
连续冲压成型装置.pdf

书生****12


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

连续冲压成型装置.pdf
本发明涉及冲压成形加工领域,公开了一种连续冲压成型装置,包括上、下模具、冲床滑块、滑轮固定杆、2个契形轨道、送料滑杆、启动开关、挡料块、打料杆。本发明的优点在于,能够实现自动送料,精确定位,有助于缩小坯料尺寸,减小坯料在冲压成形过程中的变形,且能够保证较高的冲压加工效率。

一种连续精密冲压自动铆接成型装置以及成型方法.pdf
本发明公开了一种连续精密冲压自动铆接成型装置,包括:底座平台、机体外壳、环形输送线、铆钉安装机构、冲压机构、第一上料盘、安装模块、第二上料盘、出料管、三轴夹持模块和控制模块;铆钉安装机构设置在所述底座平台的顶端且位于环形输送线的外侧左端;冲压机构设置在所述底座平台的顶端且位于环形输送线的外侧右端;安装模块设置在所述环形输送线的外侧且位于第一上料盘的出料口下方。该连续精密冲压自动铆接成型装置,可实现冲压铆接过程中铆钉螺母自动安装,使铆钉螺母准确安装至工件孔位内部,并且保证安装移动过程中铆钉螺母的稳定,安装精
冲压成型品的制造方法、冲压成型品以及冲压成型装置.pdf
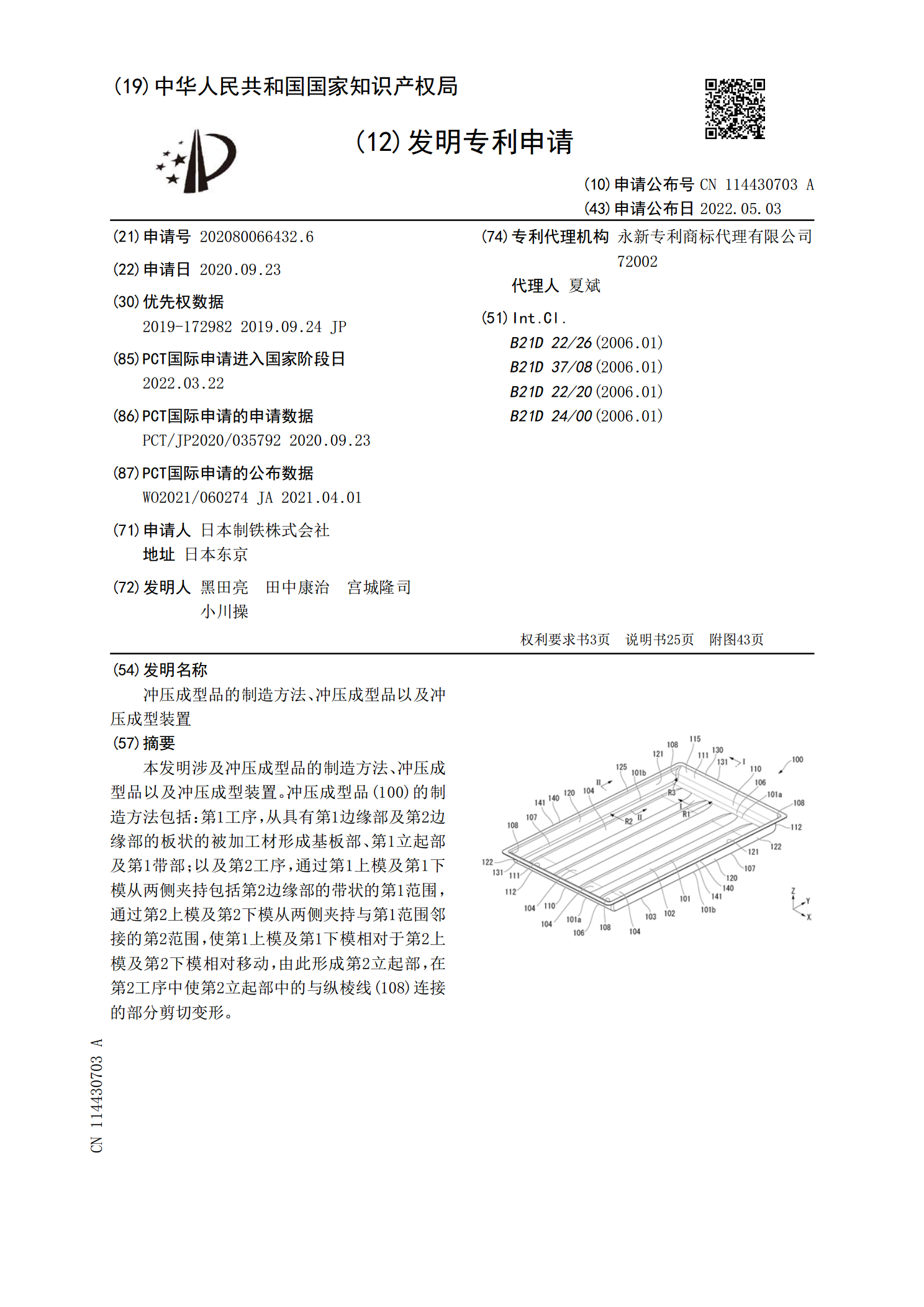
本发明涉及冲压成型品的制造方法、冲压成型品以及冲压成型装置。冲压成型品(100)的制造方法包括:第1工序,从具有第1边缘部及第2边缘部的板状的被加工材形成基板部、第1立起部及第1带部;以及第2工序,通过第1上模及第1下模从两侧夹持包括第2边缘部的带状的第1范围,通过第2上模及第2下模从两侧夹持与第1范围邻接的第2范围,使第1上模及第1下模相对于第2上模及第2下模相对移动,由此形成第2立起部,在第2工序中使第2立起部中的与纵棱线(108)连接的部分剪切变形。

金属阀壳的连续冲压成型方法.pdf
本发明提供一种金属阀壳的连续冲压成型方法,包括如下步骤:冲定位孔步骤:在金属板料上加工至少一个定位孔;拉深成型步骤:对金属板料进行拉深成型,得到回转壁;侧孔成型步骤:将金属阀壳上的每个侧孔区分为由卡脚间隔的两个半孔,对每一个半孔分别在不同的工步成型;顶孔成型步骤:冲裁成型金属阀壳顶面的顶孔,并相应得到顶钩;落料步骤:将成型后的金属阀壳自金属板料上冲裁下来。该金属阀壳的连续冲压成型方法将单个侧孔拆分为由卡脚隔开的两个半孔分开冲切成型冲击过大,导致整形后的回转壁变形的问题;同时由于分开冲切成型,方便设计下模对

一种提高天窗导轨成型稳定性的连续冲压装置.pdf
本发明公开了一种提高天窗导轨成型稳定性的连续冲压装置,属于冲压模具技术领域,所述提高天窗导轨成型稳定性的连续冲压装置包括上模座与下模座,所述下模座上端通过螺栓A可拆卸连接有凹模,所述凹模上端通过螺栓B可拆卸连接有定位板,所述上模座下端通过螺栓C可拆卸连接有凸模固定板,所述凸模固定板下端通过螺栓D可拆卸连接有凸模,所述上模座顶端固定连接有模柄。本发明通过增加有步进电机,可以操控齿轮进行正向旋转或者反向旋转,齿轮可以将自身的正反旋转运动转变成齿条的上下反复运动,以此来带动冲压模具的上模与下模之间连续冲压铸模,