
钛合金手机边框的加工工艺.pdf

小新****ou


1/10
2/10
3/10
4/10
5/10

6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钛合金手机边框的加工工艺.pdf
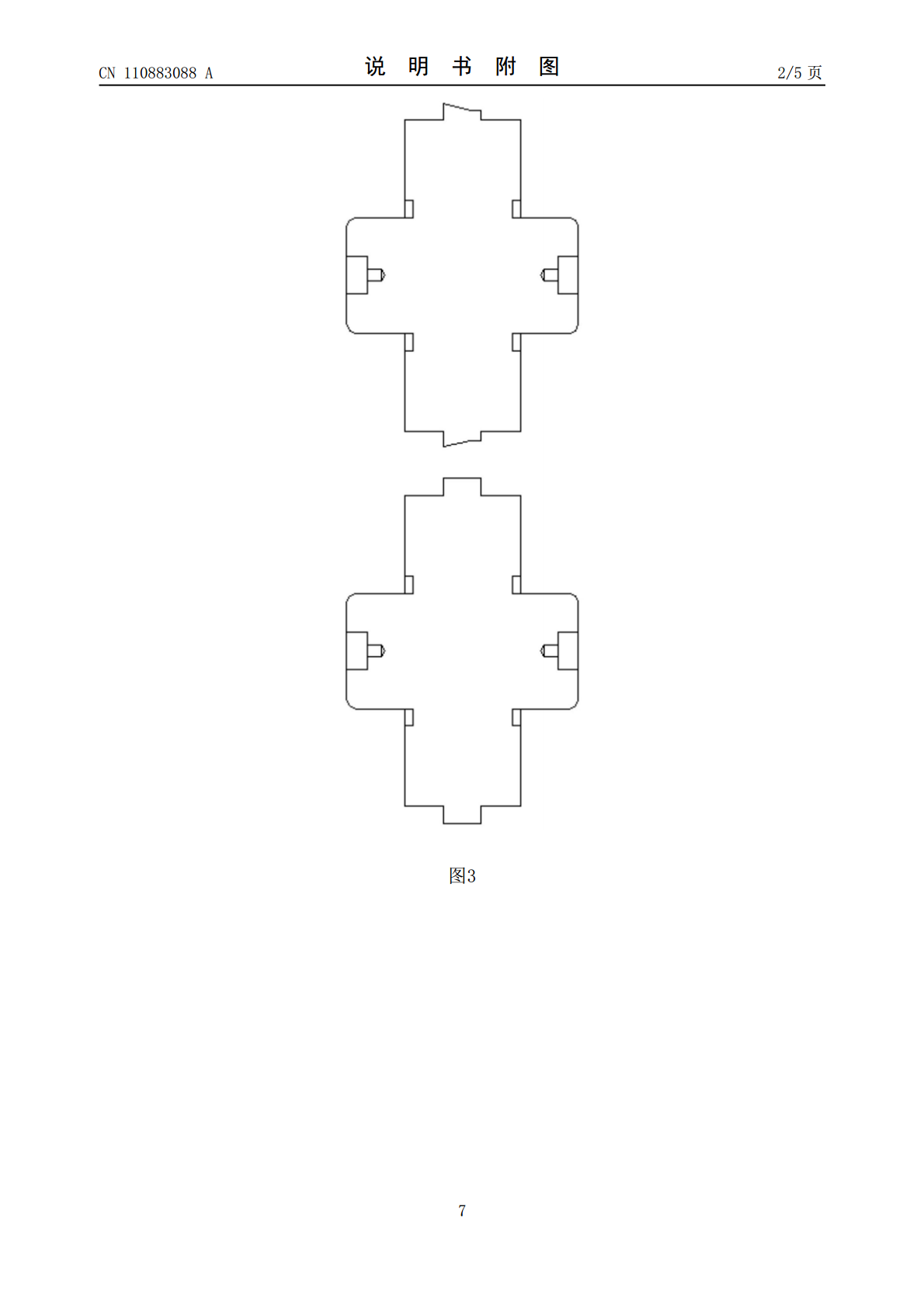
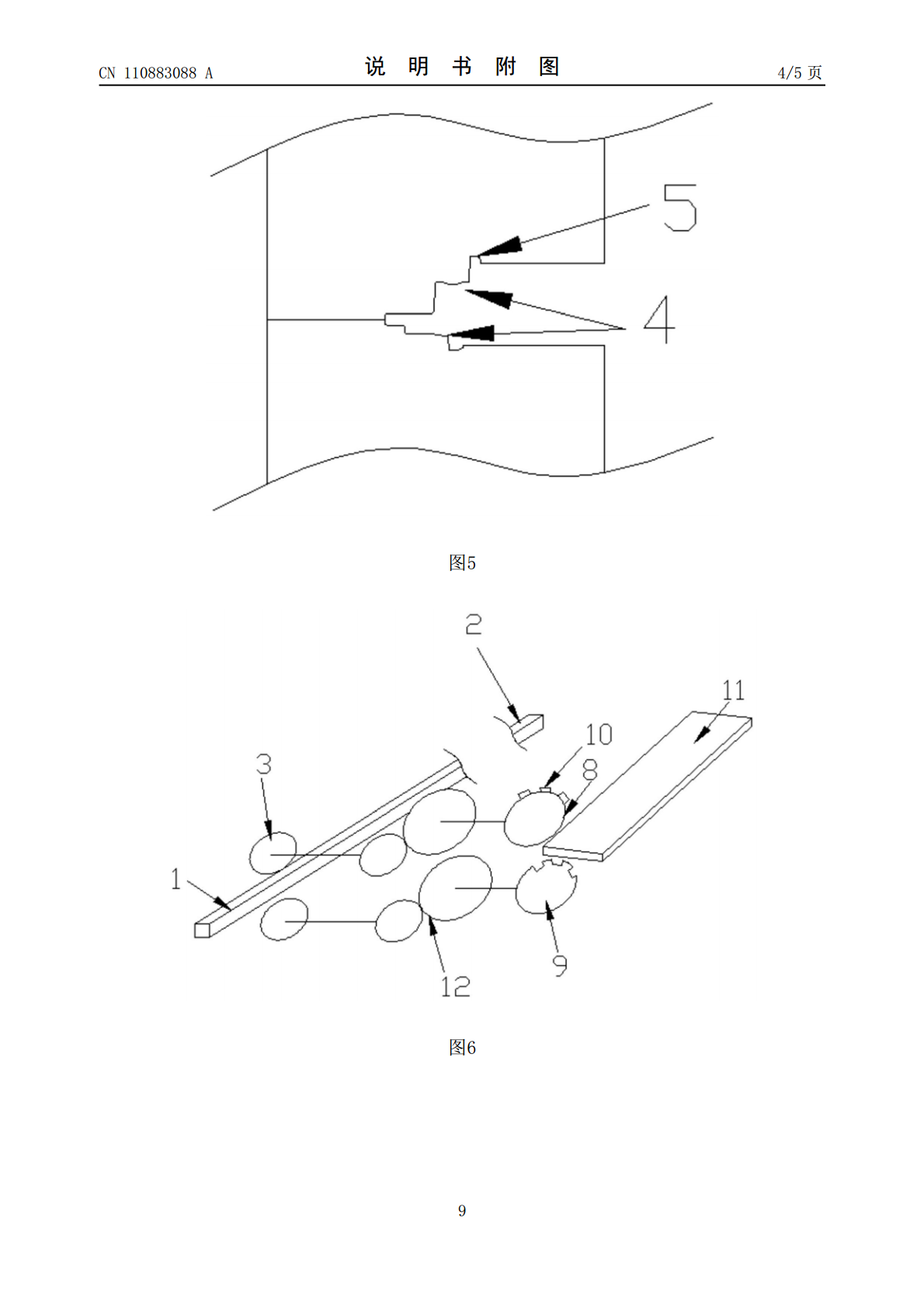
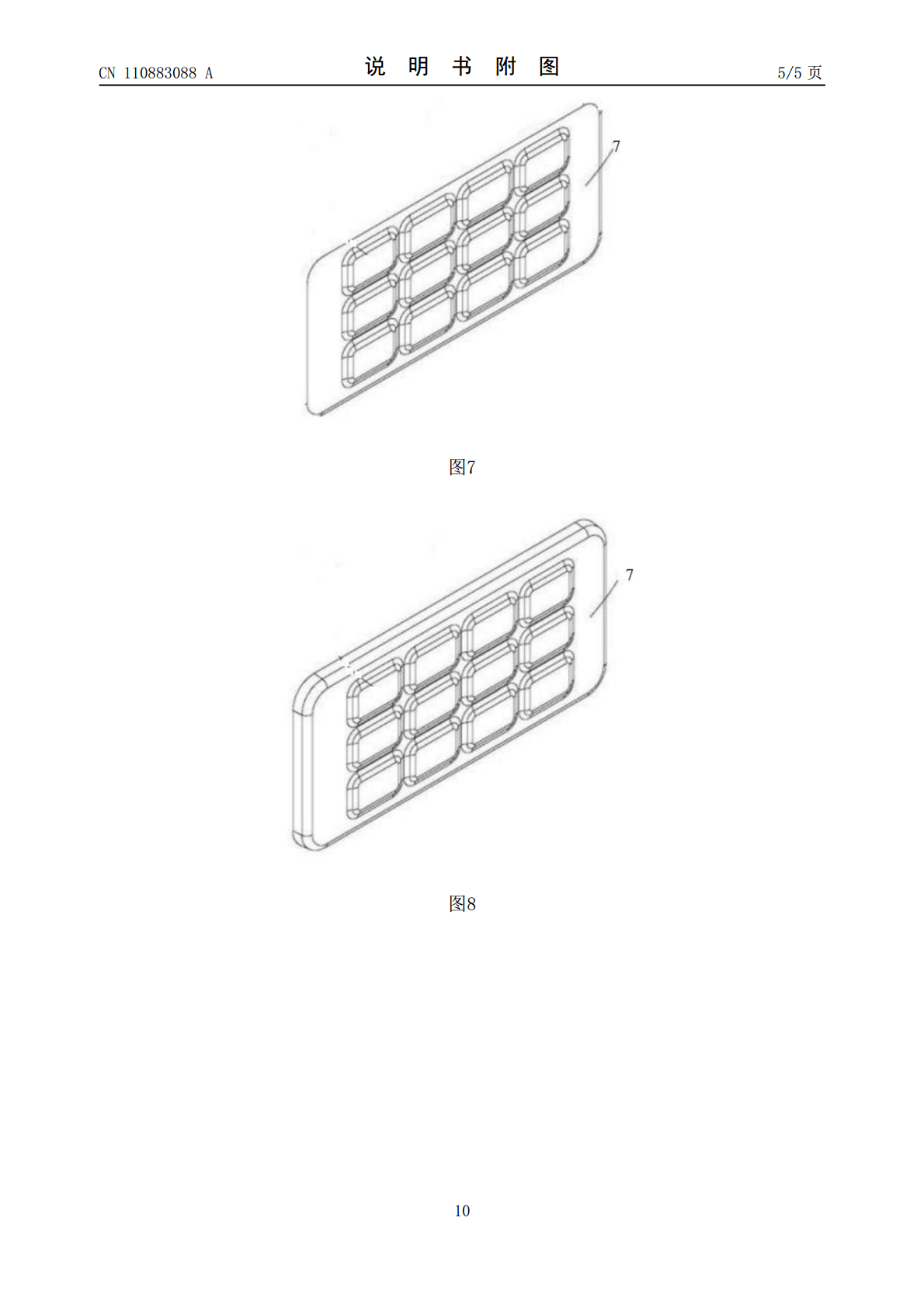
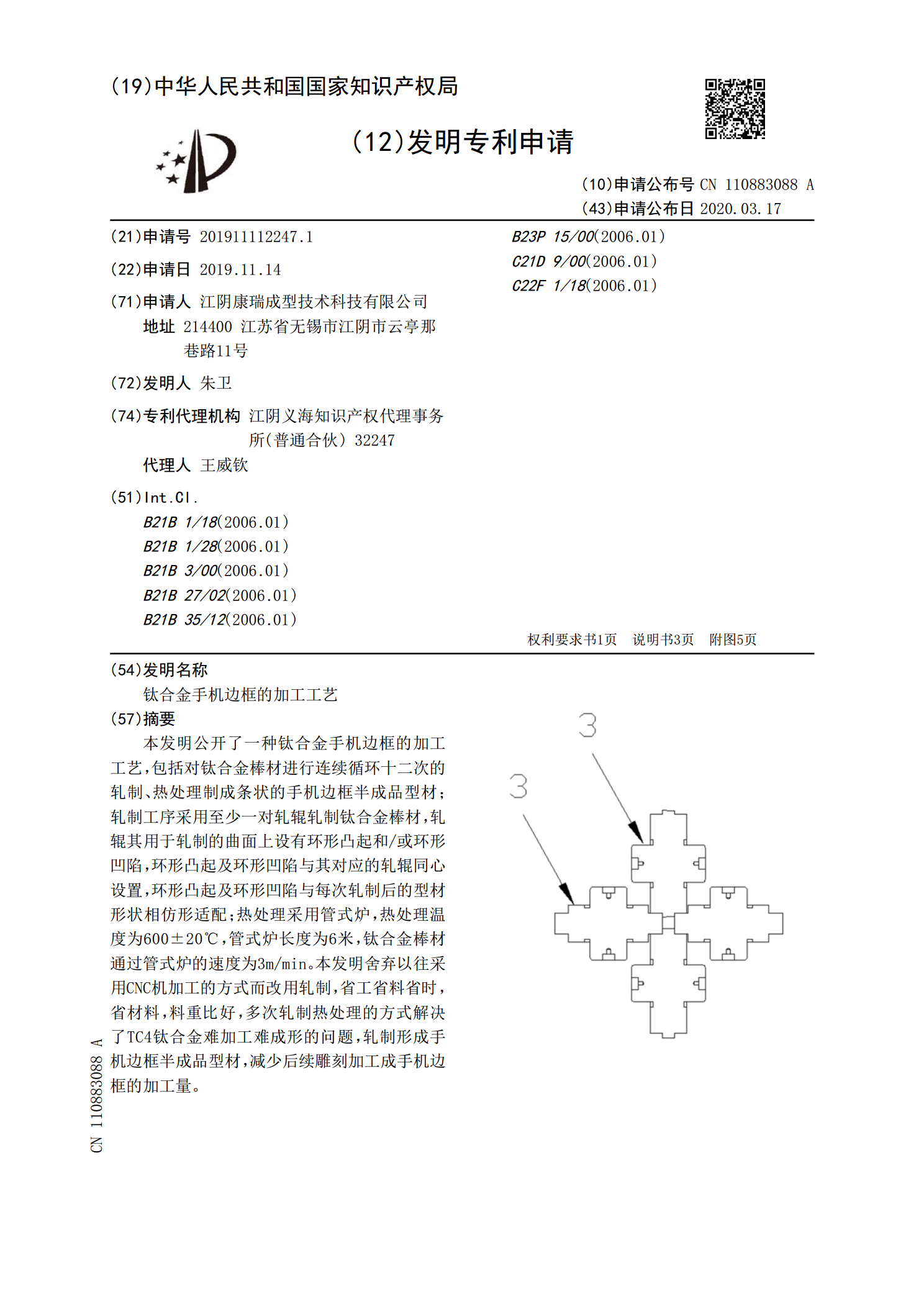
本发明公开了一种钛合金手机边框的加工工艺,包括对钛合金棒材进行连续循环十二次的轧制、热处理制成条状的手机边框半成品型材;轧制工序采用至少一对轧辊轧制钛合金棒材,轧辊其用于轧制的曲面上设有环形凸起和/或环形凹陷,环形凸起及环形凹陷与其对应的轧辊同心设置,环形凸起及环形凹陷与每次轧制后的型材形状相仿形适配;热处理采用管式炉,热处理温度为600±20℃,管式炉长度为6米,钛合金棒材通过管式炉的速度为3m/min。本发明舍弃以往采用CNC机加工的方式而改用轧制,省工省料省时,省材料,料重比好,多次轧制热处理的方式

手机机身边框坯料折弯加工工艺.pdf
本发明公开了一种手机机身边框坯料折弯加工工艺,包括如下工艺步骤:将已经轧制成型的绕于放卷盘上的条状坯料放卷至矫直机构中;通过矫直机构将条状坯料矫直;矫直后的条状坯料在放卷盘继续放卷及矫直机构中牵引轮的牵引作用下伸出矫直机构;对前述伸出矫直机构的条状坯料部分经折弯机构折弯成J字形;条状坯料在放卷盘继续放卷及矫直机构中牵引轮的继续牵引作用下再伸出矫直机构一段长度;对前述伸出矫直机构的条状坯料部分经折弯机构折弯成U字形;对前述U字形的坯料剪切形成手机机身边框坯料。本发明改变以往CNC加工、雕刻出5G智能手机其手

钛合金手机内置结构件的加工工艺.pdf
本发明公开了一种钛合金手机内置结构件的加工工艺,包括对钛合金板材或钛合金棒材进行循环十二次的挤压、热处理后制成手机内置结构件的仿形型材,热处理温度为600±20℃,热处理时通入氩气作为保护气体,管式炉长度为6米,钛合金板材或钛合金棒材通过管式炉的速度为2m/min。本发明将形状复杂的手机内置结构件采用钛的棒材、板材直接做成形状非常接近手机内置结构件的型材,减少制成手机内置结构件的加工量,减少材料浪费高达50%以上,由于用于加工成手机内置结构件的型材形状与成品很接近,因此后续的雕刻加工量小,加工效率提高了3
钛合金手机SIM卡托专用新型异形材的加工工艺.pdf
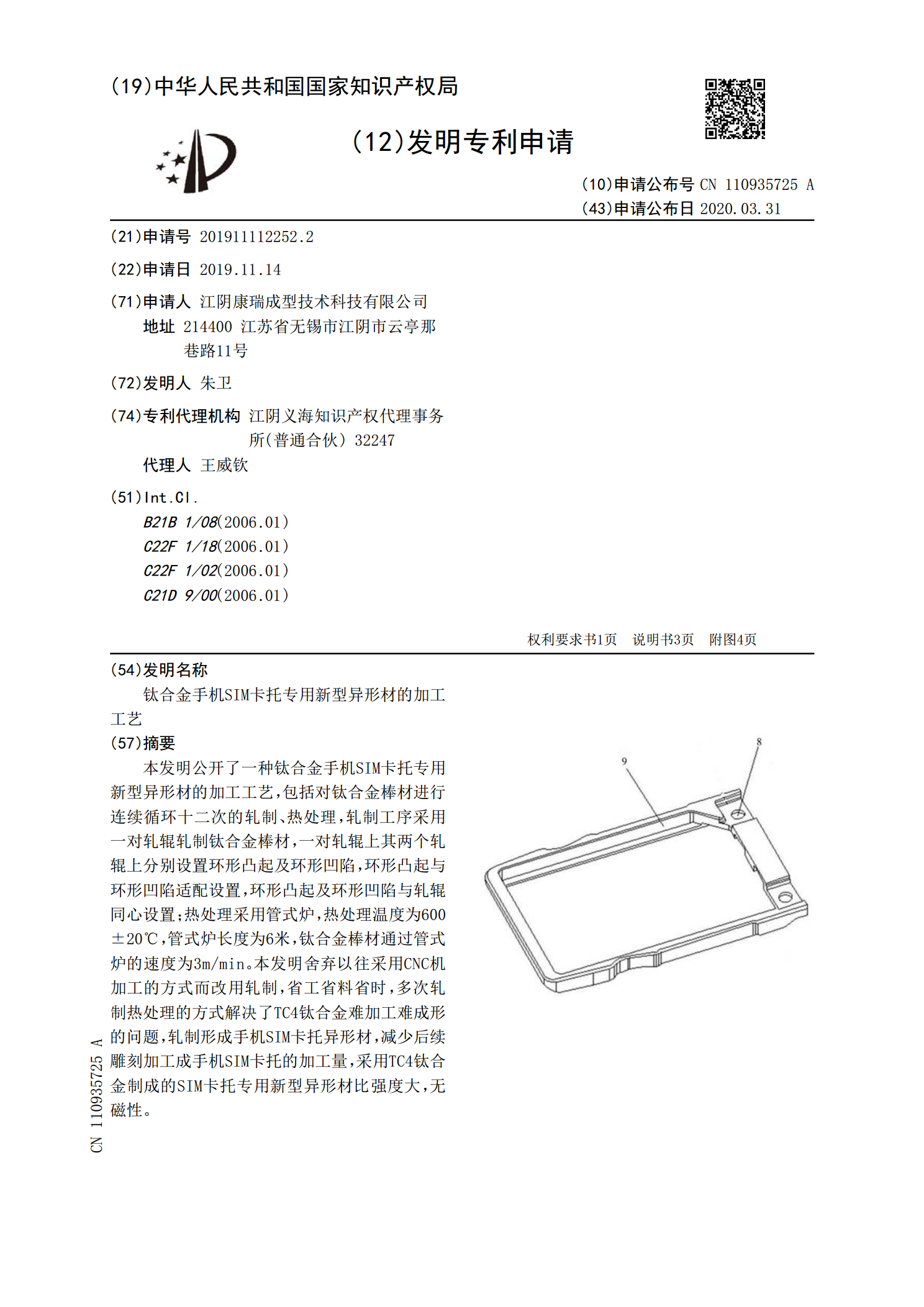
本发明公开了一种钛合金手机SIM卡托专用新型异形材的加工工艺,包括对钛合金棒材进行连续循环十二次的轧制、热处理,轧制工序采用一对轧辊轧制钛合金棒材,一对轧辊上其两个轧辊上分别设置环形凸起及环形凹陷,环形凸起与环形凹陷适配设置,环形凸起及环形凹陷与轧辊同心设置;热处理采用管式炉,热处理温度为600±20℃,管式炉长度为6米,钛合金棒材通过管式炉的速度为3m/min。本发明舍弃以往采用CNC机加工的方式而改用轧制,省工省料省时,多次轧制热处理的方式解决了TC4钛合金难加工难成形的问题,轧制形成手机SIM卡托异

钛合金精密加工工艺论文.docx
钛合金精密加工工艺论文钛合金精密加工工艺论文1.零件结构特点TB6钛合金不仅是制造飞机、导弹和火箭等航天器的重要结构材料,而且在惯性导航领域中也逐步开始使用。但由于该材料价格昂贵、难加工以及加工费用高,制约了它的应用。目前我们所承接的导航部件,军方为了提升其强度和寿命,决定淘汰传统的结构钢30CrNi4MoA,使用TB6钛合金材料,这就意味着原来的加工工艺要推倒重来,重新研究TB6钛合金的加工工艺方法。我们对TB6钛合金材料的性能、加工工艺方法及刀具选用等进行了探索和研究,通过各种试验,积累了许多TB6钛