
一种航空发动机高温合金机匣组件的气保钎焊方法.pdf

长春****主a


1/6

2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种航空发动机高温合金机匣组件的气保钎焊方法.pdf
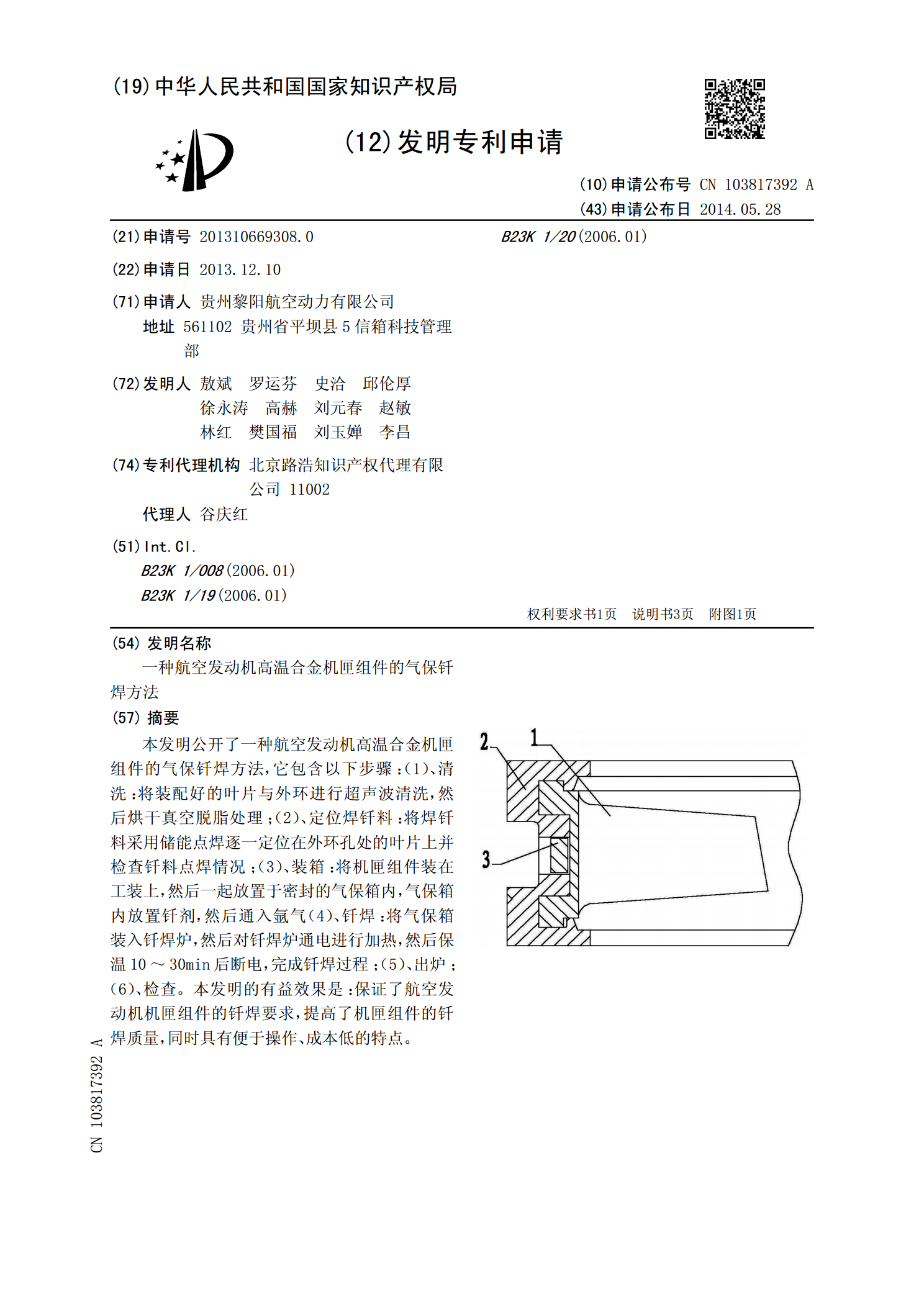
本发明公开了一种航空发动机高温合金机匣组件的气保钎焊方法,它包含以下步骤:(1)、清洗:将装配好的叶片与外环进行超声波清洗,然后烘干真空脱脂处理;(2)、定位焊钎料:将焊钎料采用储能点焊逐一定位在外环孔处的叶片上并检查钎料点焊情况;(3)、装箱:将机匣组件装在工装上,然后一起放置于密封的气保箱内,气保箱内放置钎剂,然后通入氩气(4)、钎焊:将气保箱装入钎焊炉,然后对钎焊炉通电进行加热,然后保温10~30min后断电,完成钎焊过程;(5)、出炉;(6)、检查。本发明的有益效果是:保证了航空发动机机匣组件的钎
一种航空发动机高温合金组件钎焊方法.pdf
本发明提供了一种航空发动机高温合金组件钎焊方法,包括如下步骤:①清洗;②装填钎料;③一次钎焊;④机加工;⑤二次钎焊;⑥完成加工。本发明通过采用二次钎焊的工艺,保证了高、低压涡轮外环扇形段组件钎焊要求,使钎焊变形小且便于零件机加工、零件钎焊较好、零件装配定位方便,保障了发动机零件钎焊质量。

高温合金机匣的环槽加工方法.pdf
本发明公开了一种高温合金机匣的环槽加工方法,环槽为扇形结构,包括以下步骤:粗加工,在高温合金机匣上依据设计需求确定加工区域,采用钻削对加工区域进行垂直钻孔,以去除大部分加工余量;第一次半精加工,采用立铣刀对钻削后的区域进行铣削加工,铣削至环槽的槽底预留2mm和槽壁单边预留0.2mm的加工余量;第二次半精加工,将球头铣刀伸入到环槽内进行铣削加工,铣削至环槽的槽底;精加工,采用球头铣刀对环槽进行精加工,获得环槽。本发明的高温合金机匣的环槽加工方法,依据不同的加工方式,采用不同的刀具,对环槽不同部位有针对性的加

一种高温合金薄壁机匣数控车加工方法.pdf
一种高温合金薄壁机匣数控车加工方法,其特征在于:在编制数控加工程序时,采用循环程序和轮廓程序两种方式结合,在循环程序中直接设定切削深度,机床操作者不能随意改动;最后一刀采用轮廓程序,保证零件的粗糙度和加工精度;数控程序走刀路线:在循环程序中采用对称切削的新式加工方法,先车加工外圆再对称车加工内孔;先车加工安装边上方再对称车加工安装边下方;合理的设置切削余量。本发明的优点:本发明所述的高温合金薄壁机匣数控车加工方法,进行机匣、叶盘类零件的数控车削加工,保证了零件车削加工的尺寸及精度,缩短零件加工时间,降低加

航空发动机高温合金机匣加工中陶瓷刀具的运用论文.docx
航空发动机高温合金机匣加工中陶瓷刀具的运用论文1陶瓷刀具的特点随着航空材料技术的发展,传统硬质合金刀具已难以满足新型航空发动机生产需要。陶瓷刀具以其优良的切削性能和高的性价比受到越来越多航空制造企业的青睐。[1]陶瓷刀具有许多独特的优点,如高耐热性,很高的强度和耐磨性,良好的高温力学性能等,可以加工传统刀具很难加工甚至不能加工的超硬材料。陶瓷刀具在1000°C的高温下仍能切削,可使被加工材料变软而改善其切削加工性,而陶瓷刀片仍可保持良好的高温红硬性。2陶瓷刀具的选择目前市场上的陶瓷刀片主要有方形刀片、圆形