
一种板材的连续冲压成型方法.pdf

是你****松呀


1/10

2/10

3/10

4/10
5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种板材的连续冲压成型方法.pdf
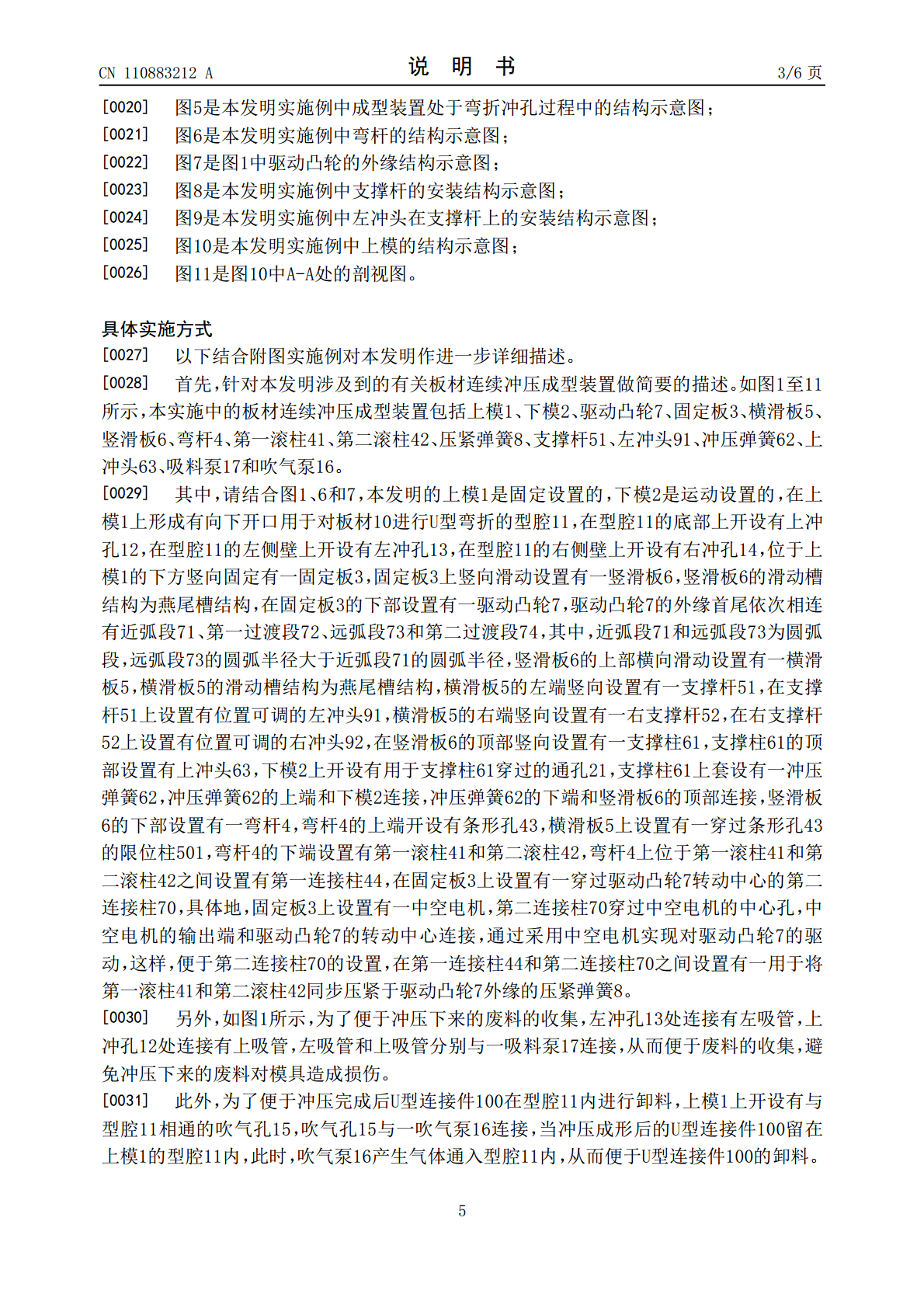
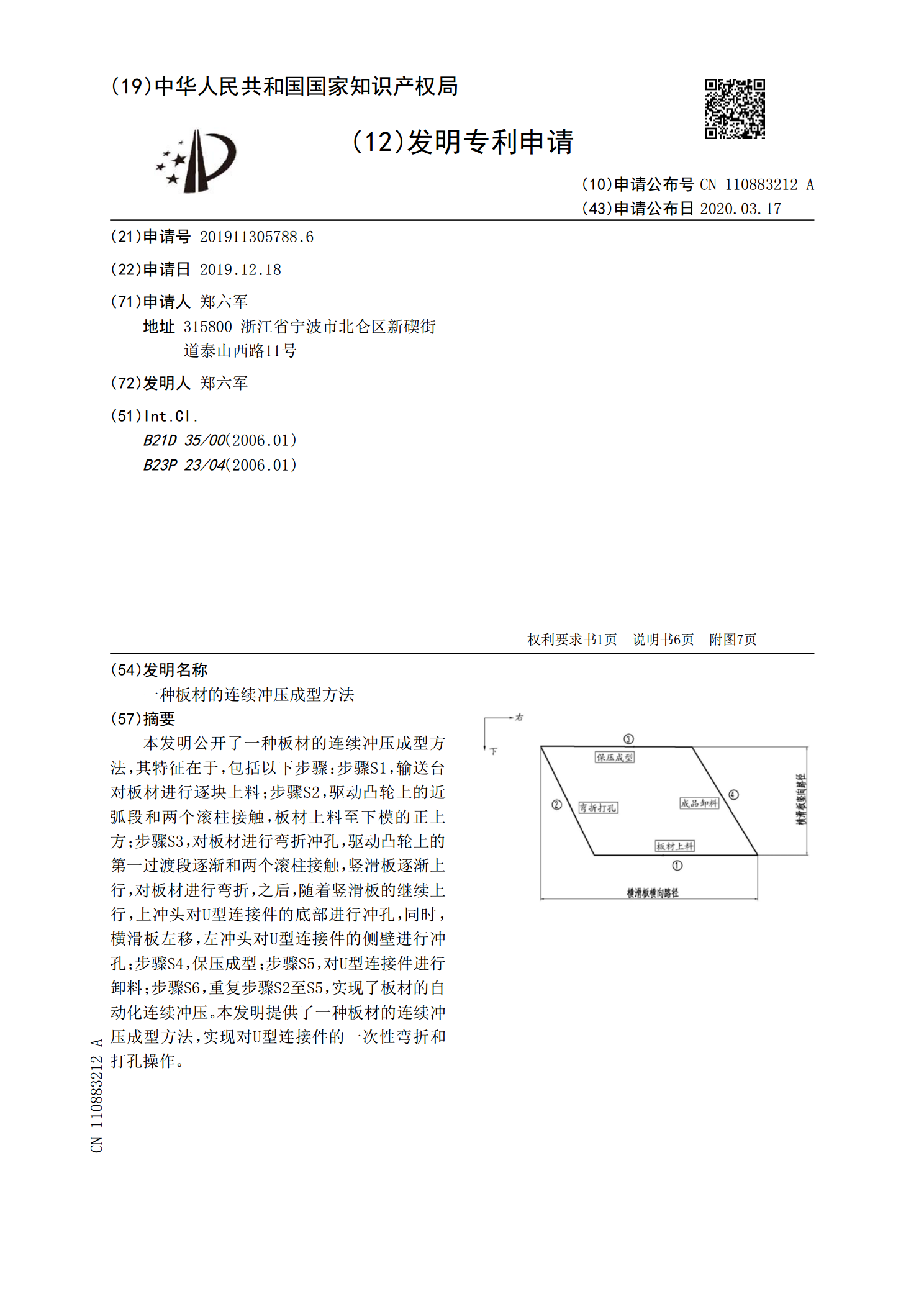
本发明公开了一种板材的连续冲压成型方法,其特征在于,包括以下步骤:步骤S1,输送台对板材进行逐块上料;步骤S2,驱动凸轮上的近弧段和两个滚柱接触,板材上料至下模的正上方;步骤S3,对板材进行弯折冲孔,驱动凸轮上的第一过渡段逐渐和两个滚柱接触,竖滑板逐渐上行,对板材进行弯折,之后,随着竖滑板的继续上行,上冲头对U型连接件的底部进行冲孔,同时,横滑板左移,左冲头对U型连接件的侧壁进行冲孔;步骤S4,保压成型;步骤S5,对U型连接件进行卸料;步骤S6,重复步骤S2至S5,实现了板材的自动化连续冲压。本发明提供了

一种连续精密冲压自动铆接成型装置以及成型方法.pdf
本发明公开了一种连续精密冲压自动铆接成型装置,包括:底座平台、机体外壳、环形输送线、铆钉安装机构、冲压机构、第一上料盘、安装模块、第二上料盘、出料管、三轴夹持模块和控制模块;铆钉安装机构设置在所述底座平台的顶端且位于环形输送线的外侧左端;冲压机构设置在所述底座平台的顶端且位于环形输送线的外侧右端;安装模块设置在所述环形输送线的外侧且位于第一上料盘的出料口下方。该连续精密冲压自动铆接成型装置,可实现冲压铆接过程中铆钉螺母自动安装,使铆钉螺母准确安装至工件孔位内部,并且保证安装移动过程中铆钉螺母的稳定,安装精
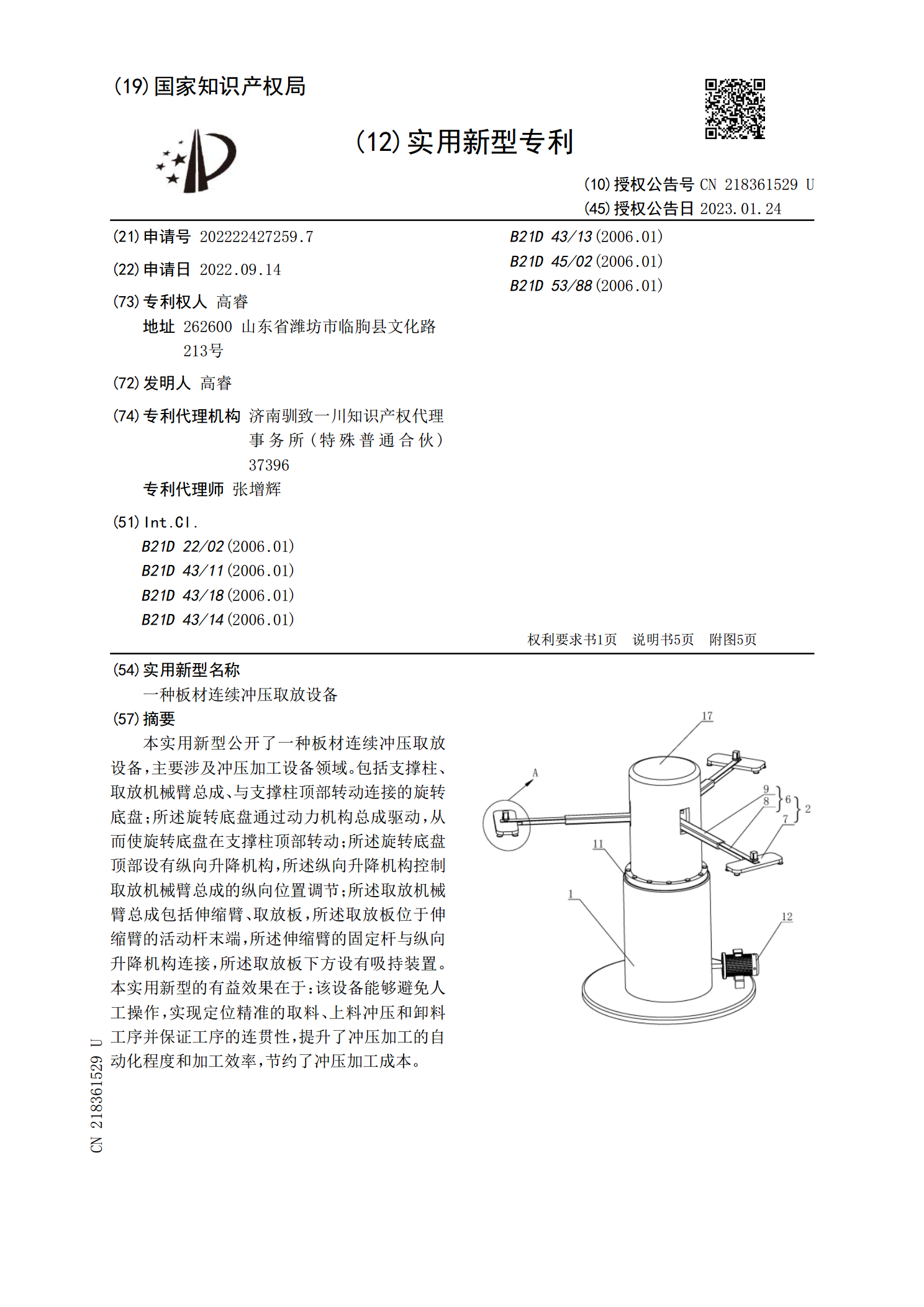
一种板材连续冲压取放设备.pdf
本实用新型公开了一种板材连续冲压取放设备,主要涉及冲压加工设备领域。包括支撑柱、取放机械臂总成、与支撑柱顶部转动连接的旋转底盘;所述旋转底盘通过动力机构总成驱动,从而使旋转底盘在支撑柱顶部转动;所述旋转底盘顶部设有纵向升降机构,所述纵向升降机构控制取放机械臂总成的纵向位置调节;所述取放机械臂总成包括伸缩臂、取放板,所述取放板位于伸缩臂的活动杆末端,所述伸缩臂的固定杆与纵向升降机构连接,所述取放板下方设有吸持装置。本实用新型的有益效果在于:该设备能够避免人工操作,实现定位精准的取料、上料冲压和卸料工序并保证

连续冲压成型装置.pdf
本发明涉及冲压成形加工领域,公开了一种连续冲压成型装置,包括上、下模具、冲床滑块、滑轮固定杆、2个契形轨道、送料滑杆、启动开关、挡料块、打料杆。本发明的优点在于,能够实现自动送料,精确定位,有助于缩小坯料尺寸,减小坯料在冲压成形过程中的变形,且能够保证较高的冲压加工效率。
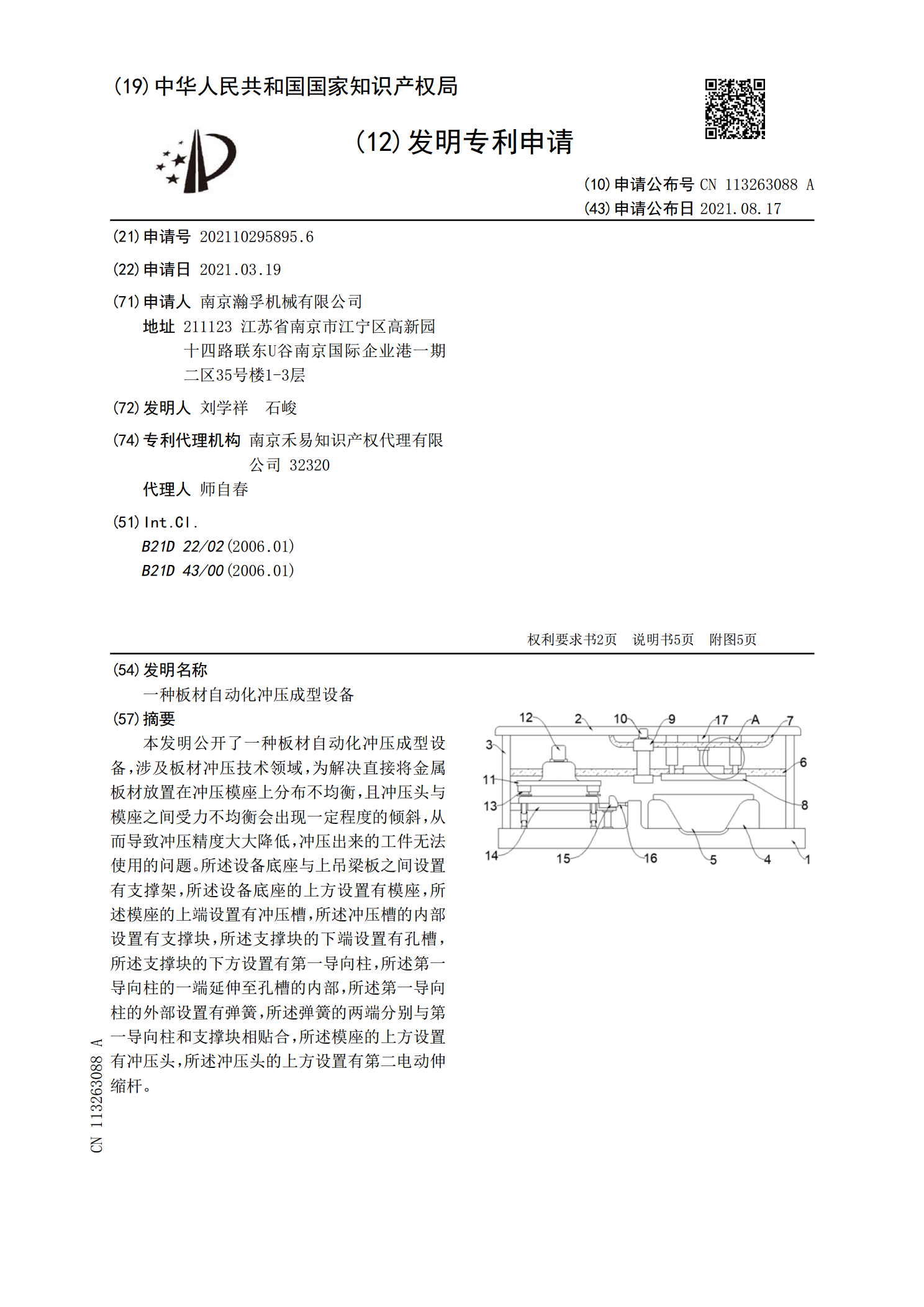
一种板材自动化冲压成型设备.pdf
本发明公开了一种板材自动化冲压成型设备,涉及板材冲压技术领域,为解决直接将金属板材放置在冲压模座上分布不均衡,且冲压头与模座之间受力不均衡会出现一定程度的倾斜,从而导致冲压精度大大降低,冲压出来的工件无法使用的问题。所述设备底座与上吊梁板之间设置有支撑架,所述设备底座的上方设置有模座,所述模座的上端设置有冲压槽,所述冲压槽的内部设置有支撑块,所述支撑块的下端设置有孔槽,所述支撑块的下方设置有第一导向柱,所述第一导向柱的一端延伸至孔槽的内部,所述第一导向柱的外部设置有弹簧,所述弹簧的两端分别与第一导向柱和支