
一种金属表面喷丸硬化处理装置.pdf

秀华****魔王

1/10

2/10
3/10

4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种金属表面喷丸硬化处理装置.pdf
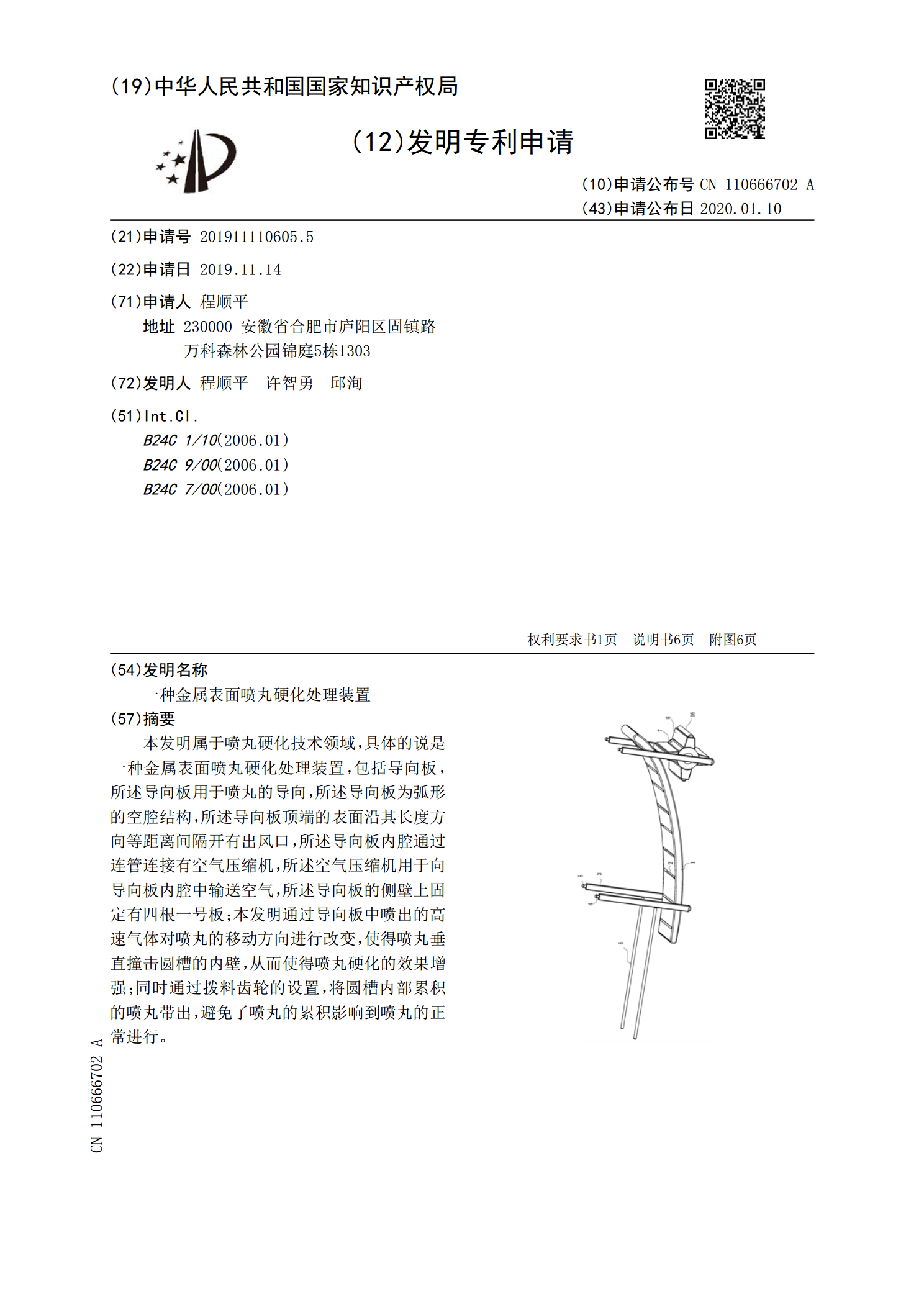
本发明属于喷丸硬化技术领域,具体的说是一种金属表面喷丸硬化处理装置,包括导向板,所述导向板用于喷丸的导向,所述导向板为弧形的空腔结构,所述导向板顶端的表面沿其长度方向等距离间隔开有出风口,所述导向板内腔通过连管连接有空气压缩机,所述空气压缩机用于向导向板内腔中输送空气,所述导向板的侧壁上固定有四根一号板;本发明通过导向板中喷出的高速气体对喷丸的移动方向进行改变,使得喷丸垂直撞击圆槽的内壁,从而使得喷丸硬化的效果增强;同时通过拨料齿轮的设置,将圆槽内部累积的喷丸带出,避免了喷丸的累积影响到喷丸的正常进行。
一种金属表面喷丸硬化方法.pdf
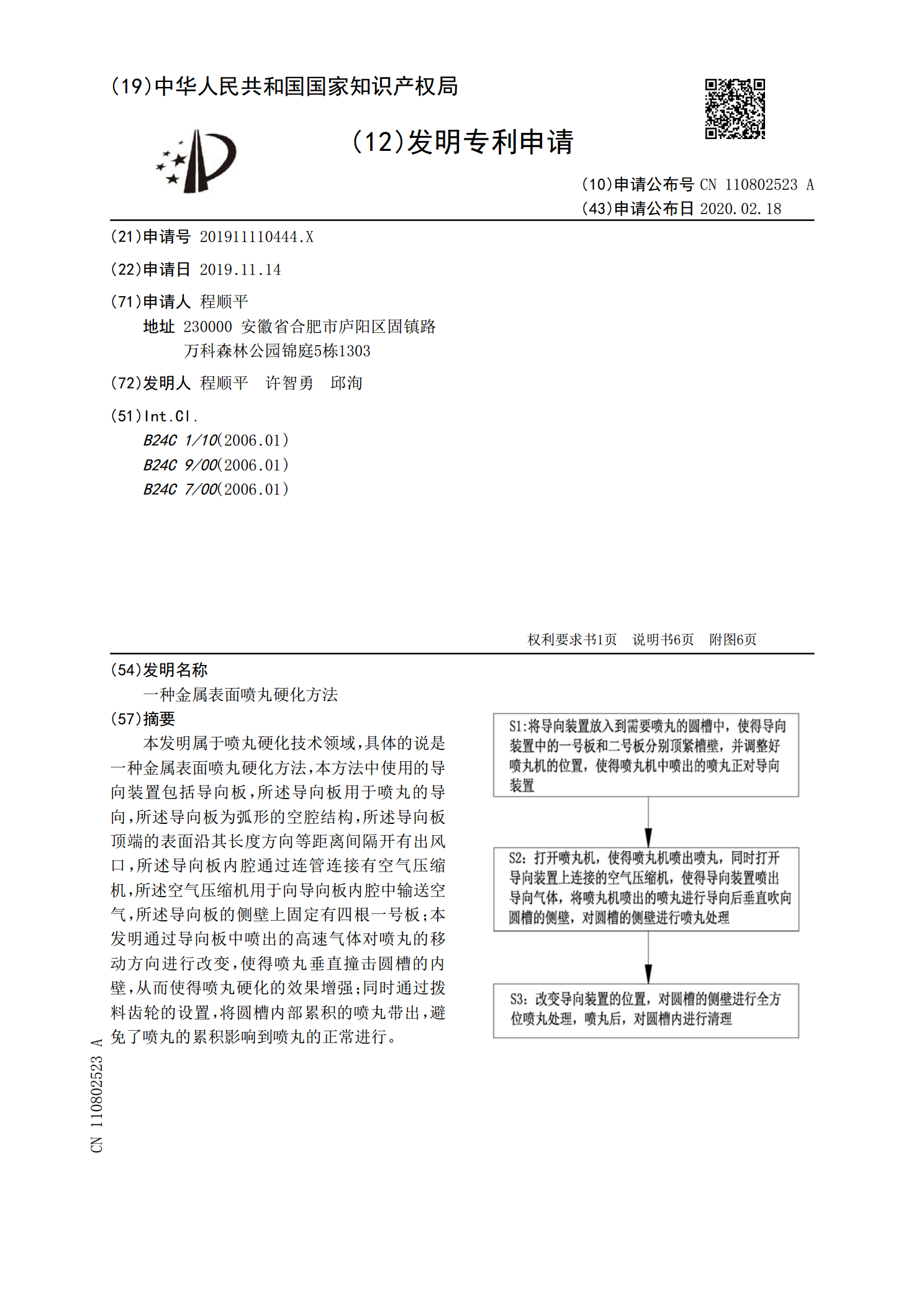
本发明属于喷丸硬化技术领域,具体的说是一种金属表面喷丸硬化方法,本方法中使用的导向装置包括导向板,所述导向板用于喷丸的导向,所述导向板为弧形的空腔结构,所述导向板顶端的表面沿其长度方向等距离间隔开有出风口,所述导向板内腔通过连管连接有空气压缩机,所述空气压缩机用于向导向板内腔中输送空气,所述导向板的侧壁上固定有四根一号板;本发明通过导向板中喷出的高速气体对喷丸的移动方向进行改变,使得喷丸垂直撞击圆槽的内壁,从而使得喷丸硬化的效果增强;同时通过拨料齿轮的设置,将圆槽内部累积的喷丸带出,避免了喷丸的累积影响到
喷丸硬化方法以及喷丸硬化装置.pdf
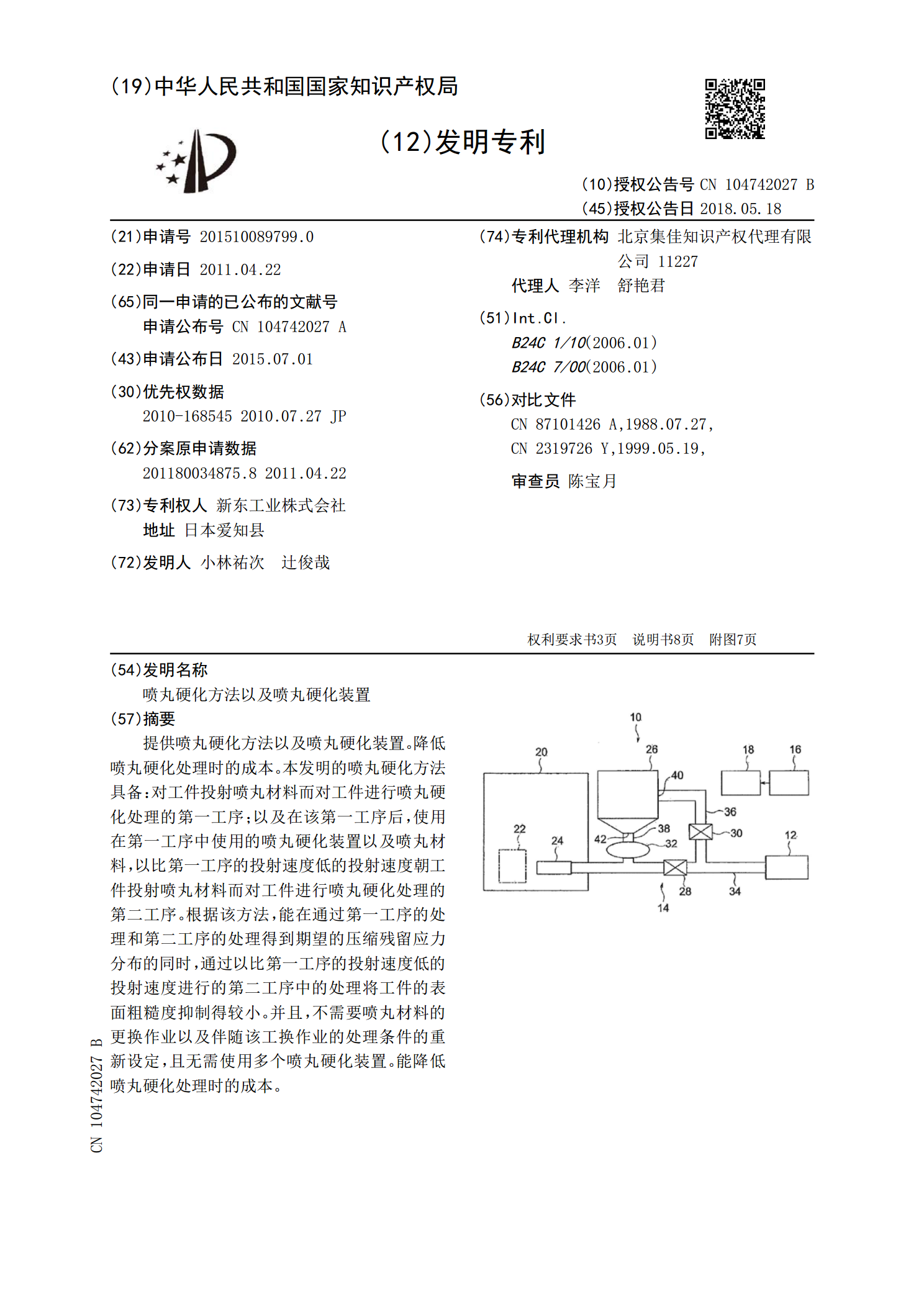
提供喷丸硬化方法以及喷丸硬化装置。降低喷丸硬化处理时的成本。本发明的喷丸硬化方法具备:对工件投射喷丸材料而对工件进行喷丸硬化处理的第一工序;以及在该第一工序后,使用在第一工序中使用的喷丸硬化装置以及喷丸材料,以比第一工序的投射速度低的投射速度朝工件投射喷丸材料而对工件进行喷丸硬化处理的第二工序。根据该方法,能在通过第一工序的处理和第二工序的处理得到期望的压缩残留应力分布的同时,通过以比第一工序的投射速度低的投射速度进行的第二工序中的处理将工件的表面粗糙度抑制得较小。并且,不需要喷丸材料的更换作业以及伴随该

喷丸处理装置.pdf
本发明的喷丸处理装置(10)具备:保持工具(14),其能自转且能滑动,将工件(12)保持于自转轴线上;及一对离心式投射机(22、24),分别具有能旋转的叶轮(60),各叶轮(60)的旋转轴线(A)彼此平行,且该一对离心式投射机(22、24)以彼此在叶轮(60)的旋转轴线方向上偏置的方式配置,且能伴随着各叶轮(60)的旋转朝工件(12)并列地投射投射材料。根据该结构,即便在从一对离心式投射机(22、24)分别投射投射材料的情况下,也能够抑制来自一方的离心式投射机(22)的投射材料与来自另一方的离心式投射机(
喷丸处理装置.pdf
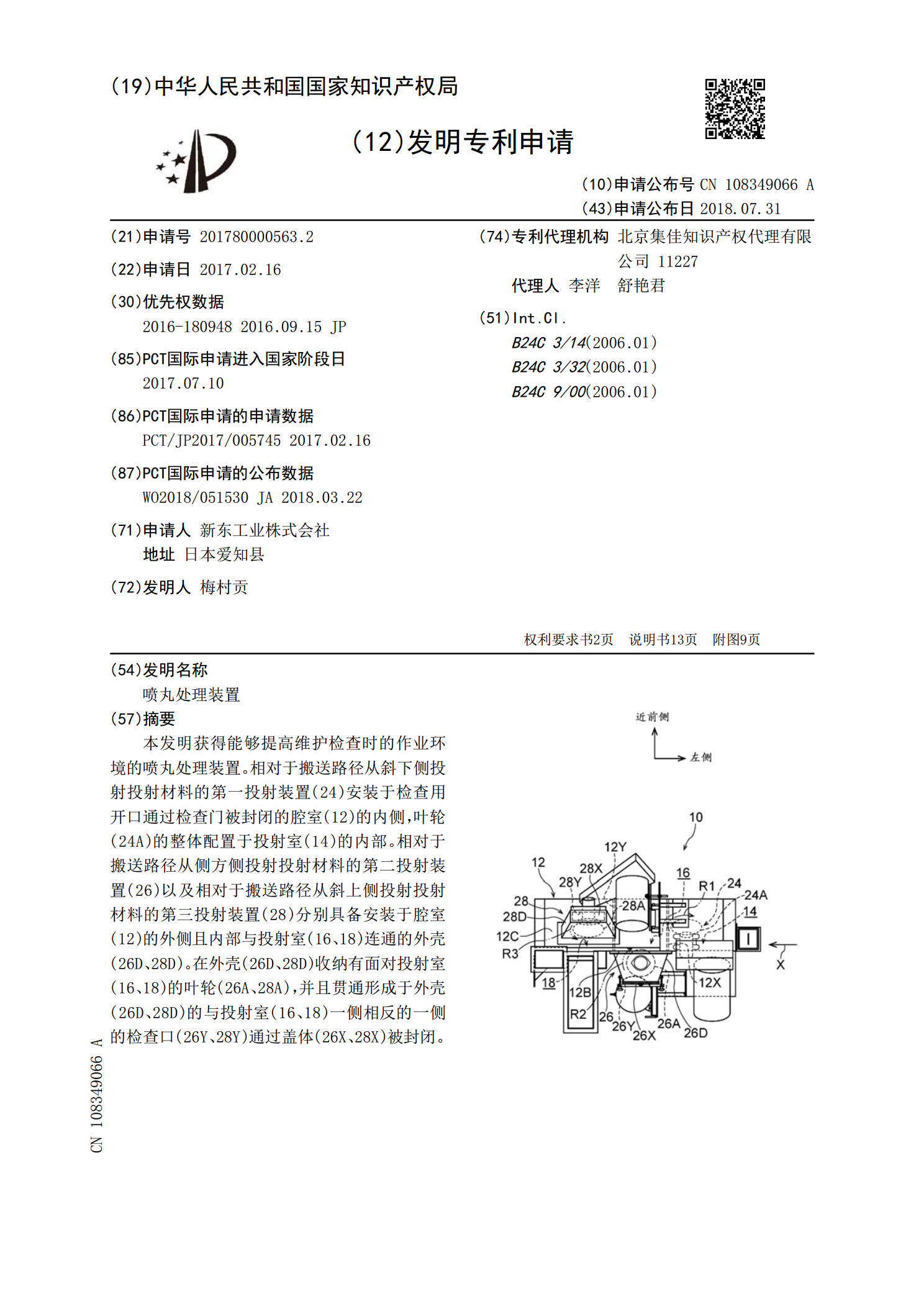
本发明获得能够提高维护检查时的作业环境的喷丸处理装置。相对于搬送路径从斜下侧投射投射材料的第一投射装置(24)安装于检查用开口通过检查门被封闭的腔室(12)的内侧,叶轮(24A)的整体配置于投射室(14)的内部。相对于搬送路径从侧方侧投射投射材料的第二投射装置(26)以及相对于搬送路径从斜上侧投射投射材料的第三投射装置(28)分别具备安装于腔室(12)的外侧且内部与投射室(16、18)连通的外壳(26D、28D)。在外壳(26D、28D)收纳有面对投射室(16、18)的叶轮(26A、28A),并且贯通形成