
一种罗茨风机叶轮的制作方法.pdf

书生****专家


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种罗茨风机叶轮的制作方法.pdf
本发明涉及一种罗茨风机叶轮的制作方法:在激光切割机下进行切割叶轮片,对切割好的叶轮片进行冲压,在叶轮片的三个叶子上冲压出两两叶轮间能够扣合的凸凹点;在叶轮连接杆上压装叶轮片,叶轮片和叶轮连接杆利用槽齿和定位齿进行固定,叶轮片和叶轮片之间使用凹凸点贴合;叶轮连接杆与叶轮片之间的缝隙利用电焊填补并使用螺母锁紧。本发明工序简单,使用激光切割,叶轮片精准光滑,设置凸凹点使叶轮片扣合紧密,使用螺母锁紧稳固可靠。
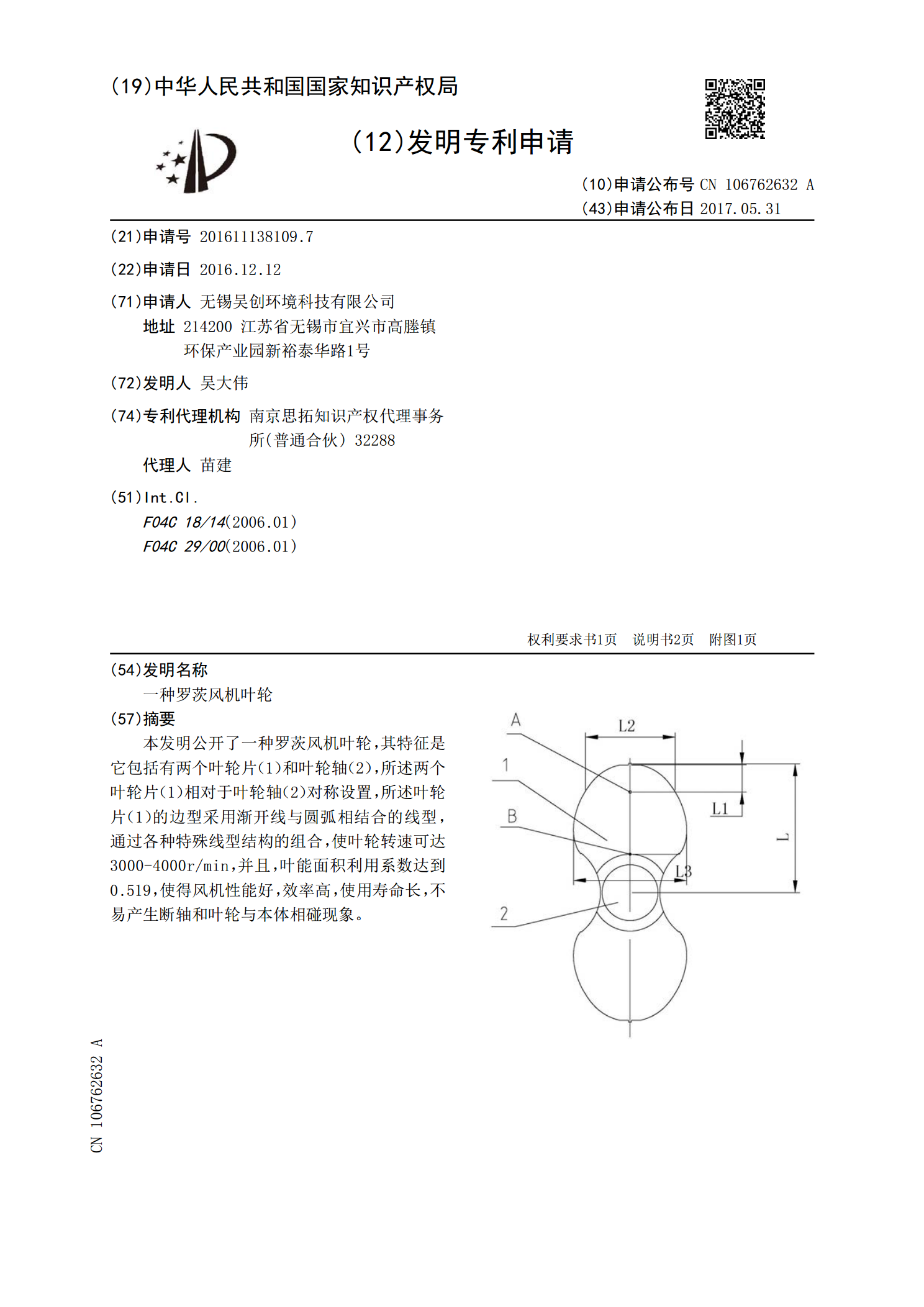
一种罗茨风机叶轮.pdf
本发明公开了一种罗茨风机叶轮,其特征是它包括有两个叶轮片(1)和叶轮轴(2),所述两个叶轮片(1)相对于叶轮轴(2)对称设置,所述叶轮片(1)的边型采用渐开线与圆弧相结合的线型,通过各种特殊线型结构的组合,使叶轮转速可达3000‑4000r/min,并且,叶能面积利用系数达到0.519,使得风机性能好,效率高,使用寿命长,不易产生断轴和叶轮与本体相碰现象。

一种罗茨鼓风机叶轮的制造方法及罗茨鼓风机.pdf
本发明涉及一种罗茨鼓风机叶轮的制造方法包括以下特征:按照罗茨鼓风机叶轮断面的形状尺寸制作冲裁模,冲裁模把板材冲裁成叶轮薄片并冲出轴孔与定位孔;把冲裁好的叶轮薄片叠装,叶轮薄片的定位孔内装连接杆,连接杆两端与叶轮薄片焊接在一起成为叶轮,叶轮配上风机轴加工后成为罗茨鼓风机的转子;所述的罗茨鼓风机包括罗茨真空泵。本发明由模具冲裁叠装后焊接而成的风叶制造方法使产品制造方便,产品牢固,一致性好,便于组合成不同长度的风叶。
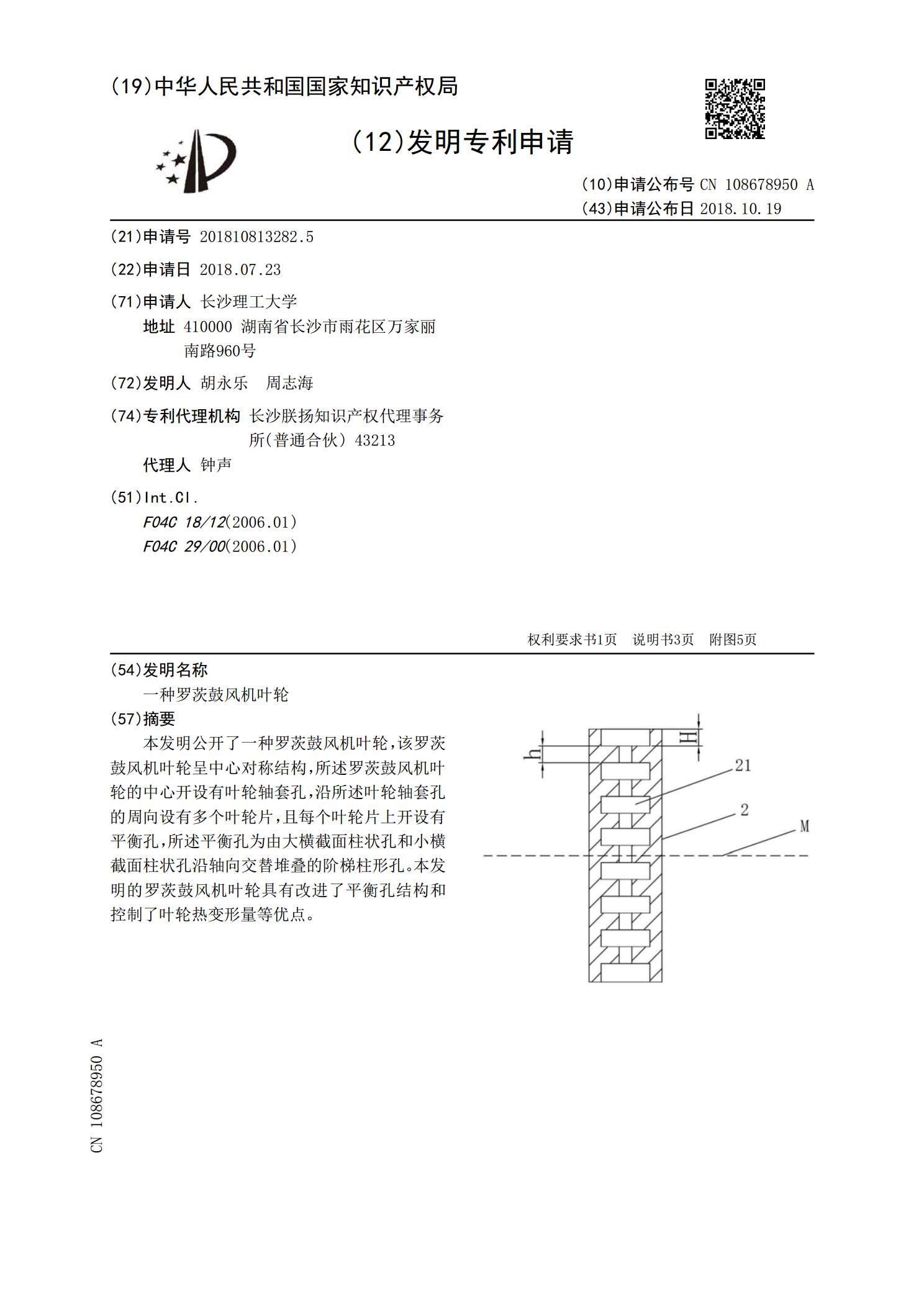
一种罗茨鼓风机叶轮.pdf
本发明公开了一种罗茨鼓风机叶轮,该罗茨鼓风机叶轮呈中心对称结构,所述罗茨鼓风机叶轮的中心开设有叶轮轴套孔,沿所述叶轮轴套孔的周向设有多个叶轮片,且每个叶轮片上开设有平衡孔,所述平衡孔为由大横截面柱状孔和小横截面柱状孔沿轴向交替堆叠的阶梯柱形孔。本发明的罗茨鼓风机叶轮具有改进了平衡孔结构和控制了叶轮热变形量等优点。
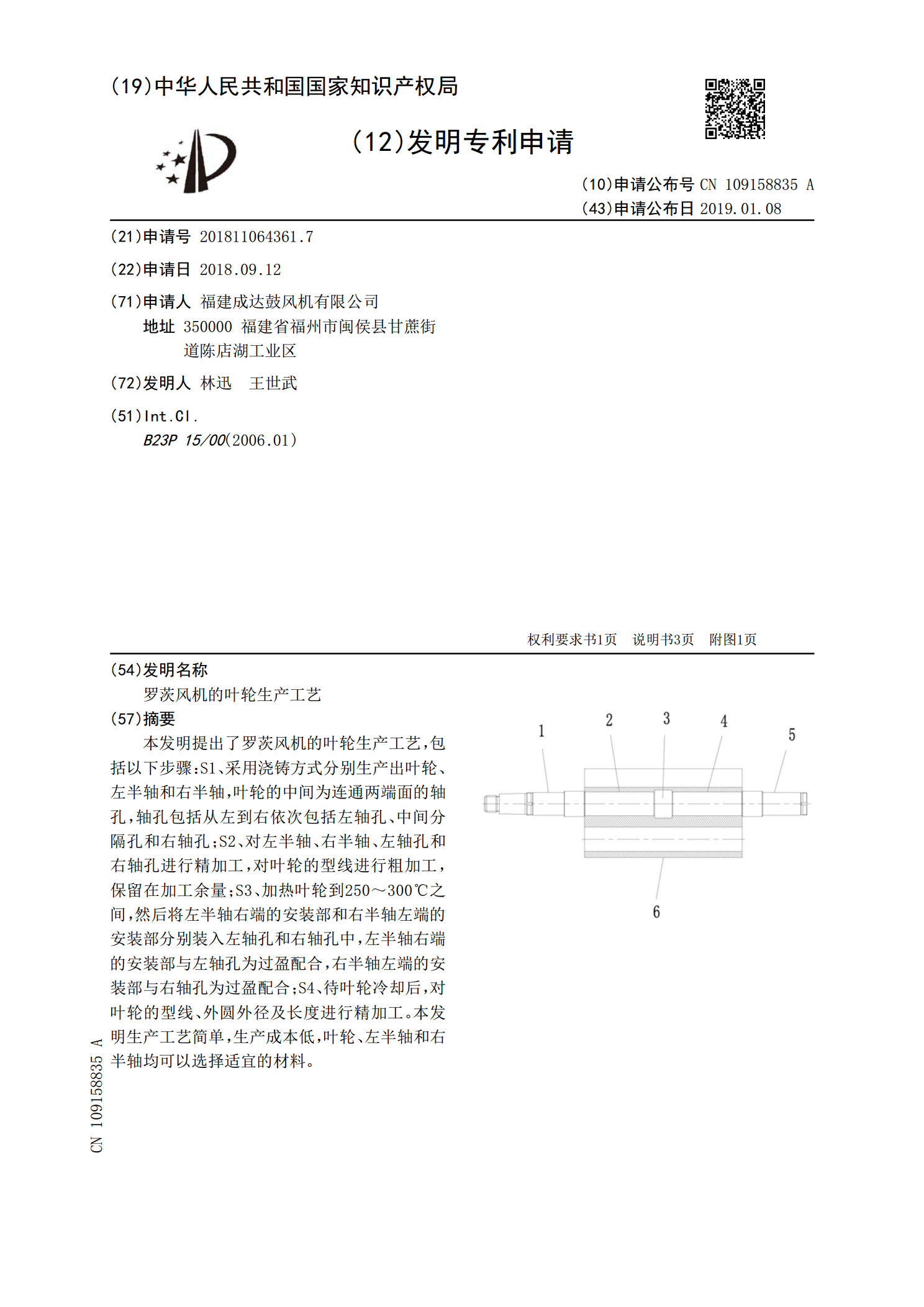
罗茨风机的叶轮生产工艺.pdf
本发明提出了罗茨风机的叶轮生产工艺,包括以下步骤:S1、采用浇铸方式分别生产出叶轮、左半轴和右半轴,叶轮的中间为连通两端面的轴孔,轴孔包括从左到右依次包括左轴孔、中间分隔孔和右轴孔;S2、对左半轴、右半轴、左轴孔和右轴孔进行精加工,对叶轮的型线进行粗加工,保留在加工余量;S3、加热叶轮到250~300℃之间,然后将左半轴右端的安装部和右半轴左端的安装部分别装入左轴孔和右轴孔中,左半轴右端的安装部与左轴孔为过盈配合,右半轴左端的安装部与右轴孔为过盈配合;S4、待叶轮冷却后,对叶轮的型线、外圆外径及长度进行精