
罗茨风机的叶轮生产工艺.pdf

一条****彩妍

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
罗茨风机的叶轮生产工艺.pdf
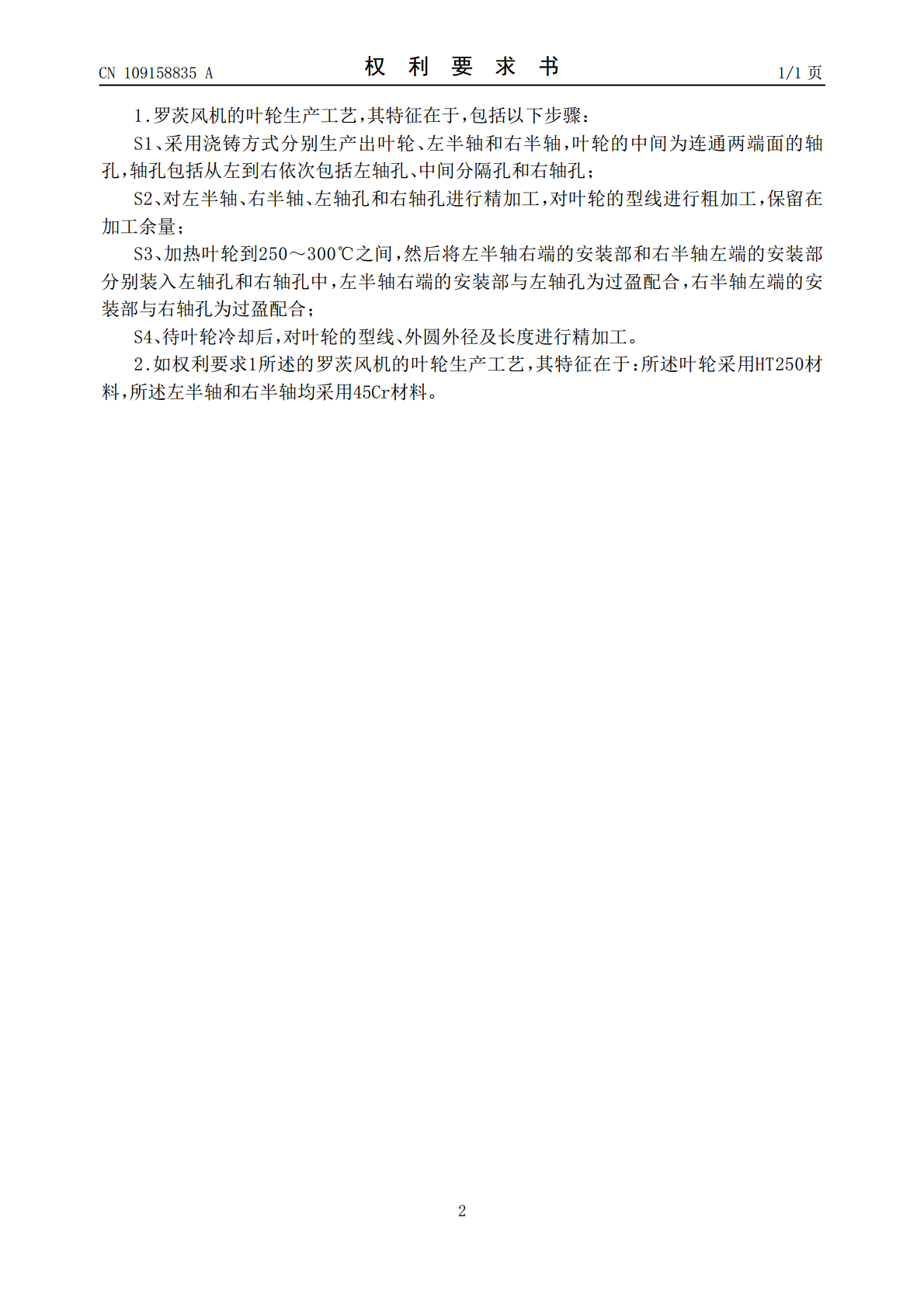
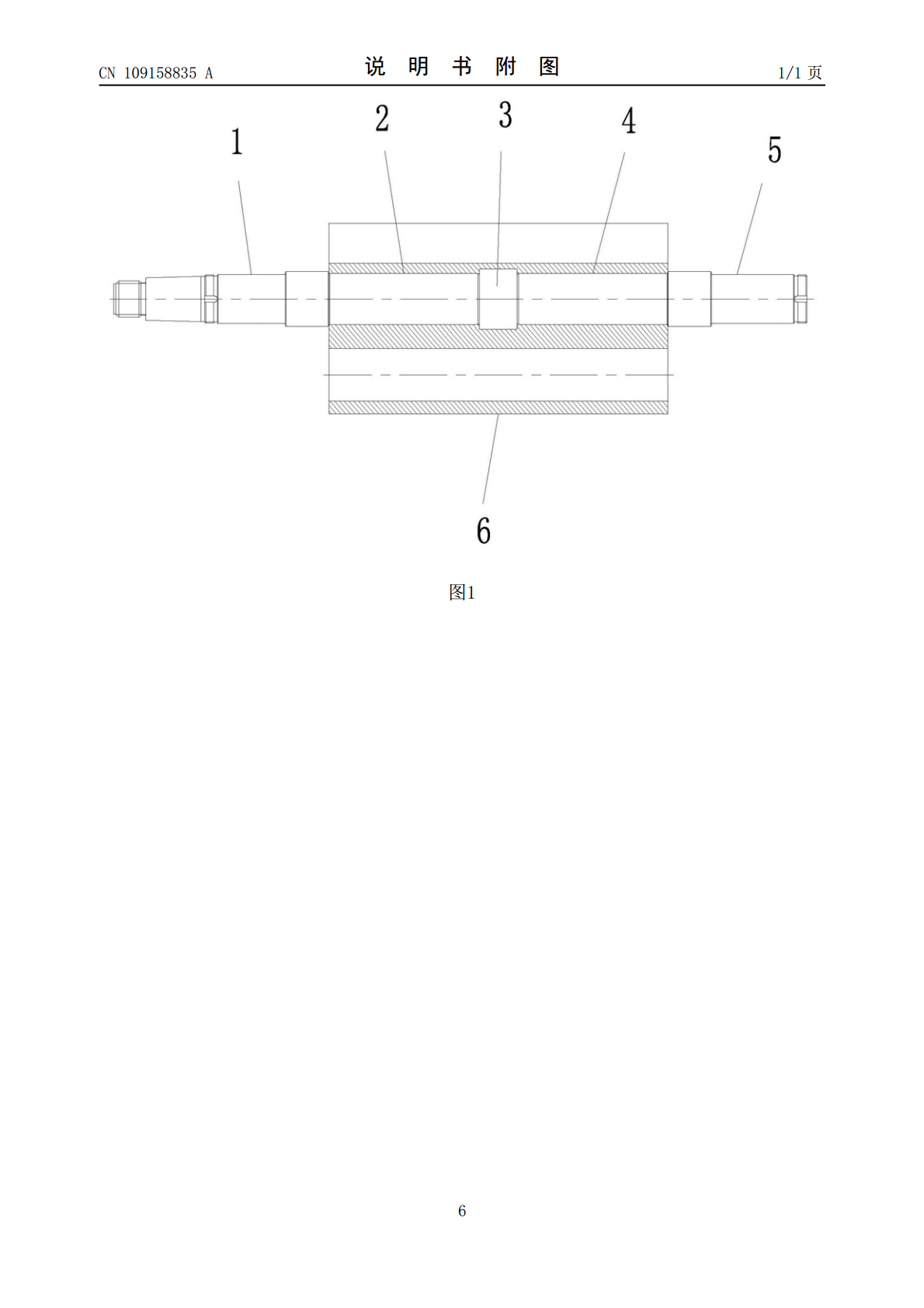
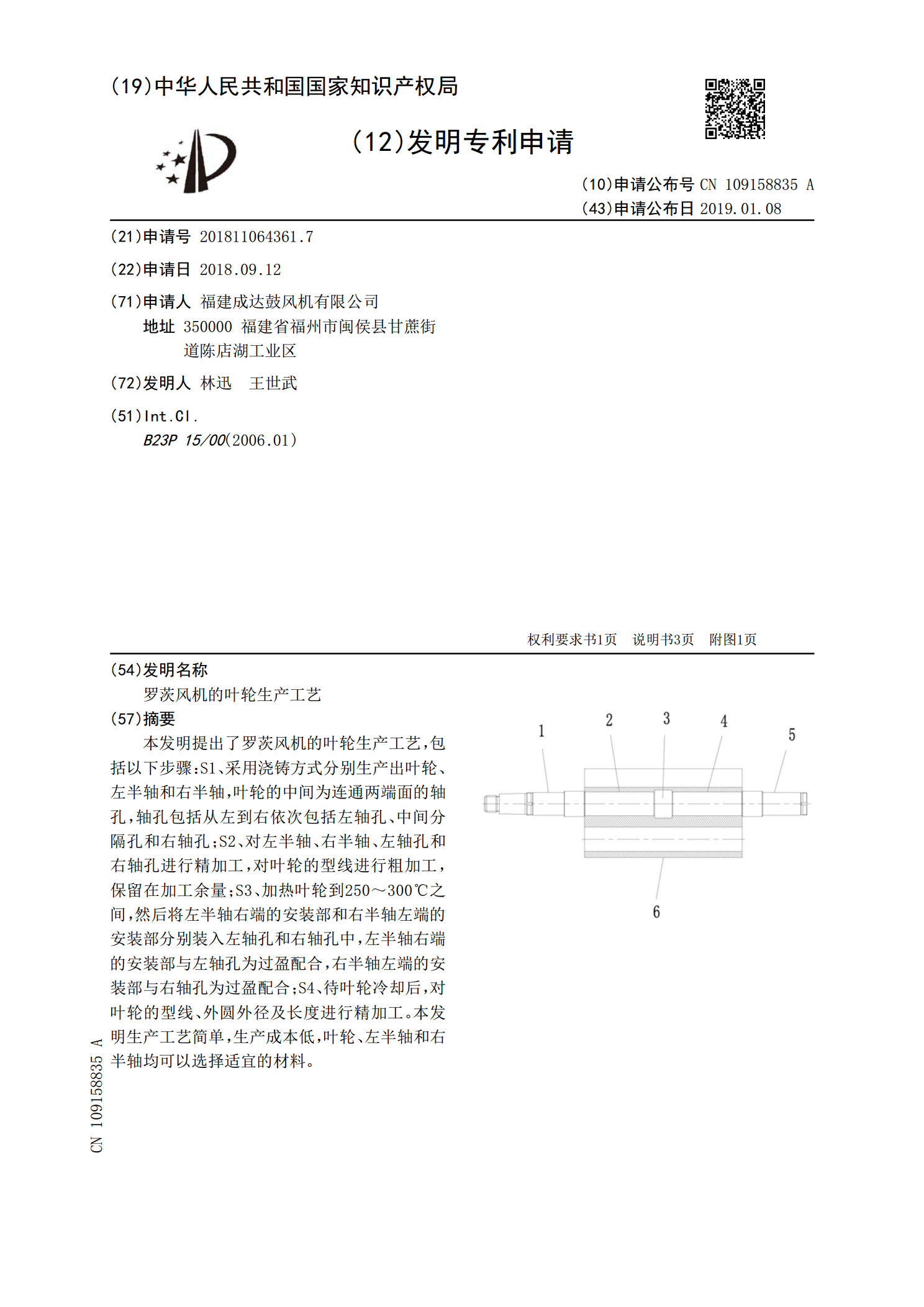
本发明提出了罗茨风机的叶轮生产工艺,包括以下步骤:S1、采用浇铸方式分别生产出叶轮、左半轴和右半轴,叶轮的中间为连通两端面的轴孔,轴孔包括从左到右依次包括左轴孔、中间分隔孔和右轴孔;S2、对左半轴、右半轴、左轴孔和右轴孔进行精加工,对叶轮的型线进行粗加工,保留在加工余量;S3、加热叶轮到250~300℃之间,然后将左半轴右端的安装部和右半轴左端的安装部分别装入左轴孔和右轴孔中,左半轴右端的安装部与左轴孔为过盈配合,右半轴左端的安装部与右轴孔为过盈配合;S4、待叶轮冷却后,对叶轮的型线、外圆外径及长度进行精
一种罗茨风机叶轮.pdf
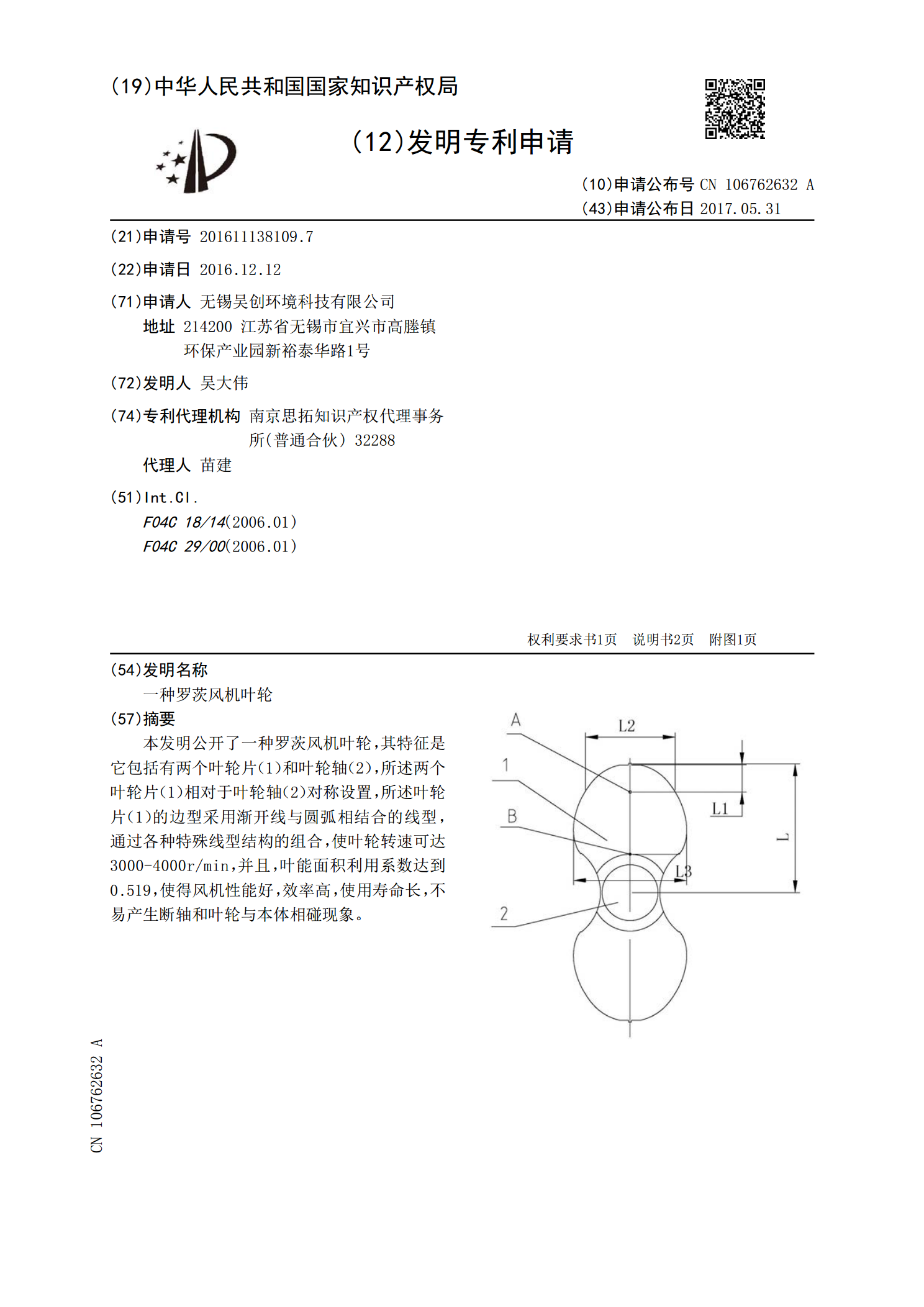
本发明公开了一种罗茨风机叶轮,其特征是它包括有两个叶轮片(1)和叶轮轴(2),所述两个叶轮片(1)相对于叶轮轴(2)对称设置,所述叶轮片(1)的边型采用渐开线与圆弧相结合的线型,通过各种特殊线型结构的组合,使叶轮转速可达3000‑4000r/min,并且,叶能面积利用系数达到0.519,使得风机性能好,效率高,使用寿命长,不易产生断轴和叶轮与本体相碰现象。

一种罗茨鼓风机叶轮的制造方法及罗茨鼓风机.pdf
本发明涉及一种罗茨鼓风机叶轮的制造方法包括以下特征:按照罗茨鼓风机叶轮断面的形状尺寸制作冲裁模,冲裁模把板材冲裁成叶轮薄片并冲出轴孔与定位孔;把冲裁好的叶轮薄片叠装,叶轮薄片的定位孔内装连接杆,连接杆两端与叶轮薄片焊接在一起成为叶轮,叶轮配上风机轴加工后成为罗茨鼓风机的转子;所述的罗茨鼓风机包括罗茨真空泵。本发明由模具冲裁叠装后焊接而成的风叶制造方法使产品制造方便,产品牢固,一致性好,便于组合成不同长度的风叶。

罗茨鼓风机用密封叶轮.pdf
本发明涉及一种罗茨鼓风机用密封叶轮,其特征在于:在叶轮的端面上设有迷宫密封。优点是:气体通过本迷宫密封的气室和通道时,由于截面不断扩张缩小,达到气流的渐扩过程,从而降低高压区与低压区的气压差,有效控制气体的泄漏。以上技术方案既可以保证罗茨鼓风机在输送气体时流量的减少,也有效控制壳体内部由于回流产生的温度的上升。

罗茨鼓风机叶轮组件的加工工艺.pdf
本发明提供一种罗茨鼓风机叶轮组件的加工工艺,其叶轮组件是由多个叶轮片经专用压机以定位键定位压装在叶轮轴上叠加后经锁紧螺母紧固组合而成,每个叶轮片经由铸造、退火、车、磨、刨、铣、线切割、镗等工序加工而成;叶轮片外形轮廓是利用铣床工装在数控铣床上精加工完成的;而叶轮片的定位键槽是通过第二工装在电火花线切割机上切割完成的,使每个叶轮片轴孔定位键槽位置准确和一致,因此,用本发明工艺加工的叶轮组件成品精度高,表面质量好,而且互换性好,装在风机内腔后各处的装配间隙,均可控制在较小的范围,减少泄漏量,使得出口气体温升较