
2014铝合金轮毂模锻件的无锆毛坯均热及冷却方法.pdf

一条****轩吗

1/10

2/10
3/10
4/10

5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

2014铝合金轮毂模锻件的无锆毛坯均热及冷却方法.pdf
本发明公开一种2014铝合金轮毂模锻件的无锆毛坯均热及冷却方法,第一级加热:以每小时55±5℃进行升温,至450℃‑480℃±5℃后,保温450±5℃时间4.5‑5.5小时;第二级加热:以每小时10±5℃进行升温,至505℃‑525℃±5℃后,保温505±5℃时间29‑35小时;第一级冷却;风冷80‑100分钟,风机转向频率为15‑30min/次;第二级冷却:同时风冷和雾冷80‑100分钟,风机转向频率为15‑30min/次,雾冷所用水的水流量为10‑20m
2014铝合金轮毂模锻件的有锆毛坯均热及冷却方法.pdf
本发明公开一种2014铝合金轮毂模锻件的有锆毛坯均热及冷却方法,第一级加热:以每小时55±5℃升温,至400±5℃后,保温9‑11小时;第二级加热:以每小时10±5℃升温,至450±5℃后,保温4.5‑5.5小时;第三级加热:以每小时5±5℃升温,至505±5℃后,保温29‑31小时;第一级冷却;风冷80‑100分钟,风机转向频率15‑30min/次;第二级冷却:同时风冷和雾冷80‑100分钟,风机转向频率为15‑30min/次,雾冷所用水的水流量为10‑20m

一种2014铝合金航空精密轮毂模锻件的无锆毛坯.pdf
本发明公开了一种2014铝合金航空精密轮毂模锻件的无锆毛坯,包含0.65%‑0.75%Si,Fe≤0.10%,4.00%‑4.40%Cu,0.70%‑0.90%Mn,0.45%‑0.55%Mg,0.04%‑0.07%Cr,Zn≤0.20%,Ti≤0.15%。其性能较好,无论是模锻平行晶粒方向以及垂直晶粒方向的屈服强度、抗拉强度和断后伸长率,还是自由锻或者轧环切向以及轴向的屈服强度、抗拉强度和断后伸长率,均高于现有技术中的AMS4133E标准,并且疲劳寿命测试的成绩优异,使用本发明提供的2014铝合金航空精
一种2014铝合金轮毂模锻件的有锆毛坯.pdf
本发明公开了一种2014铝合金轮毂模锻件的有锆毛坯,有锆毛坯包含0.65%‑0.75%Si,Fe≤0.10%,4.00%‑4.40%Cu,0.60%‑0.80%Mn,0.45%‑0.55%Mg,Cr≤0.10%,Zn≤0.25%,0.09%‑0.11%Zr,Ti≤0.15%。其性能较好,无论是模锻平行晶粒方向以及垂直晶粒方向的屈服强度、抗拉强度和断后伸长率,还是自由锻或者轧环切向以及轴向的屈服强度、抗拉强度和断后伸长率,均高于AMS4133E标准,并且疲劳寿命测试的成绩优异,使用本发明提供的2014铝合金
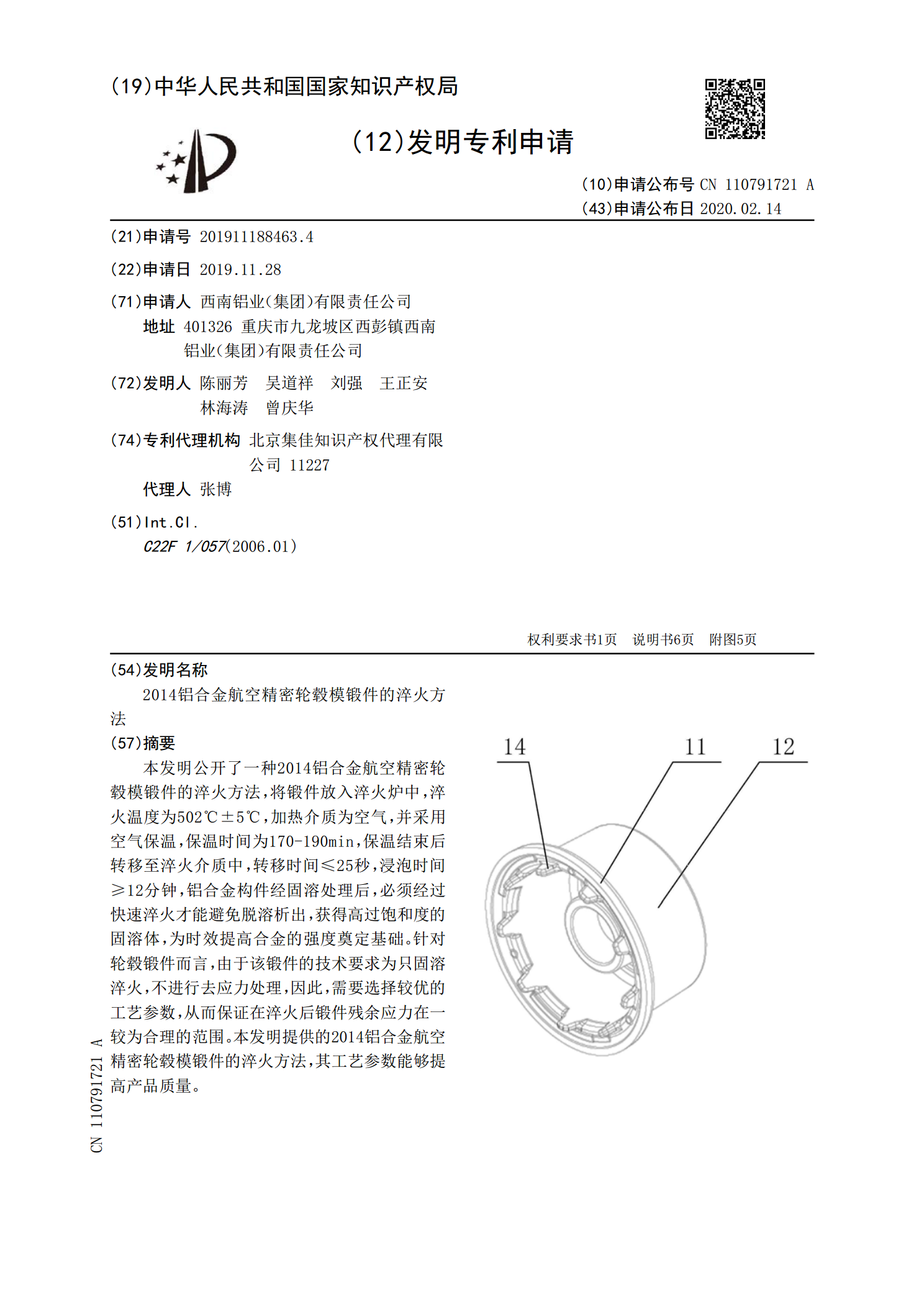
2014铝合金航空精密轮毂模锻件的淬火方法.pdf
本发明公开了一种2014铝合金航空精密轮毂模锻件的淬火方法,将锻件放入淬火炉中,淬火温度为502℃±5℃,加热介质为空气,并采用空气保温,保温时间为170‑190min,保温结束后转移至淬火介质中,转移时间≤25秒,浸泡时间≥12分钟,铝合金构件经固溶处理后,必须经过快速淬火才能避免脱溶析出,获得高过饱和度的固溶体,为时效提高合金的强度奠定基础。针对轮毂锻件而言,由于该锻件的技术要求为只固溶淬火,不进行去应力处理,因此,需要选择较优的工艺参数,从而保证在淬火后锻件残余应力在一较为合理的范围。本发明提供的2