
一种钛合金薄壁筒体成形方法.pdf

Ch****75

1/7

2/7
3/7
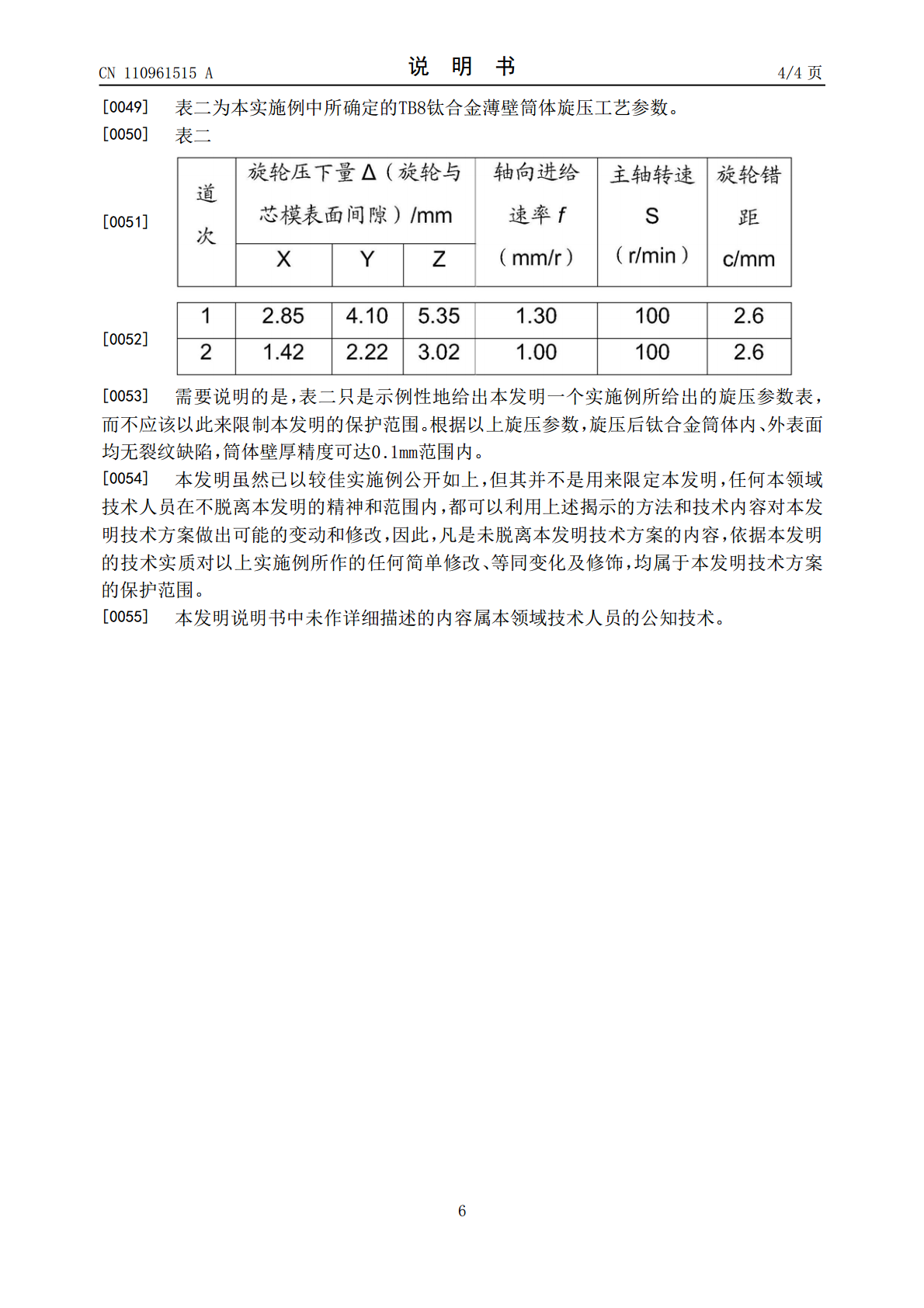
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钛合金薄壁筒体成形方法.pdf
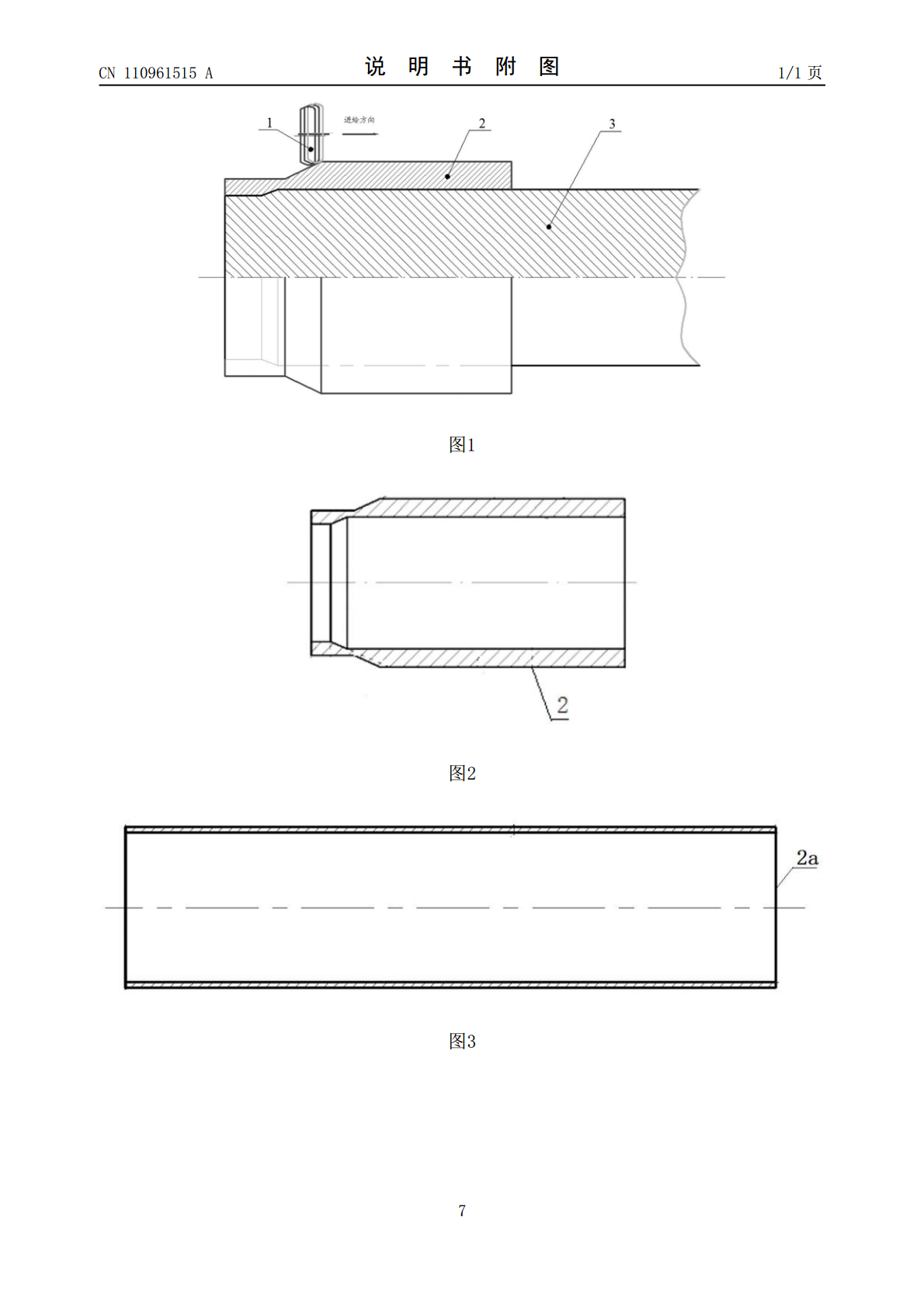
本发明涉及薄壁筒体成形技术领域,公开了一种钛合金薄壁筒体成形方法,包括:制造毛坯:加工毛坯,毛坯加工完成后对毛坯进行热处理;制造芯模:加工芯模,芯模加工完成后对芯模进行热处理;制造旋轮:加工旋轮;涂润滑剂:在芯模的外表面涂抹润滑剂;涂冷却液:在芯模与毛坯之间涂抹冷却液;冷旋成形:将毛坯装在外表面涂抹润滑剂的芯模上,通过旋轮将装在芯模上的毛坯旋压成形为筒体,旋压成形过程中在芯模与毛坯之间涂抹冷却液;能够旋压成形满足几何、形位精度要求的钛合金发动机壳体。
一种钛合金中空筒体结构件的成形方法.pdf
一种钛合金中空筒体结构件的成形方法,属于钛合金成形技术领域。本发明解决了现有的对于中空筒体结构件的冷加工过程中易发生回弹效应,且没有适宜的热加工工艺及成形工装的的问题。双层带筋筒体套在胀形工装上,在真空热处理炉中进行热胀形;将双层带筋筒体和内、外蒙皮装配至超塑成形‑扩散连接工装中并连通气路,然后放入超塑成形‑扩散连接设备中,升温并通入惰性气体,在高温高压下,外筒体外壁与外蒙皮内壁之间发生扩散连接,内筒体内壁与内蒙皮外壁之间发生扩散连接,最后冷却至室温后,拆解工装取出零件,最终形成中空筒体结构件,内筒体与外
筒壁上具有大开口的薄壁筒体钛合金铸件的缺陷修复方法.pdf
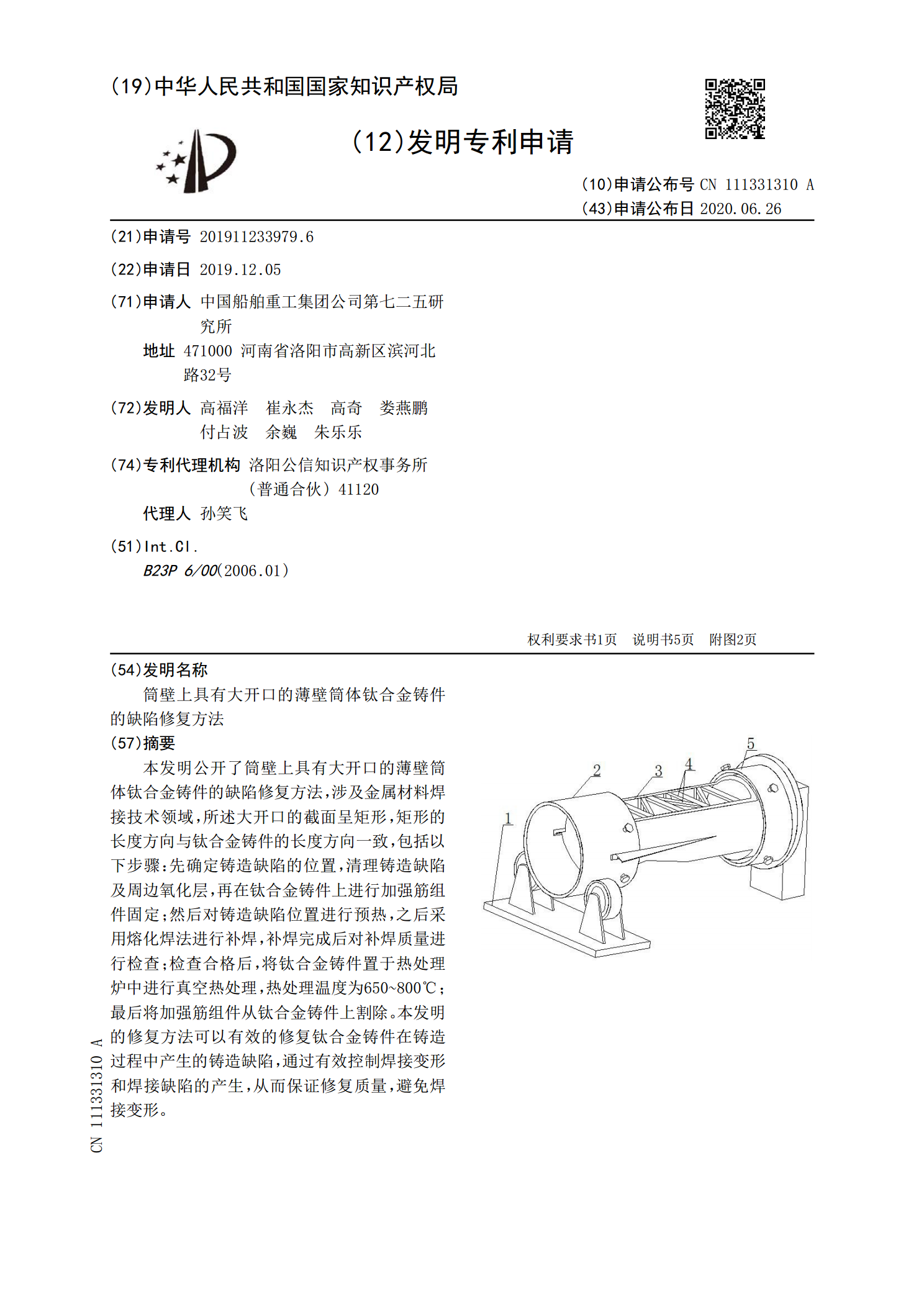
本发明公开了筒壁上具有大开口的薄壁筒体钛合金铸件的缺陷修复方法,涉及金属材料焊接技术领域,所述大开口的截面呈矩形,矩形的长度方向与钛合金铸件的长度方向一致,包括以下步骤:先确定铸造缺陷的位置,清理铸造缺陷及周边氧化层,再在钛合金铸件上进行加强筋组件固定;然后对铸造缺陷位置进行预热,之后采用熔化焊法进行补焊,补焊完成后对补焊质量进行检查;检查合格后,将钛合金铸件置于热处理炉中进行真空热处理,热处理温度为650~800℃;最后将加强筋组件从钛合金铸件上割除。本发明的修复方法可以有效的修复钛合金铸件在铸造过程中

薄壁钛合金焊接筒体的机加工变形控制装置及控制方法.pdf
本发明公开了一种薄壁钛合金焊接筒体的机加工变形控制装置,包括内径支撑工装和外径控制工装,内径支撑工装和外径控制工装均由支撑架、可调螺栓和随形顶板组成,支撑架为筒状网格化结构,可调螺栓呈矩阵状分布在支撑架上,随形顶板安装在可调螺栓自由端端部,随形顶板为弧形板,随形顶板的曲率半径与钛合金焊接筒体半径相同。本发明还公开薄壁钛合金焊接筒体的机加工变形控制装置的控制方法,包括采用该机加工变形控制装置,结合热处理,对钛合金筒体依次进行校形处理、粗加工、第一次定型热处理、半精加工、第二次定型热处理和精加工,实现了对钛合
一种带凹底薄壁筒件冲旋一体化成形装置及其成形方法.pdf
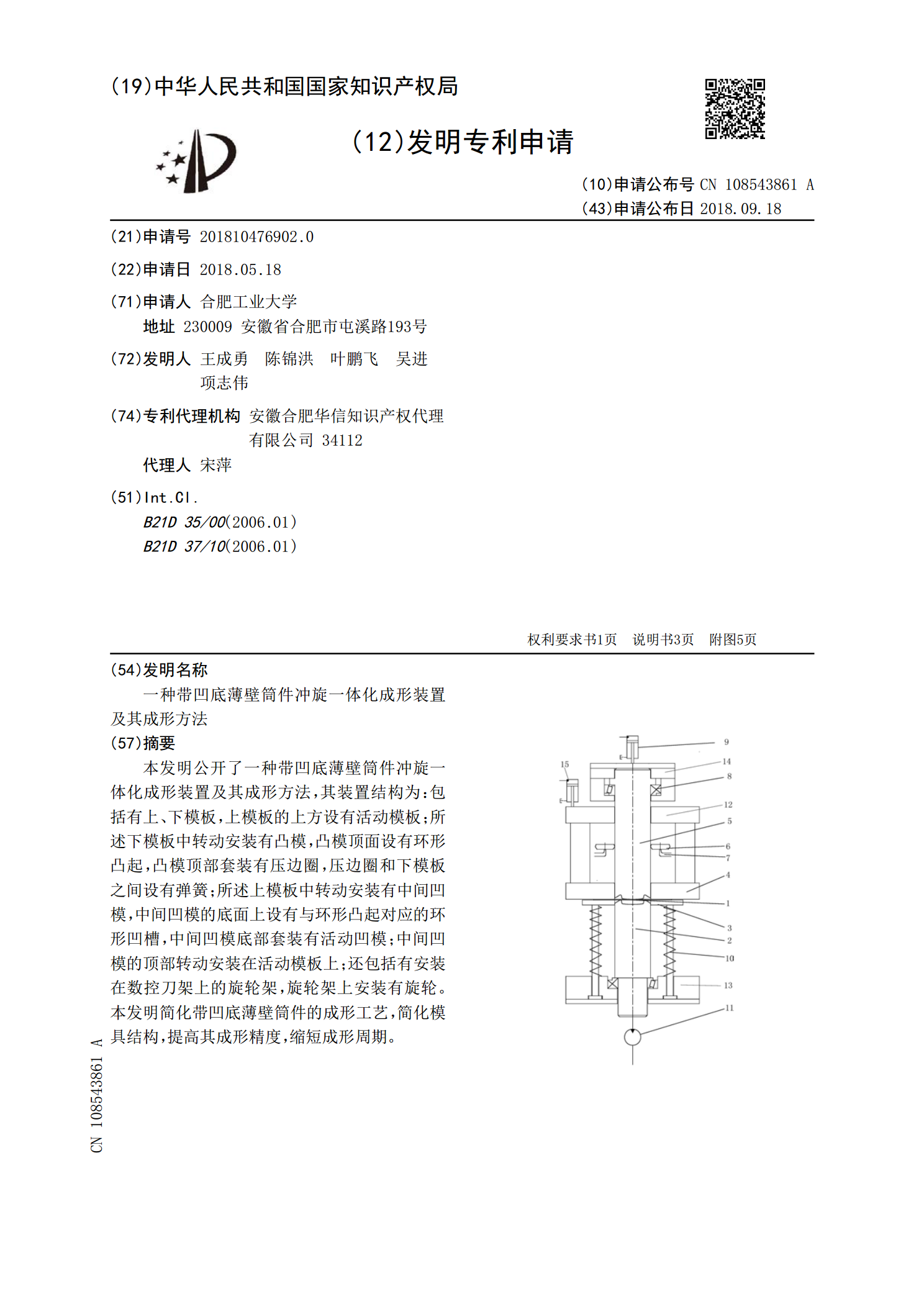
本发明公开了一种带凹底薄壁筒件冲旋一体化成形装置及其成形方法,其装置结构为:包括有上、下模板,上模板的上方设有活动模板;所述下模板中转动安装有凸模,凸模顶面设有环形凸起,凸模顶部套装有压边圈,压边圈和下模板之间设有弹簧;所述上模板中转动安装有中间凹模,中间凹模的底面上设有与环形凸起对应的环形凹槽,中间凹模底部套装有活动凹模;中间凹模的顶部转动安装在活动模板上;还包括有安装在数控刀架上的旋轮架,旋轮架上安装有旋轮。本发明简化带凹底薄壁筒件的成形工艺,简化模具结构,提高其成形精度,缩短成形周期。