
手机机身边框坯料折弯加工工艺.pdf

努力****承悦

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

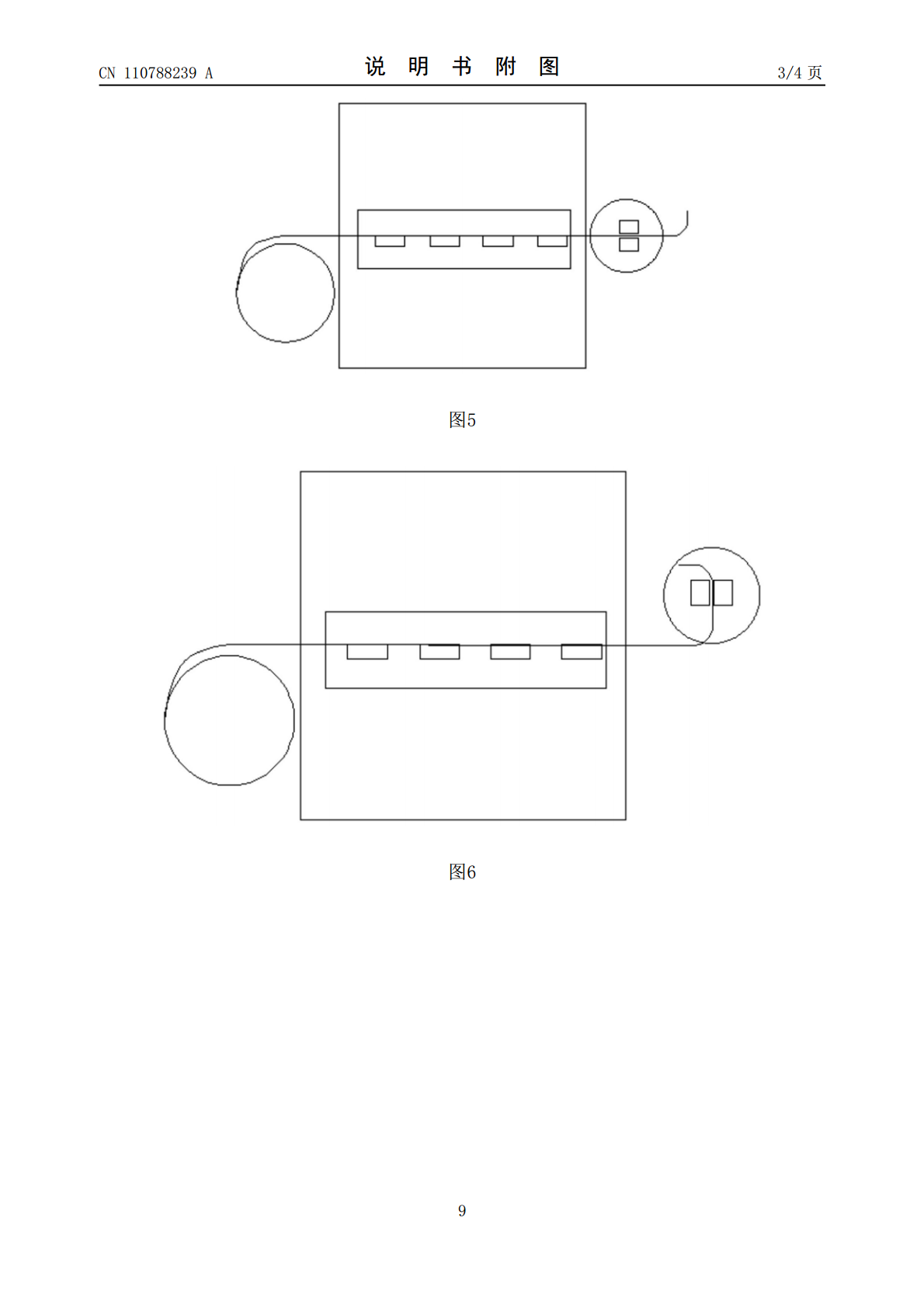
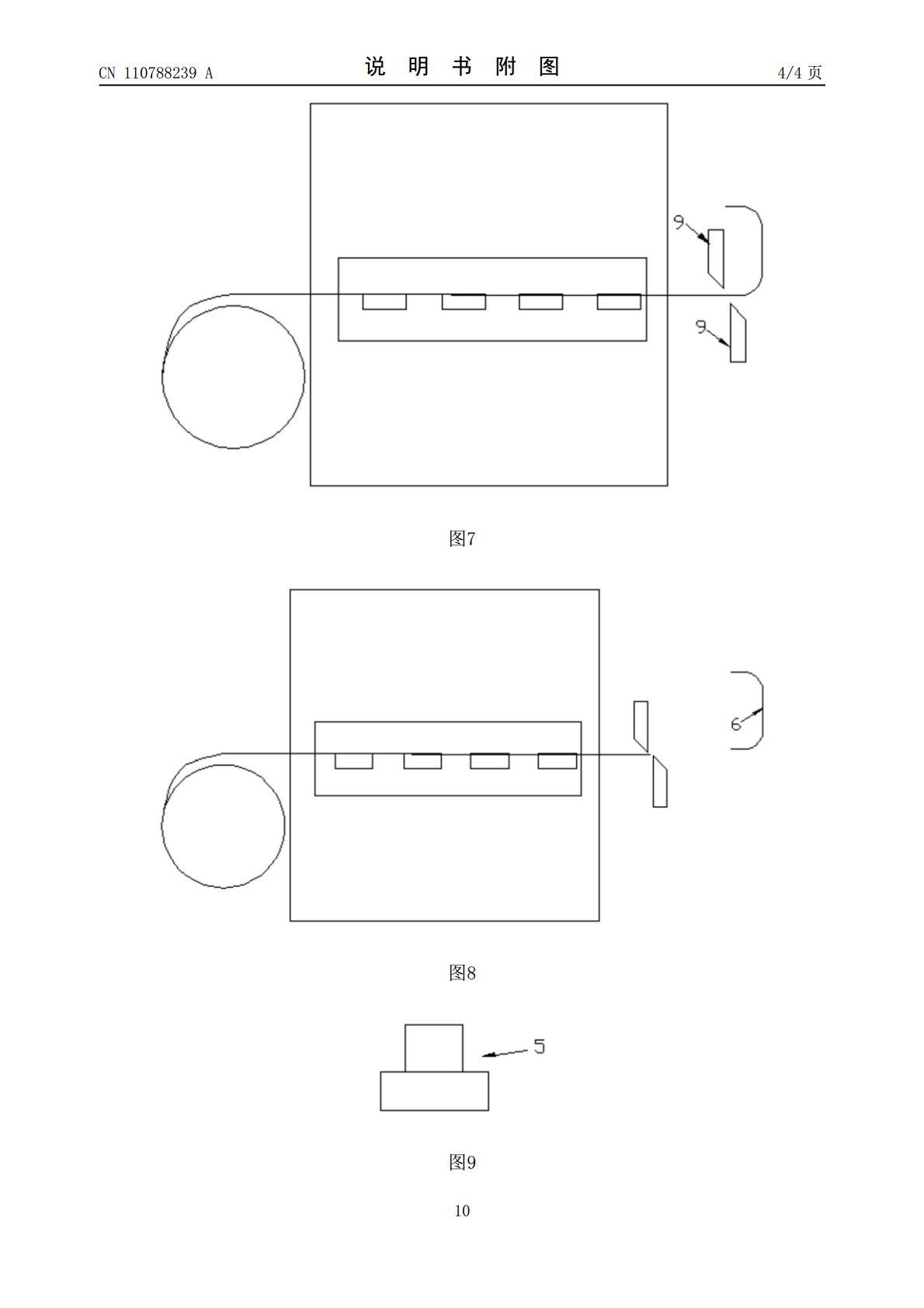
手机机身边框坯料折弯加工工艺.pdf
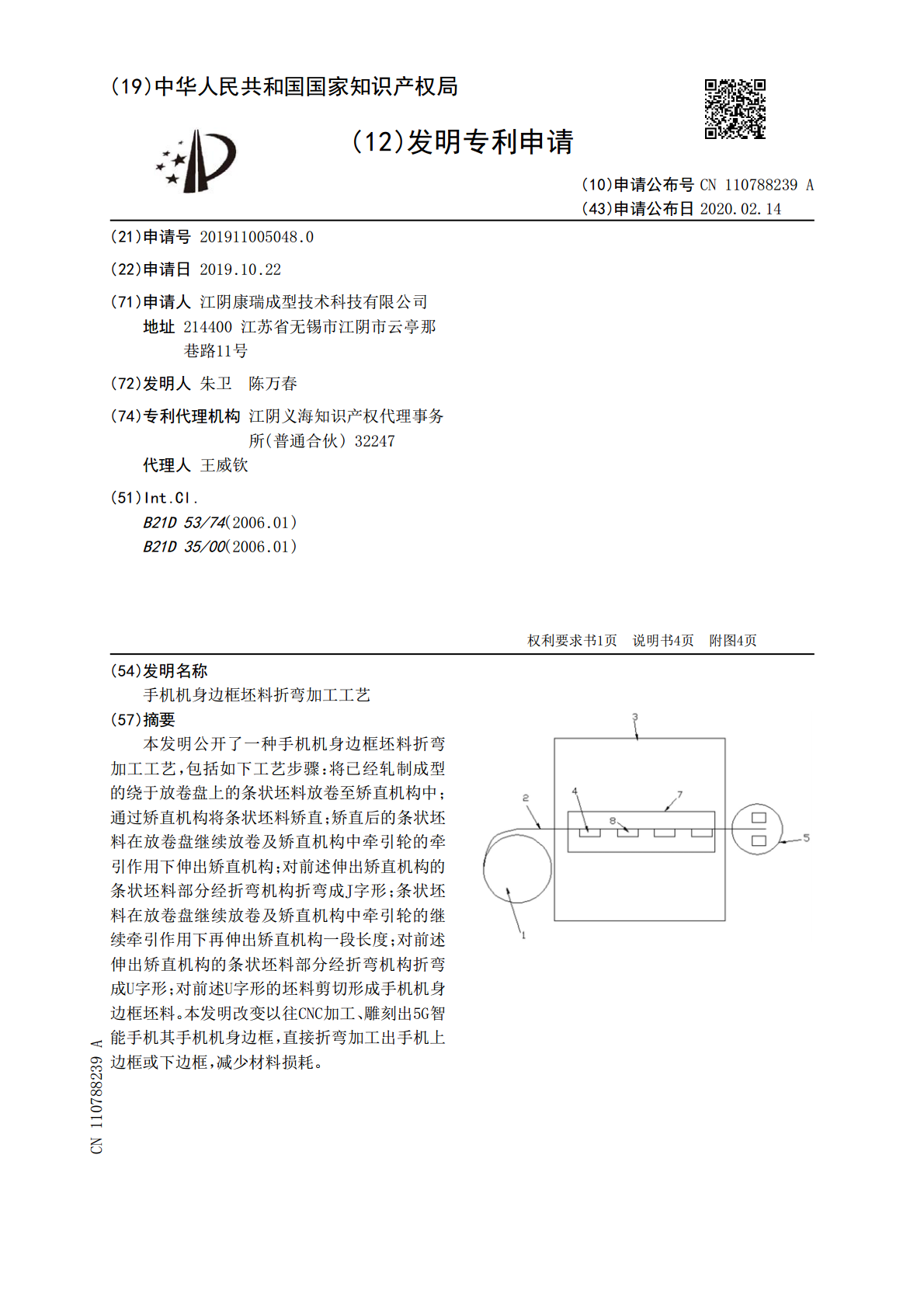
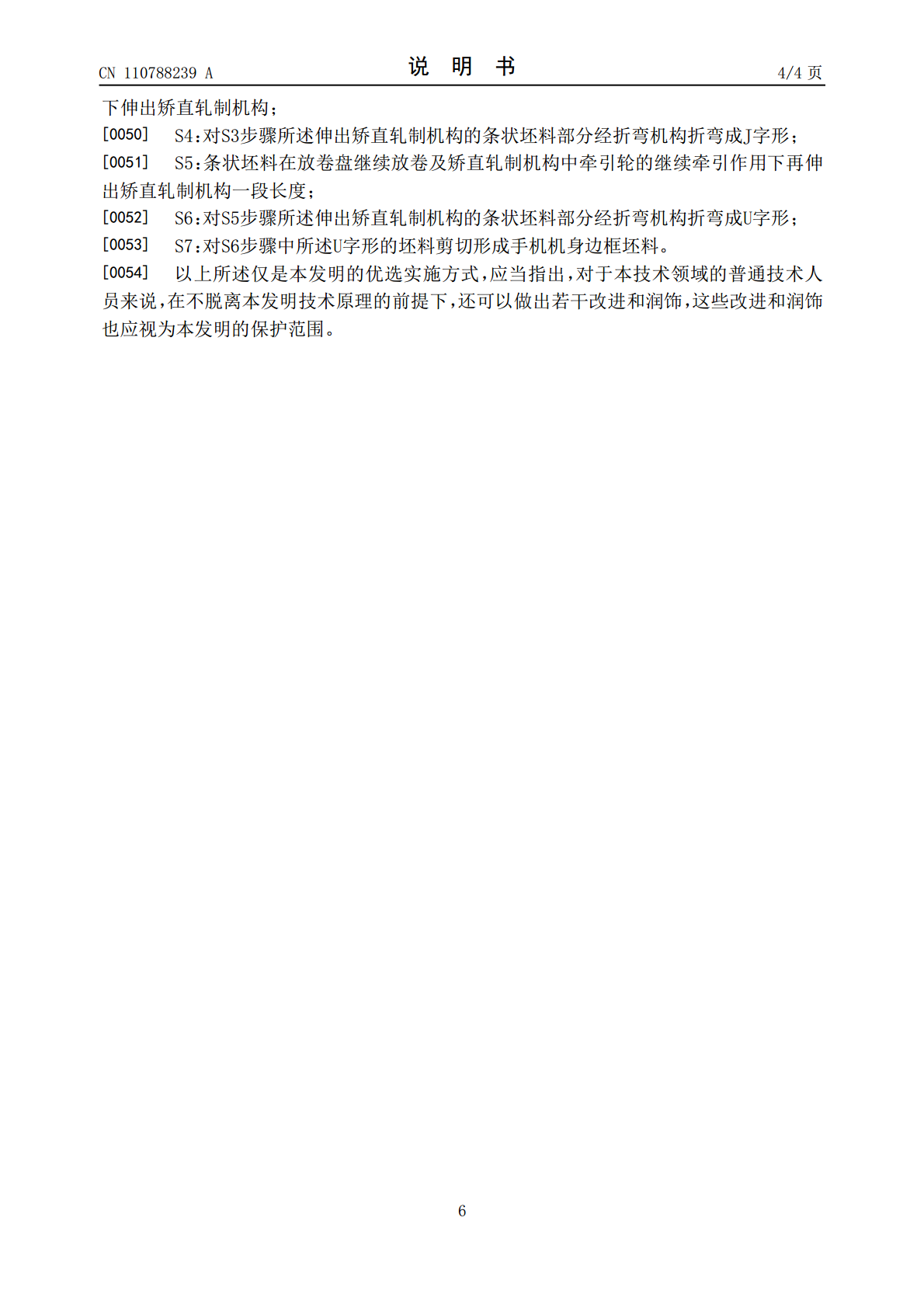
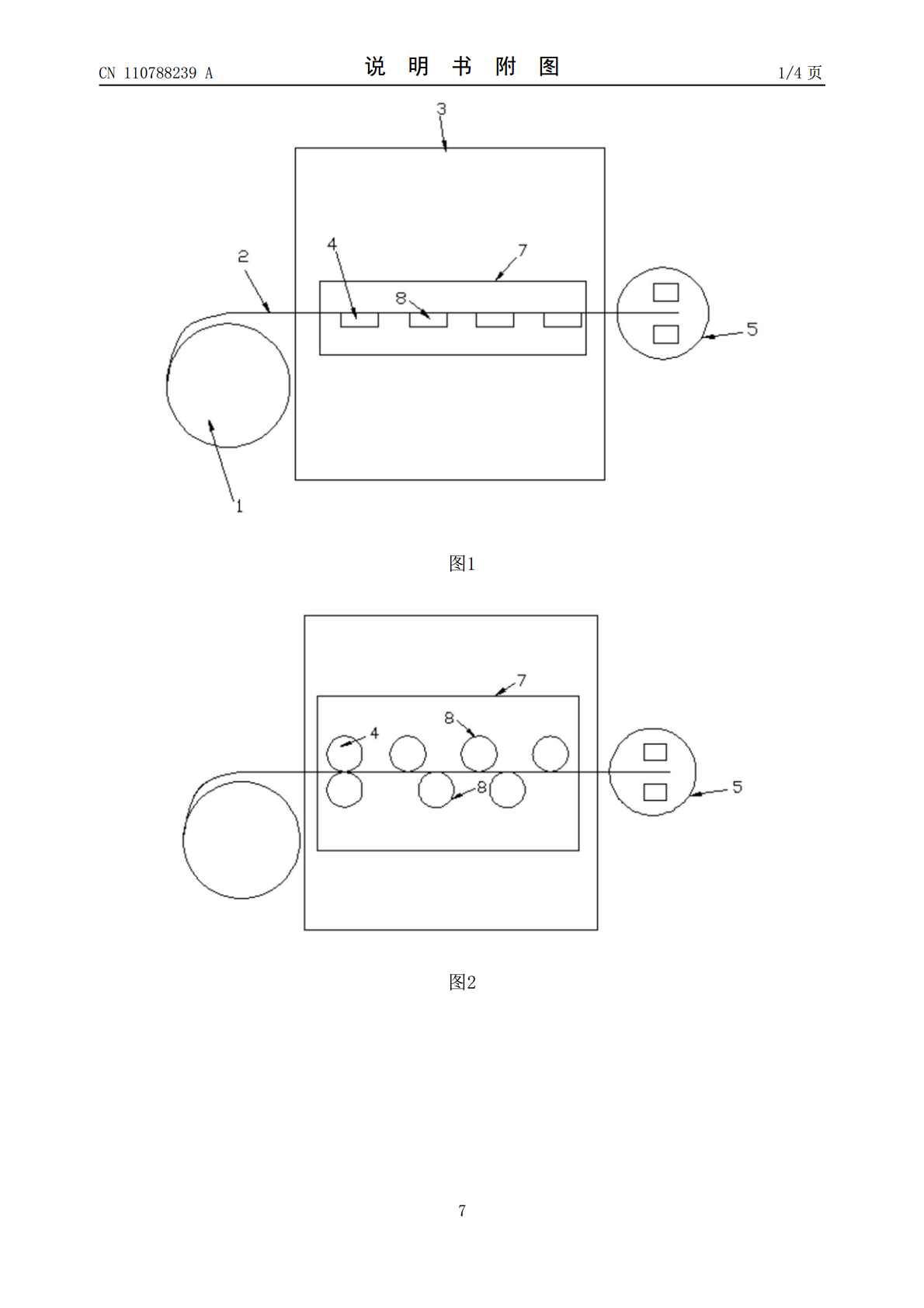
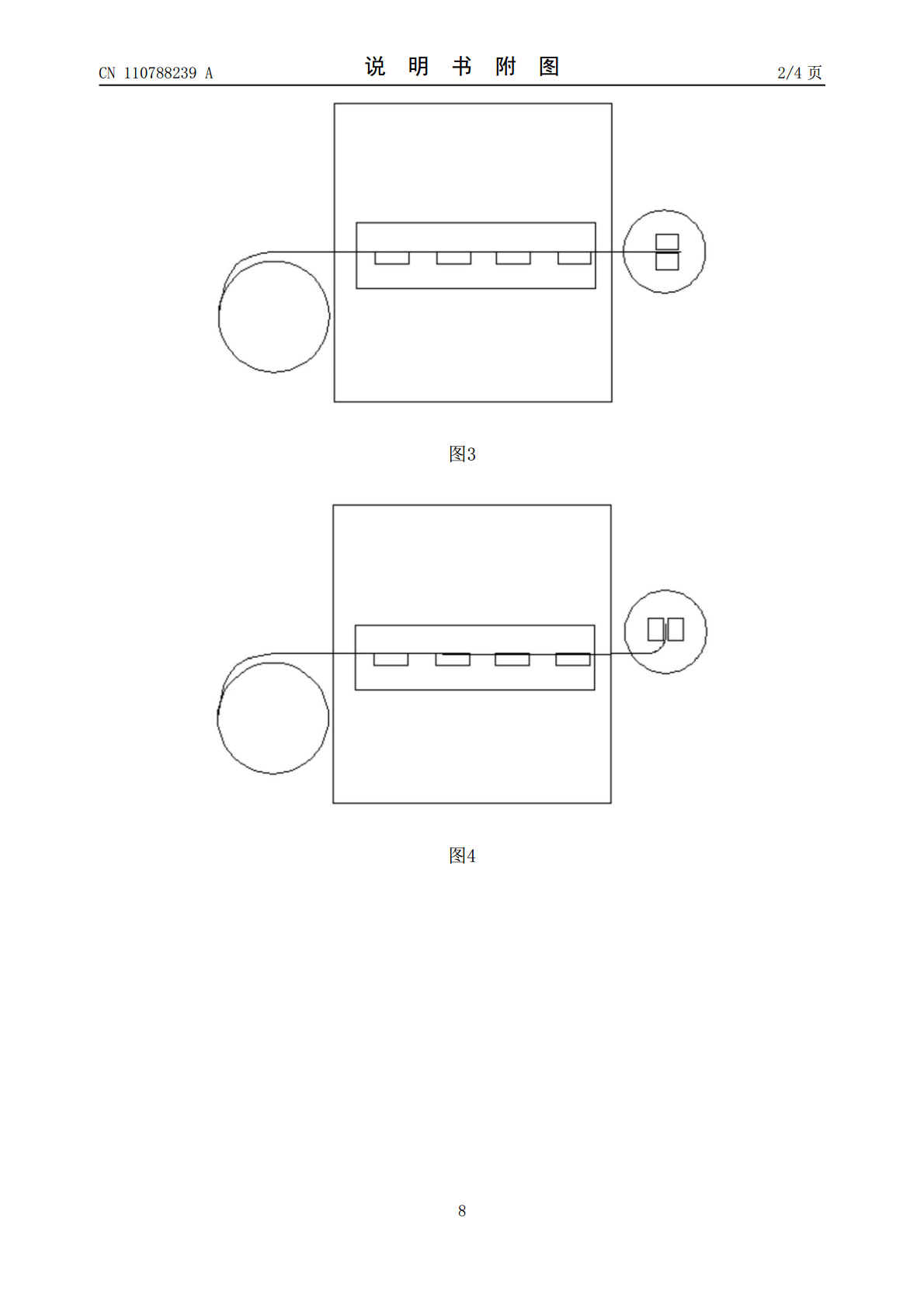
本发明公开了一种手机机身边框坯料折弯加工工艺,包括如下工艺步骤:将已经轧制成型的绕于放卷盘上的条状坯料放卷至矫直机构中;通过矫直机构将条状坯料矫直;矫直后的条状坯料在放卷盘继续放卷及矫直机构中牵引轮的牵引作用下伸出矫直机构;对前述伸出矫直机构的条状坯料部分经折弯机构折弯成J字形;条状坯料在放卷盘继续放卷及矫直机构中牵引轮的继续牵引作用下再伸出矫直机构一段长度;对前述伸出矫直机构的条状坯料部分经折弯机构折弯成U字形;对前述U字形的坯料剪切形成手机机身边框坯料。本发明改变以往CNC加工、雕刻出5G智能手机其手
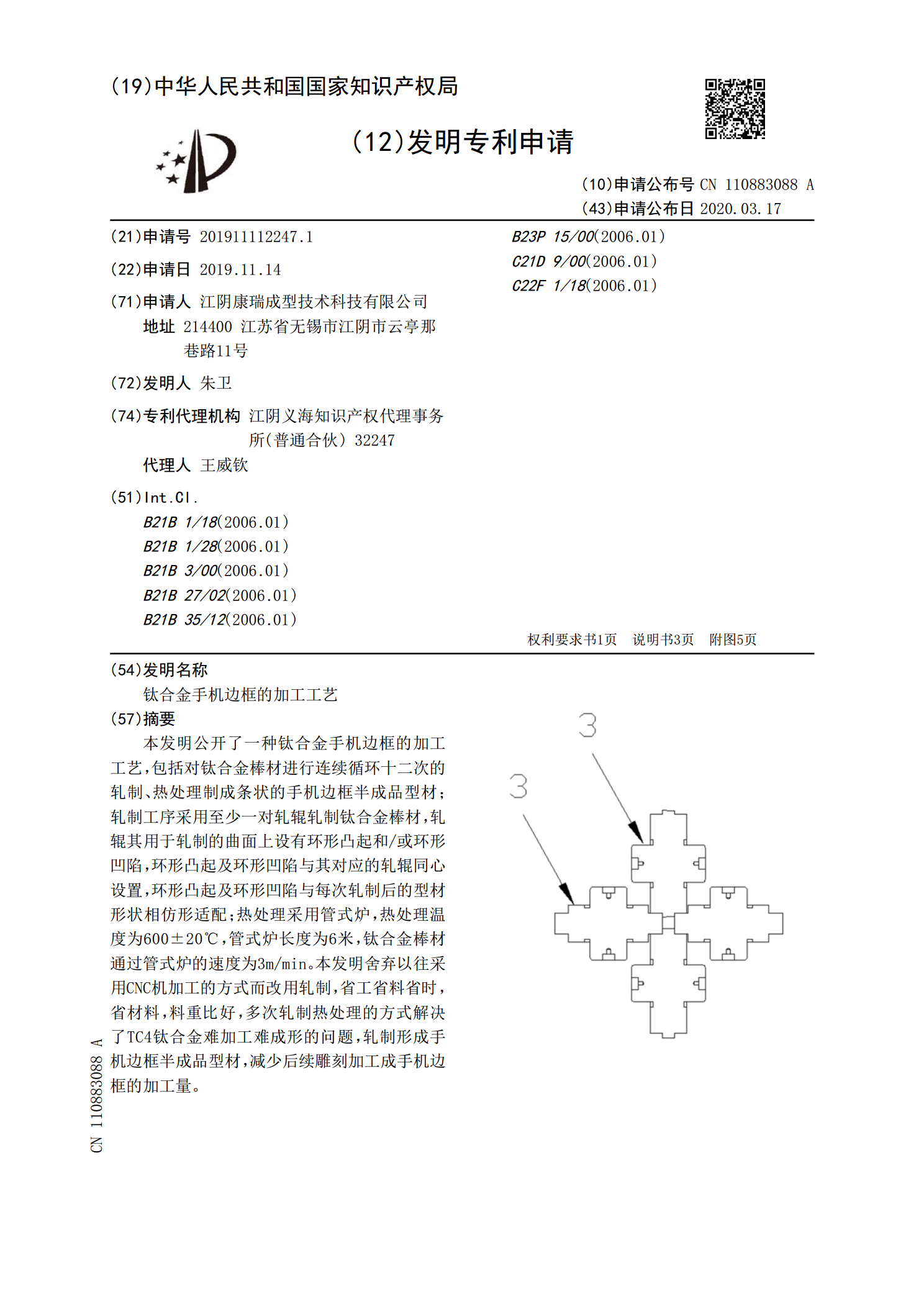
钛合金手机边框的加工工艺.pdf
本发明公开了一种钛合金手机边框的加工工艺,包括对钛合金棒材进行连续循环十二次的轧制、热处理制成条状的手机边框半成品型材;轧制工序采用至少一对轧辊轧制钛合金棒材,轧辊其用于轧制的曲面上设有环形凸起和/或环形凹陷,环形凸起及环形凹陷与其对应的轧辊同心设置,环形凸起及环形凹陷与每次轧制后的型材形状相仿形适配;热处理采用管式炉,热处理温度为600±20℃,管式炉长度为6米,钛合金棒材通过管式炉的速度为3m/min。本发明舍弃以往采用CNC机加工的方式而改用轧制,省工省料省时,省材料,料重比好,多次轧制热处理的方式
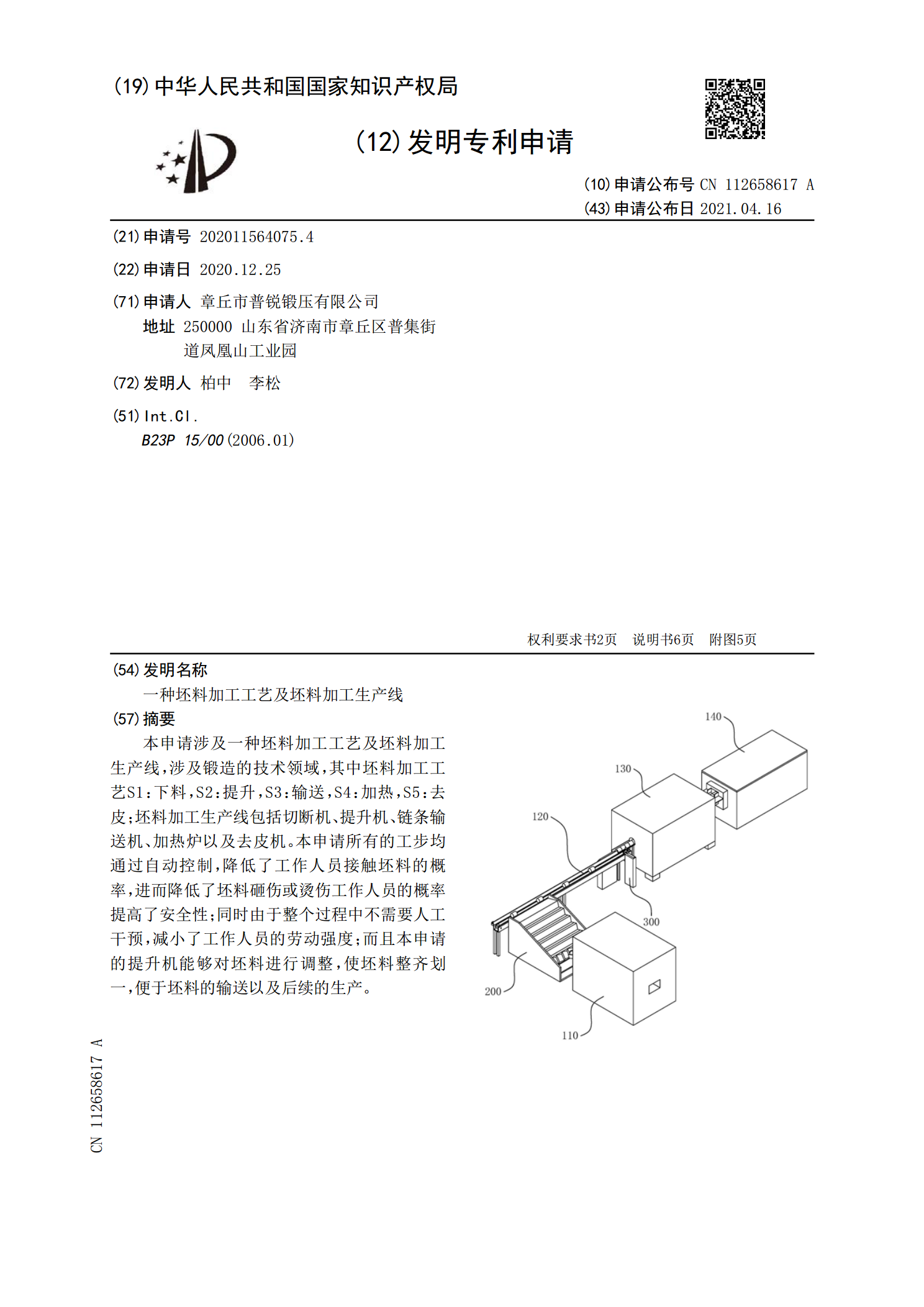
一种坯料加工工艺及坯料加工生产线.pdf
本申请涉及一种坯料加工工艺及坯料加工生产线,涉及锻造的技术领域,其中坯料加工工艺S1:下料,S2:提升,S3:输送,S4:加热,S5:去皮;坯料加工生产线包括切断机、提升机、链条输送机、加热炉以及去皮机。本申请所有的工步均通过自动控制,降低了工作人员接触坯料的概率,进而降低了坯料砸伤或烫伤工作人员的概率提高了安全性;同时由于整个过程中不需要人工干预,减小了工作人员的劳动强度;而且本申请的提升机能够对坯料进行调整,使坯料整齐划一,便于坯料的输送以及后续的生产。
钣金折弯加工工艺.doc
编著:代利军绪言在金属材料中,原子之间作用着相当大的力,足以抵抗重力的作用,所以在没有其它外力作用的条件下,金属物体将保持自有的形状和尺寸。弹性变形-----当物体受到外力作用之后,它的形状和尺寸将发生变化即变形,变形的实质就是原子间的距离产生变化。假如作用于物体的外力去除后,由外力引起的变形随之消失,物体能完全恢复自己的原始形状和尺寸,这样的变形称为弹性变形。塑性变形-----如果作用于物体的外力去除后,物体并不能完全恢复自己的原始形状和尺寸,这样的变形称为塑性变形。塑性变形和弹性变形都是在变形体不破坏
钣金折弯加工工艺.pdf
.编著:代利军绪言精选范本.在金属材料中,原子之间作用着相当大的力,足以抵抗重力的作用,所以在没有其它外力作用的条件下,金属物体将保持自有的形状和尺寸。弹性变形-----当物体受到外力作用之后,它的形状和尺寸将发生变化即变形,变形的实质就是原子间的距离产生变化。假如作用于物体的外力去除后,由外力引起的变形随之消失,物体能完全恢复自己的原始形状和尺寸,这样的变形称为弹性变形。塑性变形-----如果作用于物体的外力去除后,物体并不能完全恢复自己的原始形状和尺寸,这样的变形称为塑性变形。塑性变形和弹性变形都是在