
一种新能源汽车水冷电机壳制造工艺及其结构.pdf

森林****io

1/10

2/10

3/10

4/10

5/10
6/10

7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种新能源汽车水冷电机壳制造工艺及其结构.pdf
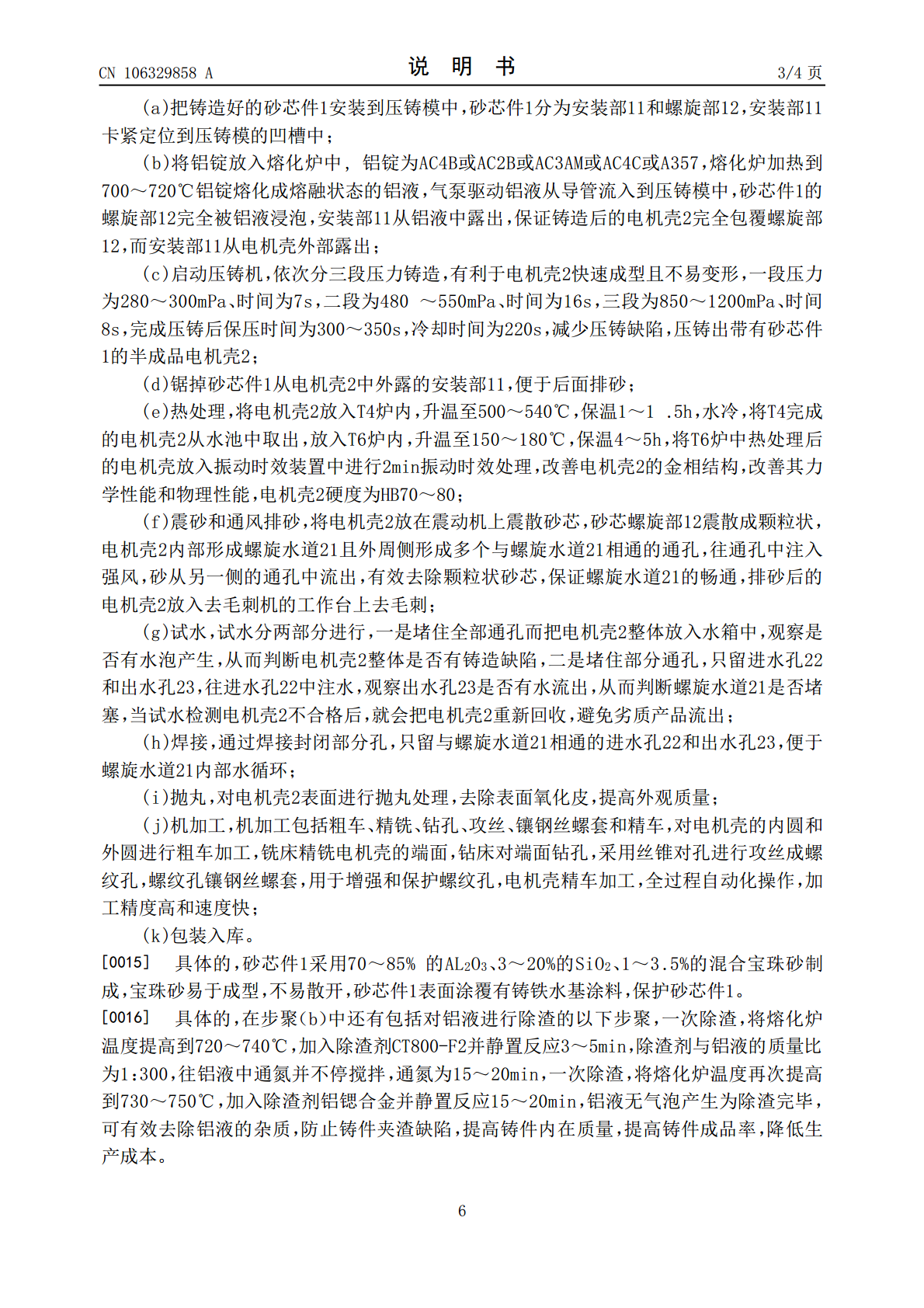
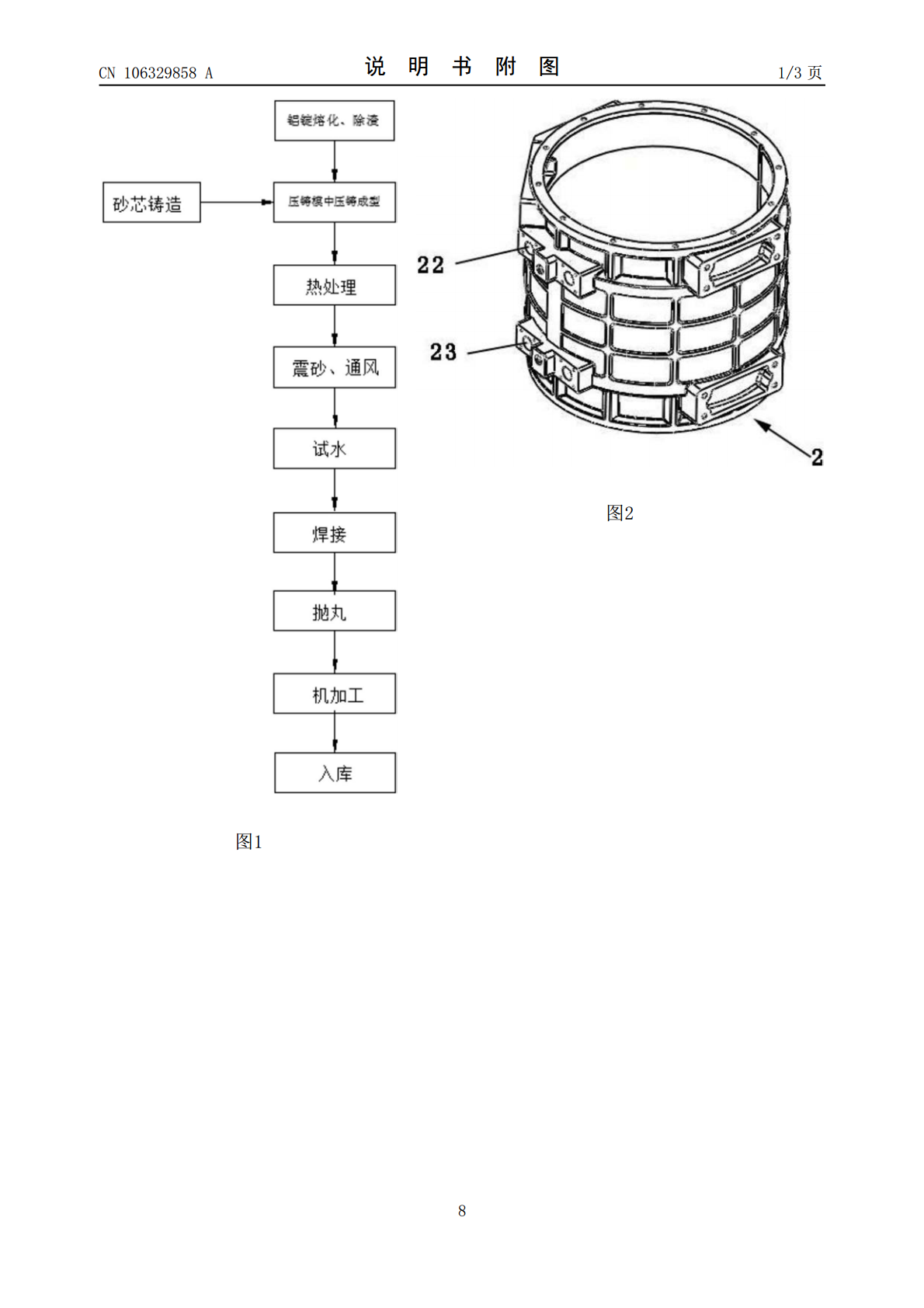
本发明涉及一种新能源汽车水冷电机壳制造工艺及其结构,水冷电机壳制造工艺设计合理,可提高水冷电机壳的各项性能参数,电机壳经过(a)~(k)11道工序制造而成后,具有结构稳固可靠、无铸造缺陷、螺旋水道无残留砂芯、硬度满足要求等优点,加长了水冷电机壳的使用寿命,满足实际使用需要。

一种新能源汽车水冷电机壳制造工艺及其结构.pdf
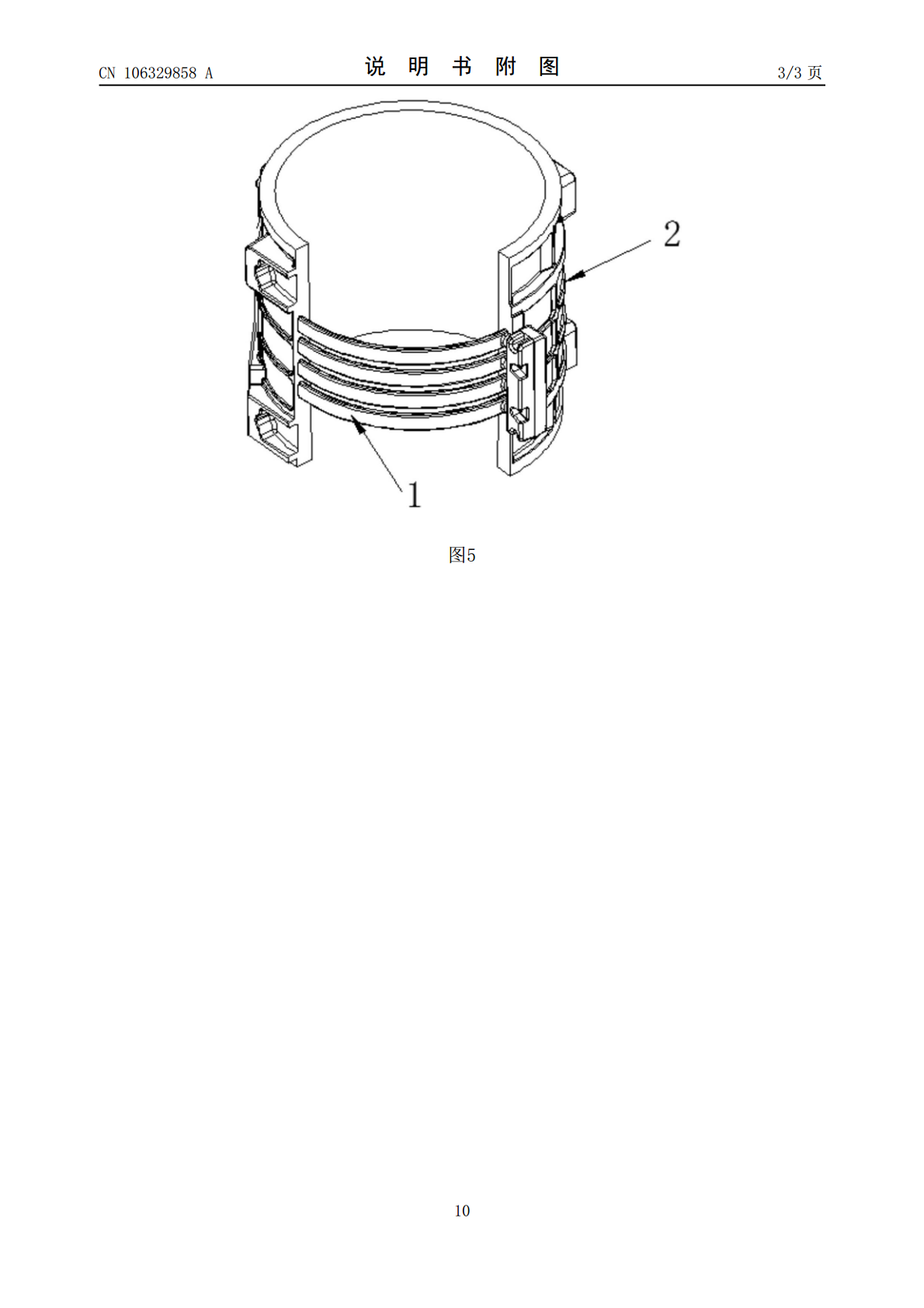
本发明涉及一种新能源汽车水冷电机壳制造工艺及其结构,包括内壳、第一外壳和第二外壳,所述内壳为圆柱形结构,所述内壳的内部设有放置腔,所述内壳的外表面设有多个外环,相邻外环之间形成有水道,所述水道上设有通口,相邻两水道之间的通道首尾设置,所述第一外壳和第二外壳设于内壳外部,本发明提出的一种新能源汽车水冷电机壳制造工艺及其结构,通过设置第一外壳和第二外壳,第一外壳和第二外壳组装于内壳的外部,从而形成水冷电机可,该种设计,工艺简单,具有结构稳固可靠、无铸造缺陷、螺旋水道无残留砂芯、硬度满足要求等优点,加长了水冷电
一种用于新能源汽车的水冷电机机壳的铸造工艺.pdf
本发明公开了一种用于新能源汽车的水冷电机机壳的铸造工艺,合金熔炼,精炼、细化,制芯,组芯,浇注,铸件清理,清铲,热处理,水套清理,抛丸。本发明适用于水冷电机壳的,整个铸造步骤简单,生产成本低,另外,生产出来的齿轮箱质量好,提高了生产效率。
一种新能源汽车电机水冷机壳.pdf
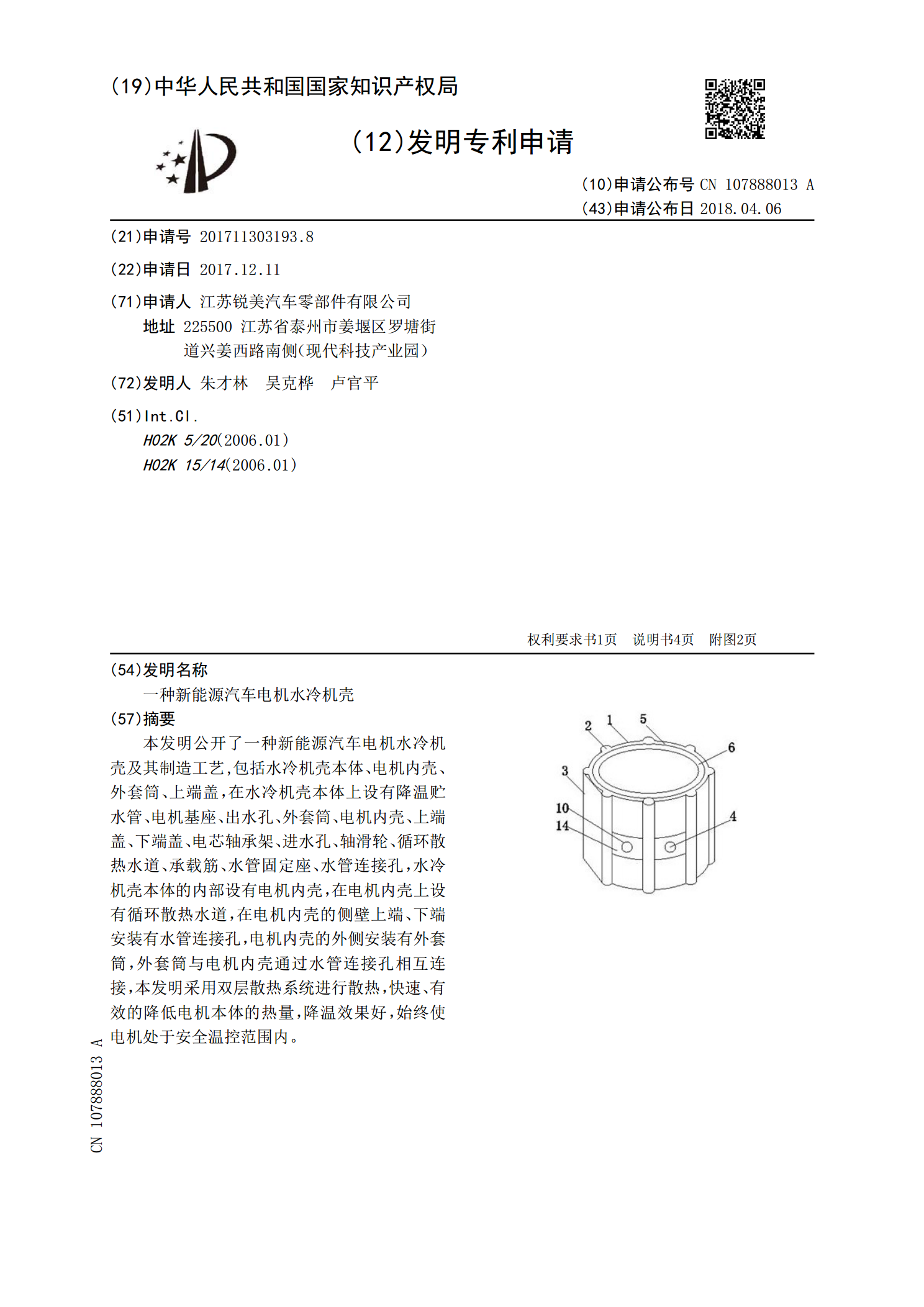
本发明公开了一种新能源汽车电机水冷机壳及其制造工艺,包括水冷机壳本体、电机内壳、外套筒、上端盖,在水冷机壳本体上设有降温贮水管、电机基座、出水孔、外套筒、电机内壳、上端盖、下端盖、电芯轴承架、进水孔、轴滑轮、循环散热水道、承载筋、水管固定座、水管连接孔,水冷机壳本体的内部设有电机内壳,在电机内壳上设有循环散热水道,在电机内壳的侧壁上端、下端安装有水管连接孔,电机内壳的外侧安装有外套筒,外套筒与电机内壳通过水管连接孔相互连接,本发明采用双层散热系统进行散热,快速、有效的降低电机本体的热量,降温效果好,始终使

九圈螺旋水道新能源汽车水冷电机机壳的铸造工艺.pdf
本发明涉及一种九圈螺旋水道新能源汽车水冷电机机壳的铸造工艺,属于电机壳生产制造领域。采用热芯盒覆膜砂制芯制作九圈螺旋水道芯,其中,在九圈螺旋水道芯上设置17个定位芯头,17个定位芯头与九圈螺旋水道芯一体制作成型,通过17个定位芯头和水冷电机机壳模具上定位孔的配合将九圈螺旋水道芯固定在水冷电机机壳模具内将燃气炉熔炼的铝液通过低压铸造工艺向模具内进行低压浇注获得水冷电机机壳铸件毛胚;本发明的生产工艺简单,省时省力,生产效率高,制作成本低,散热性能好,产品综合性能稳定,能够很好的满足新能源汽车用水冷驱动电机的要