
一种金属表面喷丸硬化方法.pdf

一条****涛k


1/10
2/10

3/10
4/10

5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种金属表面喷丸硬化方法.pdf
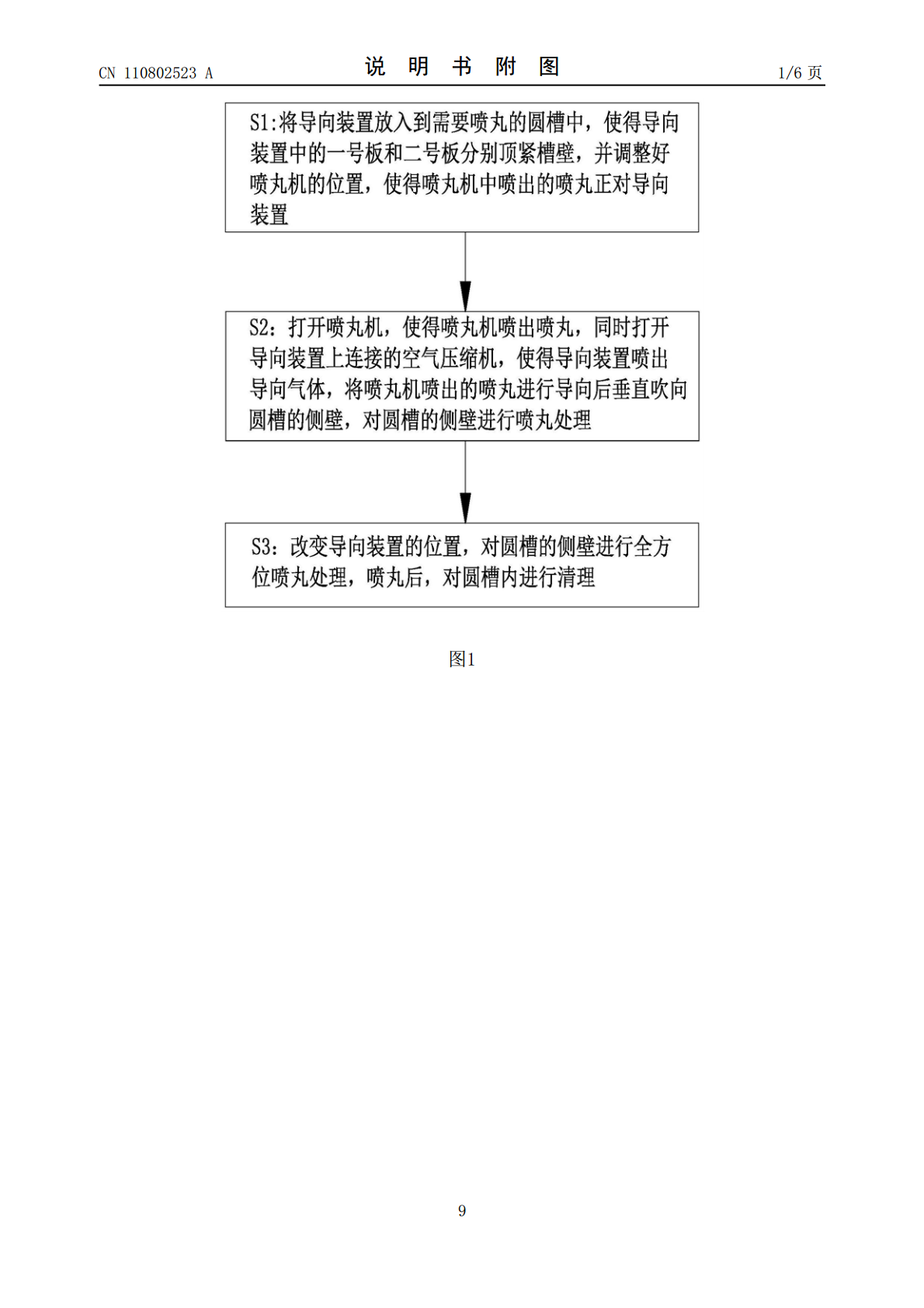
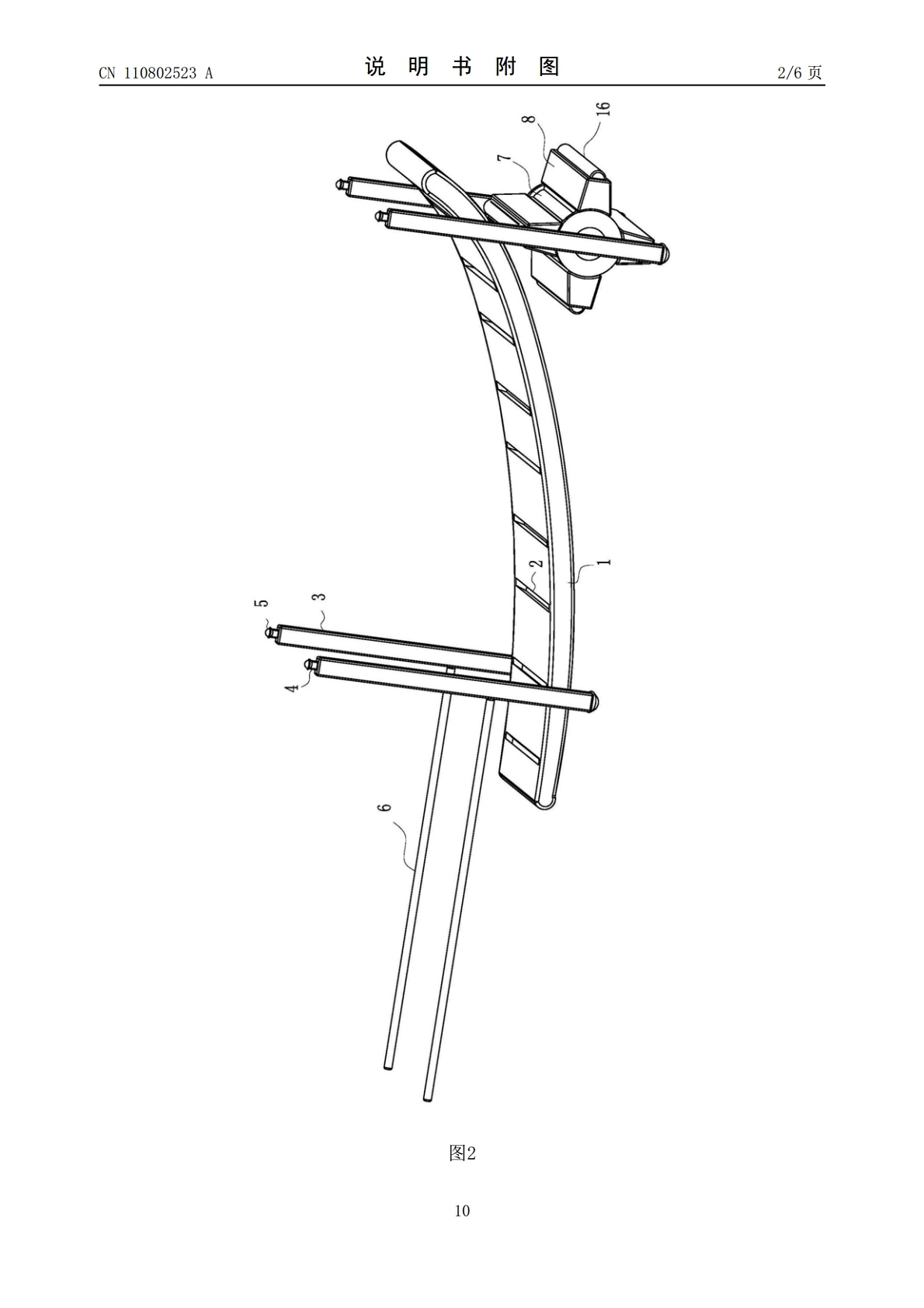
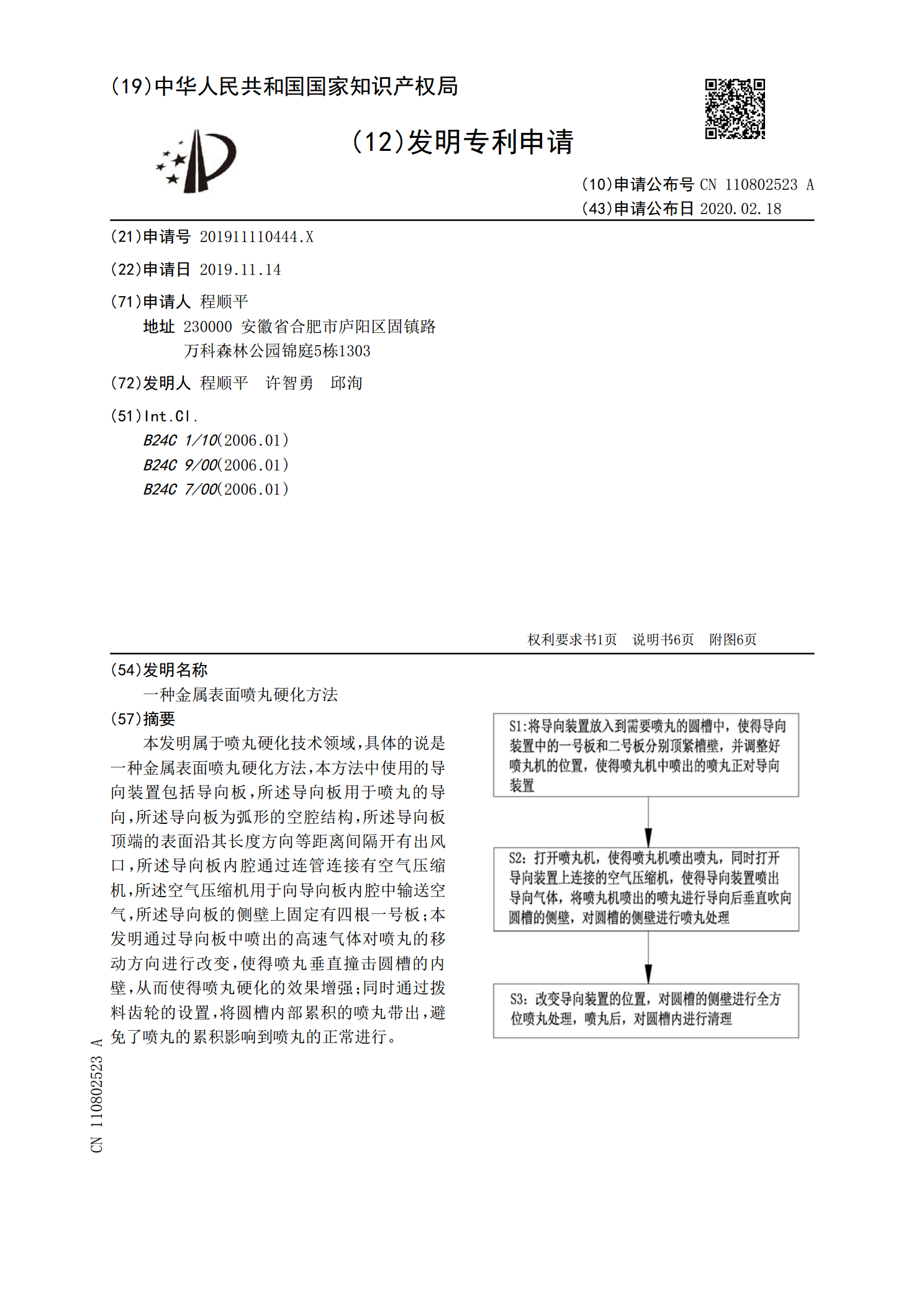
本发明属于喷丸硬化技术领域,具体的说是一种金属表面喷丸硬化方法,本方法中使用的导向装置包括导向板,所述导向板用于喷丸的导向,所述导向板为弧形的空腔结构,所述导向板顶端的表面沿其长度方向等距离间隔开有出风口,所述导向板内腔通过连管连接有空气压缩机,所述空气压缩机用于向导向板内腔中输送空气,所述导向板的侧壁上固定有四根一号板;本发明通过导向板中喷出的高速气体对喷丸的移动方向进行改变,使得喷丸垂直撞击圆槽的内壁,从而使得喷丸硬化的效果增强;同时通过拨料齿轮的设置,将圆槽内部累积的喷丸带出,避免了喷丸的累积影响到
喷丸硬化方法以及喷丸硬化装置.pdf
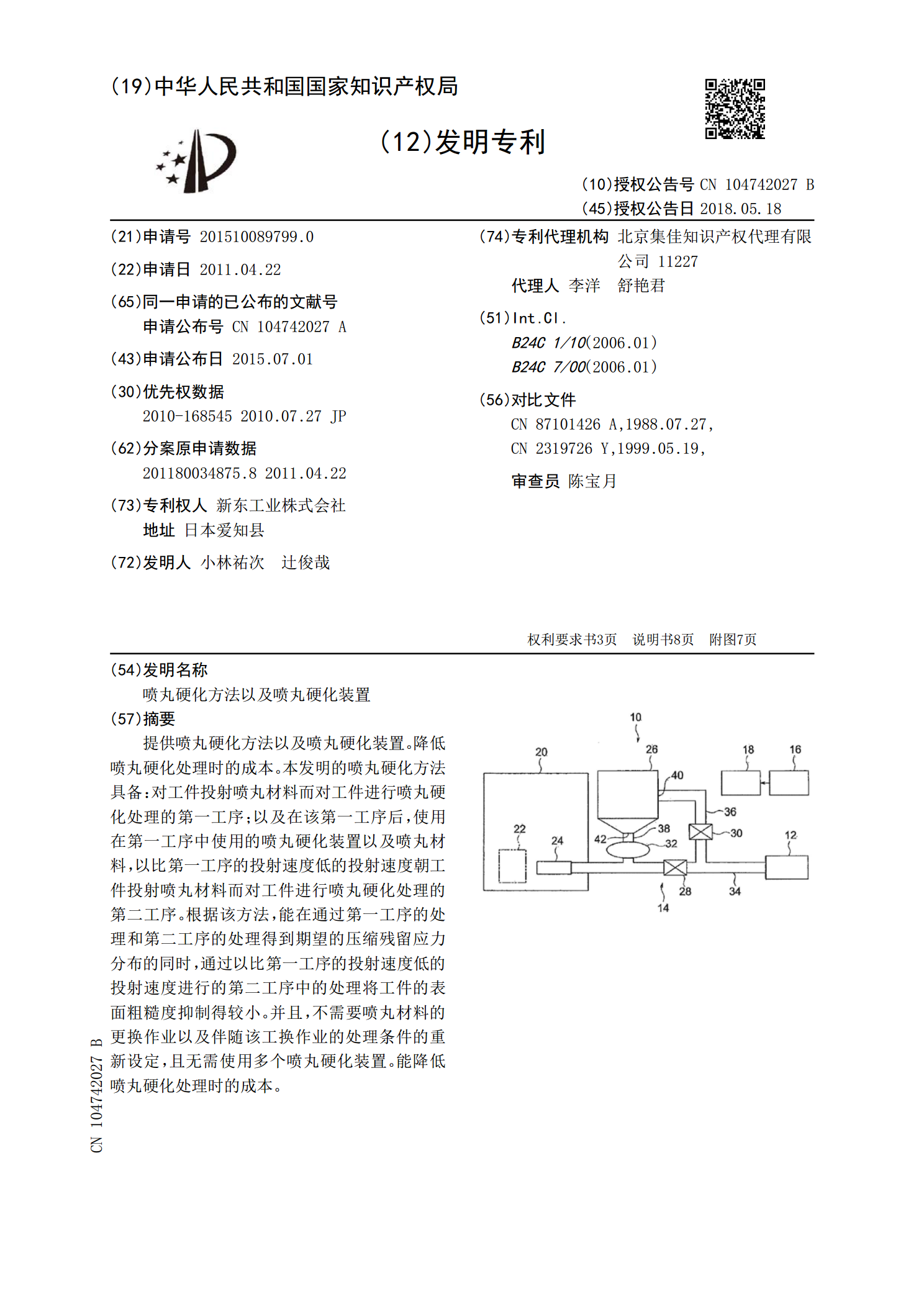
提供喷丸硬化方法以及喷丸硬化装置。降低喷丸硬化处理时的成本。本发明的喷丸硬化方法具备:对工件投射喷丸材料而对工件进行喷丸硬化处理的第一工序;以及在该第一工序后,使用在第一工序中使用的喷丸硬化装置以及喷丸材料,以比第一工序的投射速度低的投射速度朝工件投射喷丸材料而对工件进行喷丸硬化处理的第二工序。根据该方法,能在通过第一工序的处理和第二工序的处理得到期望的压缩残留应力分布的同时,通过以比第一工序的投射速度低的投射速度进行的第二工序中的处理将工件的表面粗糙度抑制得较小。并且,不需要喷丸材料的更换作业以及伴随该

喷丸硬化方法.pdf
本发明提供喷丸硬化方法。喷丸硬化方法包括:进行第一喷丸硬化的工序,在该工序中,对由金属材料构成的对象物的表面以第一深度施加残留应力;以及在第一喷丸硬化后进行第二喷丸硬化的工序,在该工序中,对对象物的表面以比第一深度深的第二深度施加残留应力。
一种金属表面喷丸硬化处理装置.pdf
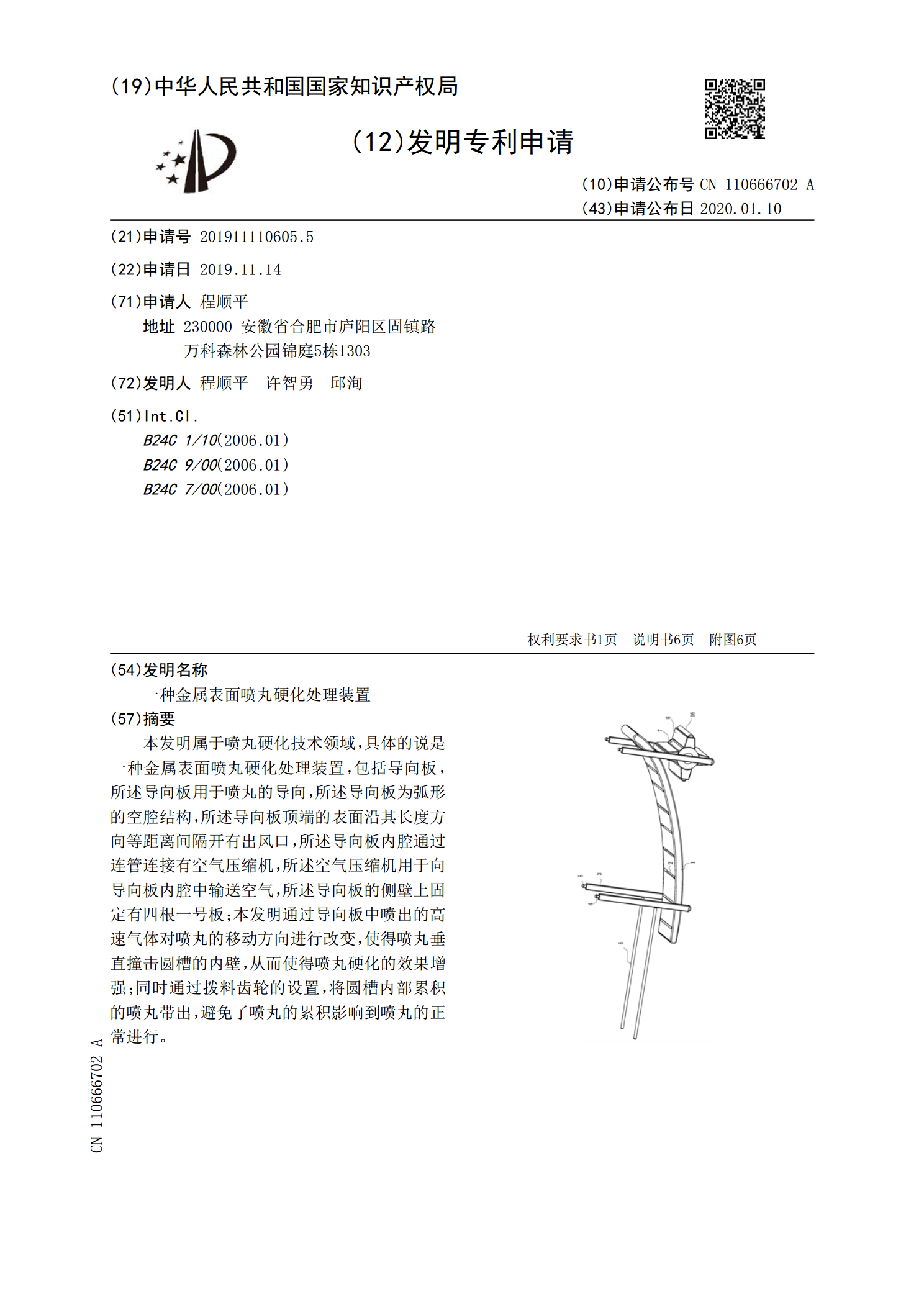
本发明属于喷丸硬化技术领域,具体的说是一种金属表面喷丸硬化处理装置,包括导向板,所述导向板用于喷丸的导向,所述导向板为弧形的空腔结构,所述导向板顶端的表面沿其长度方向等距离间隔开有出风口,所述导向板内腔通过连管连接有空气压缩机,所述空气压缩机用于向导向板内腔中输送空气,所述导向板的侧壁上固定有四根一号板;本发明通过导向板中喷出的高速气体对喷丸的移动方向进行改变,使得喷丸垂直撞击圆槽的内壁,从而使得喷丸硬化的效果增强;同时通过拨料齿轮的设置,将圆槽内部累积的喷丸带出,避免了喷丸的累积影响到喷丸的正常进行。
一种空心叶片的喷丸方法.pdf
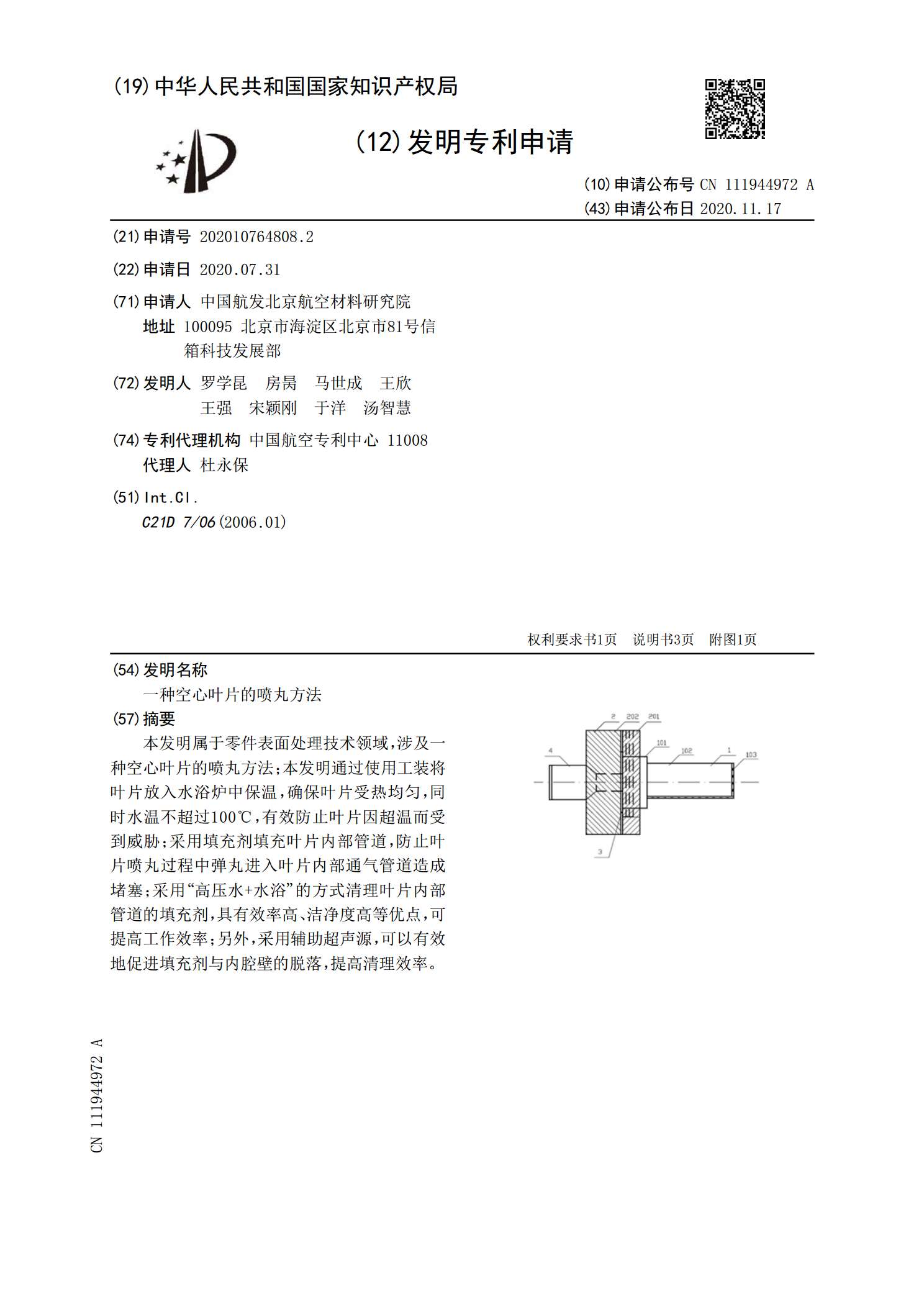
本发明属于零件表面处理技术领域,涉及一种空心叶片的喷丸方法;本发明通过使用工装将叶片放入水浴炉中保温,确保叶片受热均匀,同时水温不超过100℃,有效防止叶片因超温而受到威胁;采用填充剂填充叶片内部管道,防止叶片喷丸过程中弹丸进入叶片内部通气管道造成堵塞;采用“高压水+水浴”的方式清理叶片内部管道的填充剂,具有效率高、洁净度高等优点,可提高工作效率;另外,采用辅助超声源,可以有效地促进填充剂与内腔壁的脱落,提高清理效率。