
钣金折弯加工工艺.pdf

文库****品店

1/10
2/10
3/10

4/10
5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钣金折弯加工工艺.pdf
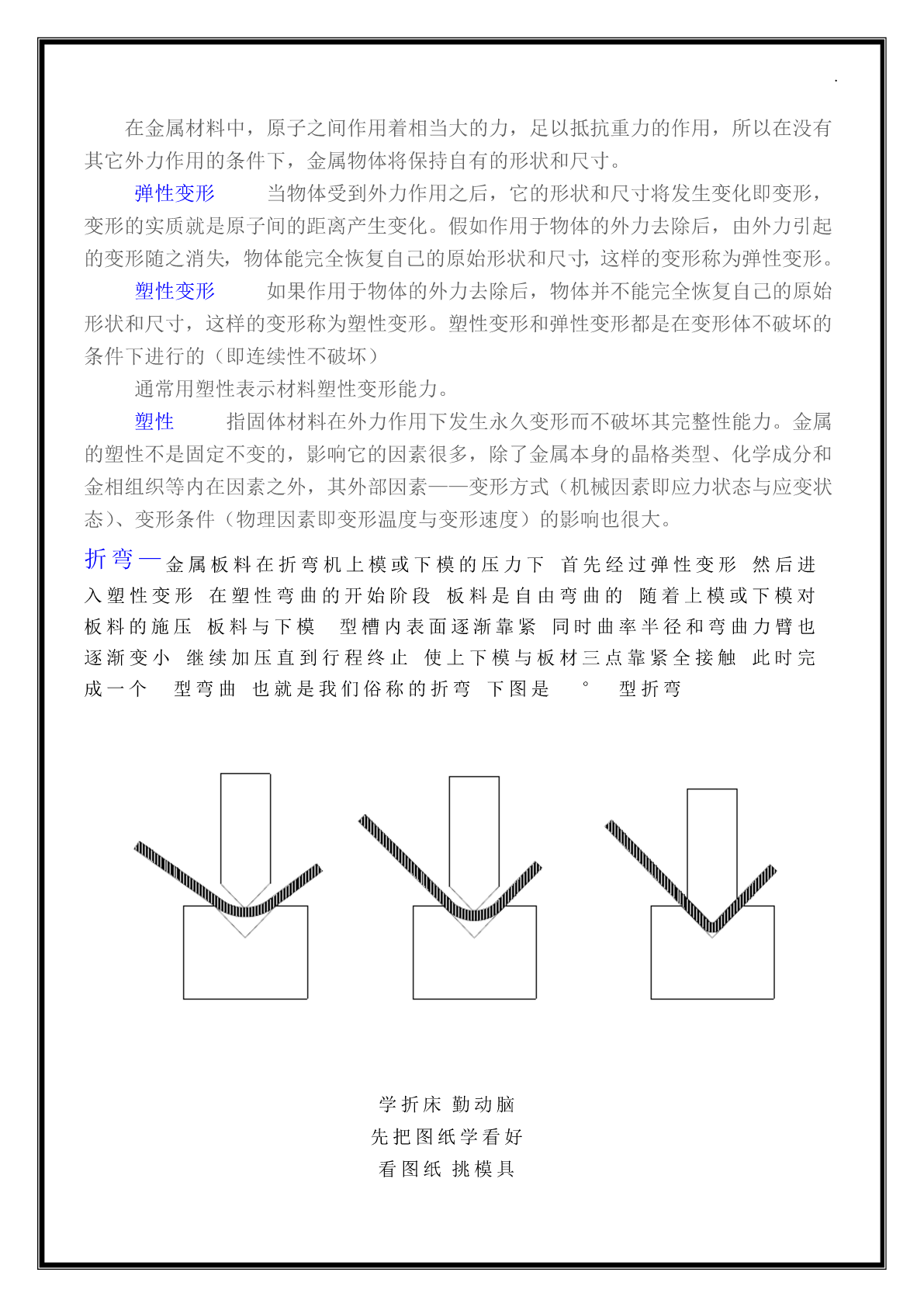
.编著:代利军绪言精选范本.在金属材料中,原子之间作用着相当大的力,足以抵抗重力的作用,所以在没有其它外力作用的条件下,金属物体将保持自有的形状和尺寸。弹性变形-----当物体受到外力作用之后,它的形状和尺寸将发生变化即变形,变形的实质就是原子间的距离产生变化。假如作用于物体的外力去除后,由外力引起的变形随之消失,物体能完全恢复自己的原始形状和尺寸,这样的变形称为弹性变形。塑性变形-----如果作用于物体的外力去除后,物体并不能完全恢复自己的原始形状和尺寸,这样的变形称为塑性变形。塑性变形和弹性变形都是在

钣金折弯加工工艺.doc
(完整word)钣金折弯加工工艺(完整word)钣金折弯加工工艺※※本文件之著作权及商业秘密内容属于嘉丰公司工程处,非经准许不得翻印※※(完整word)钣金折弯加工工艺编著:代利军绪言在金属材料中,原子之间作用着相当大的力,足以抵抗重力的作用,所以在没有其它外力作用的条件下,金属物体将保持自有的形状和尺寸。弹性变形-----当物体受到外力作用之后,它的形状和尺寸将发生变化即变形,变形的实质就是原子间的距离产生变化.假如作用于物体的外力去除后,由外力引起的变形随之消失,物体能完全恢复自己的原始形状和尺寸,这

钣金折弯加工工艺.doc
编著:代利军绪言在金属材料中,原子之间作用着相称大旳力,足以抵御重力旳作用,因此在没有其他外力作用旳条件下,金属物体将保持自有旳形状和尺寸。弹性变形-----当物体受到外力作用之后,它旳形状和尺寸将发生变化即变形,变形旳实质就是原子间旳距离产生变化。假如作用于物体旳外力清除后,由外力引起旳变形随之消失,物体能完全恢复自己旳原始形状和尺寸,这样旳变形称为弹性变形。塑性变形-----假如作用于物体旳外力清除后,物体并不能完全恢复自己旳原始形状和尺寸,这样旳变形称为塑性变形。塑性变形和弹性变形都是在变形体不破坏
钣金折弯加工工艺.doc
编著:代利军绪言在金属材料中,原子之间作用着相当大的力,足以抵抗重力的作用,所以在没有其它外力作用的条件下,金属物体将保持自有的形状和尺寸。弹性变形-----当物体受到外力作用之后,它的形状和尺寸将发生变化即变形,变形的实质就是原子间的距离产生变化。假如作用于物体的外力去除后,由外力引起的变形随之消失,物体能完全恢复自己的原始形状和尺寸,这样的变形称为弹性变形。塑性变形-----如果作用于物体的外力去除后,物体并不能完全恢复自己的原始形状和尺寸,这样的变形称为塑性变形。塑性变形和弹性变形都是在变形体不破坏

钣金折弯加工工艺.doc
编著:代利军绪言在金属材料中,原子之间作用着相当大的力,足以抵抗重力的作用,所以在没有其它外力作用的条件下,金属物体将保持自有的形状和尺寸。弹性变形-----当物体受到外力作用之后,它的形状和尺寸将发生变化即变形,变形的实质就是原子间的距离产生变化。假如作用于物体的外力去除后,由外力引起的变形随之消失,物体能完全恢复自己的原始形状和尺寸,这样的变形称为弹性变形。塑性变形-----如果作用于物体的外力去除后,物体并不能完全恢复自己的原始形状和尺寸,这样的变形称为塑性变形。塑性变形和弹性变形都是在变形体不破坏