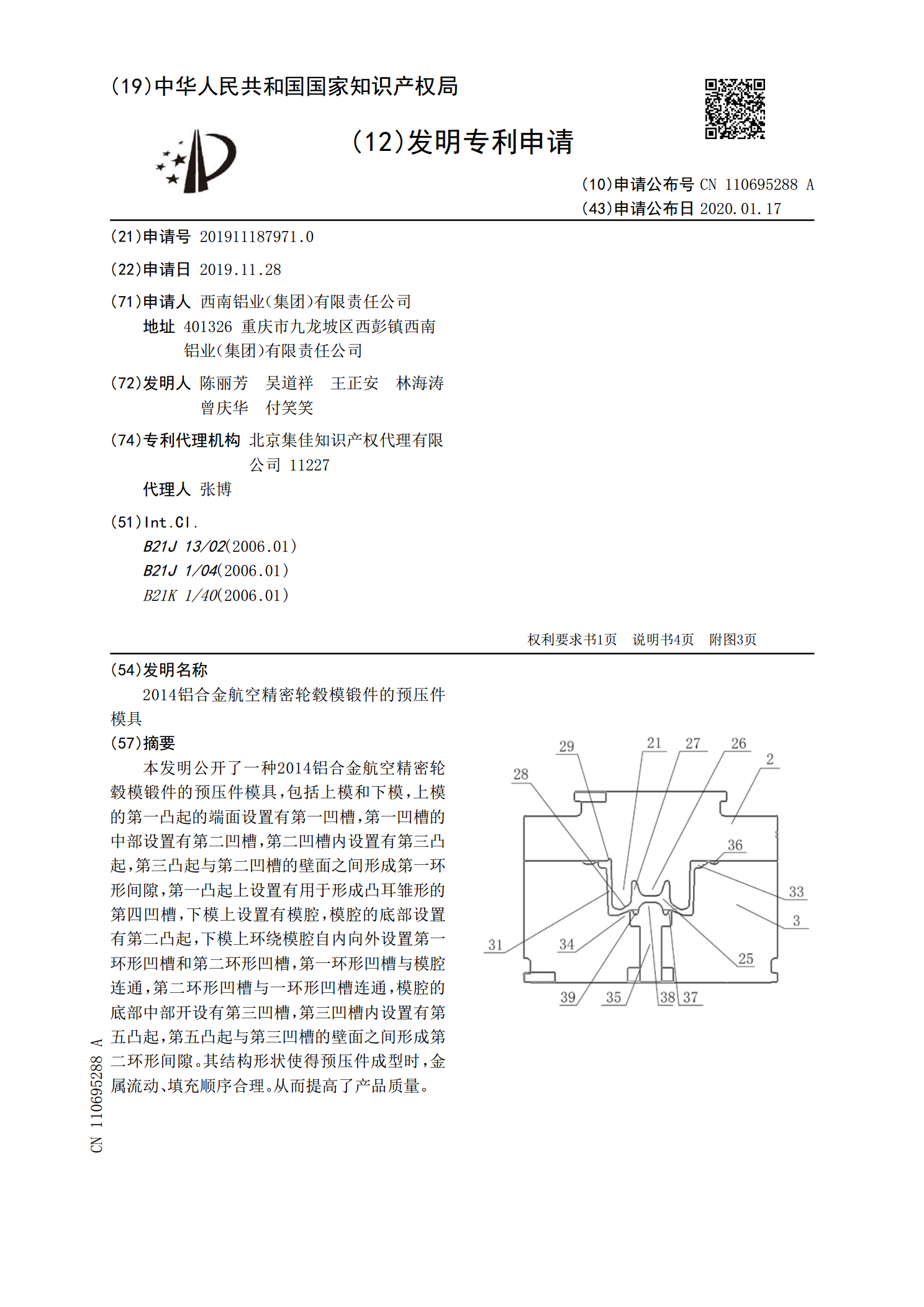
本发明公开了一种2014铝合金航空精密轮毂模锻件的预压件模具,包括上模和下模,上模的第一凸起的端面设置有第一凹槽,第一凹槽的中部设置有第二凹槽,第二凹槽内设置有第三凸起,第三凸起与第二凹槽的壁面之间形成第一环形间隙,第一凸起上设置有用于形成凸耳雏形的第四凹槽,下模上设置有模腔,模腔的底部设置有第二凸起,下模上环绕模腔自内向外设置第一环形凹槽和第二环形凹槽,第一环形凹槽与模腔连通,第二环形凹槽与一环形凹槽连通,模腔的底部中部开设有第三凹槽,第三凹槽内设置有第五凸起,第五凸起与第三凹槽的壁面之间形成第二环形间
2014铝合金航空精密轮毂模锻件的毛压件制作方法.pdf
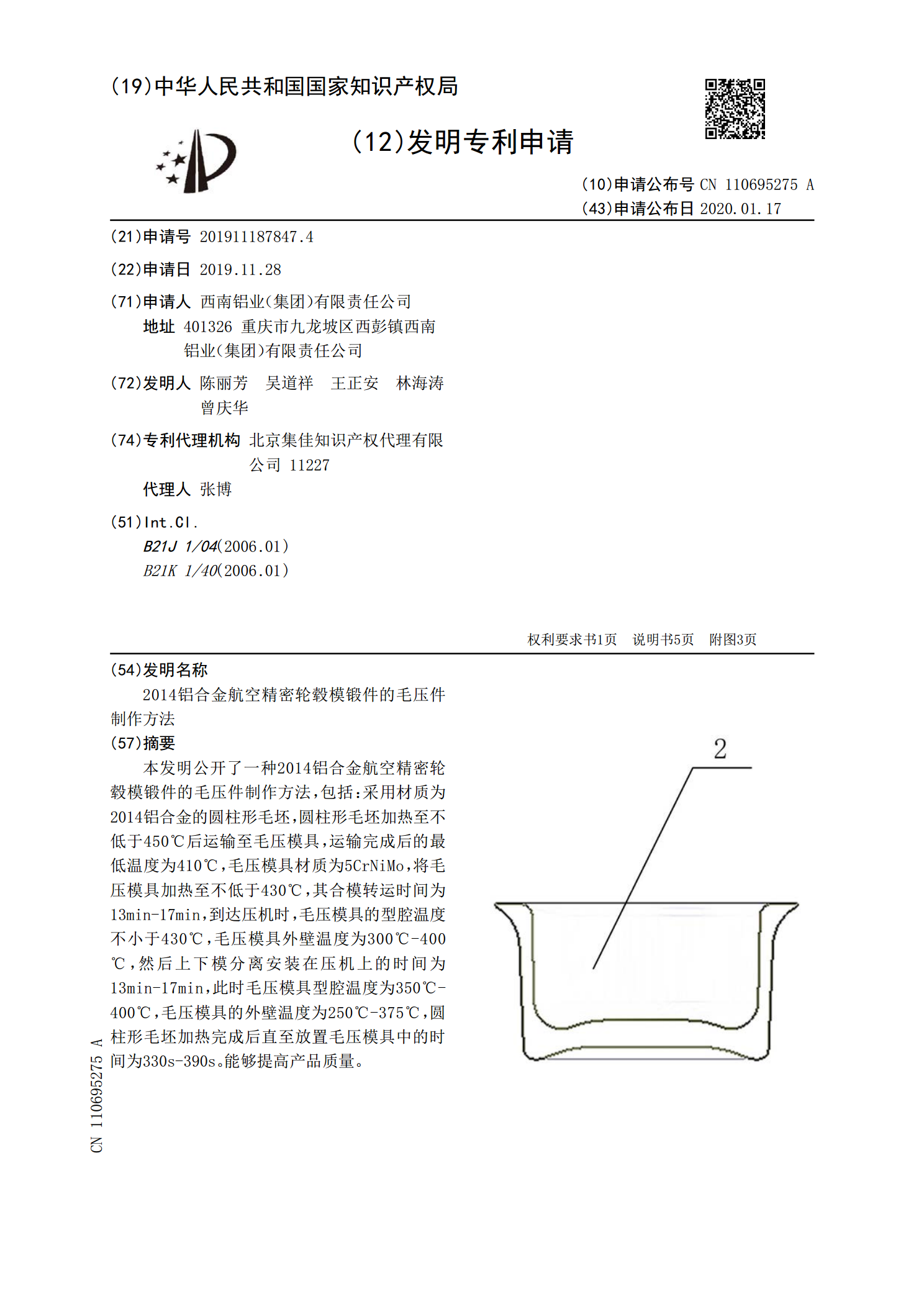
本发明公开了一种2014铝合金航空精密轮毂模锻件的毛压件制作方法,包括:采用材质为2014铝合金的圆柱形毛坯,圆柱形毛坯加热至不低于450℃后运输至毛压模具,运输完成后的最低温度为410℃,毛压模具材质为5CrNiMo,将毛压模具加热至不低于430℃,其合模转运时间为13min‑17min,到达压机时,毛压模具的型腔温度不小于430℃,毛压模具外壁温度为300℃‑400℃,然后上下模分离安装在压机上的时间为13min‑17min,此时毛压模具型腔温度为350℃‑400℃,毛压模具的外壁温度为250℃‑37