
筒壁上具有大开口的薄壁筒体钛合金铸件的缺陷修复方法.pdf

冷霜****魔王


1/9

2/9

3/9

4/9

5/9
6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
筒壁上具有大开口的薄壁筒体钛合金铸件的缺陷修复方法.pdf
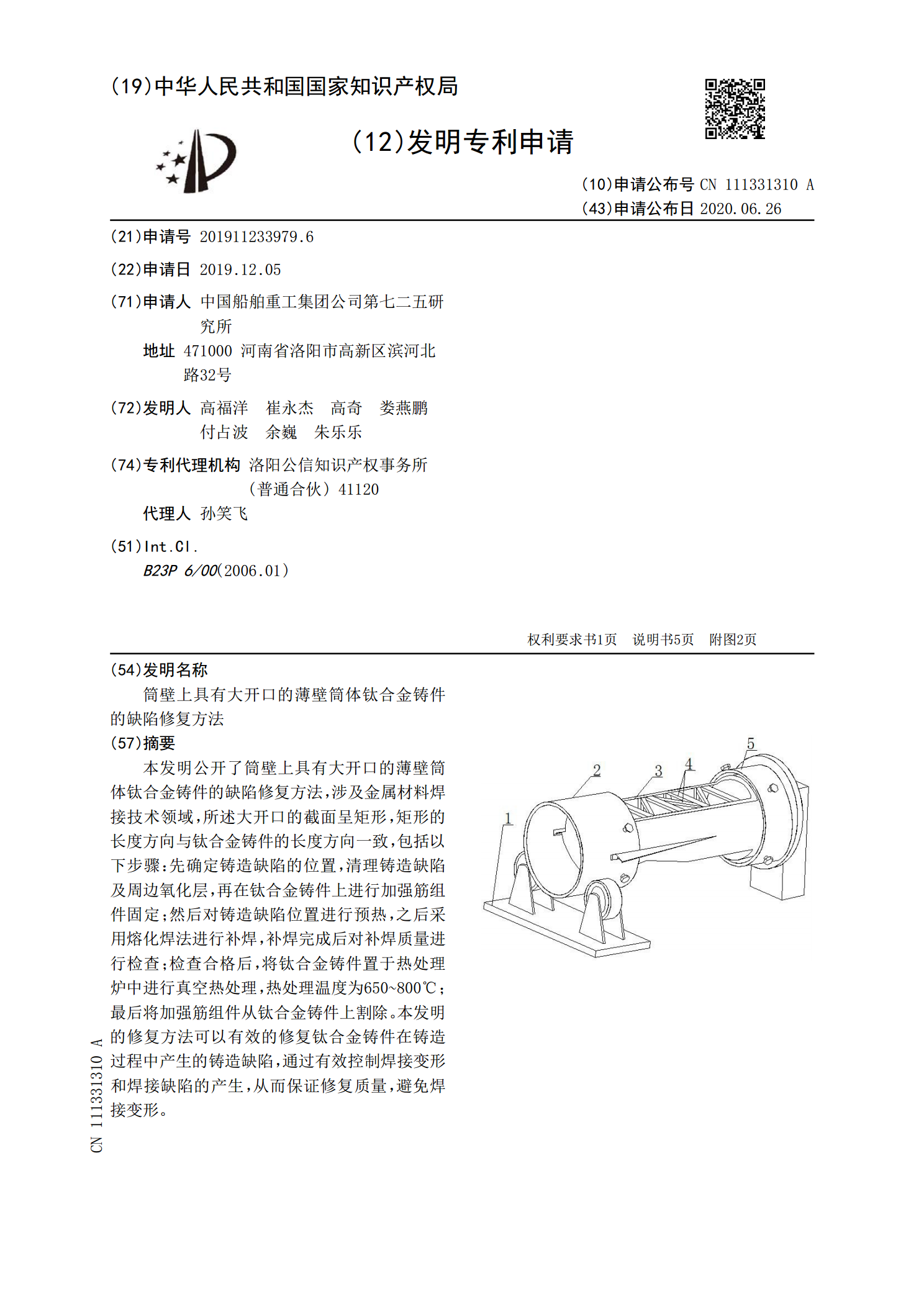
本发明公开了筒壁上具有大开口的薄壁筒体钛合金铸件的缺陷修复方法,涉及金属材料焊接技术领域,所述大开口的截面呈矩形,矩形的长度方向与钛合金铸件的长度方向一致,包括以下步骤:先确定铸造缺陷的位置,清理铸造缺陷及周边氧化层,再在钛合金铸件上进行加强筋组件固定;然后对铸造缺陷位置进行预热,之后采用熔化焊法进行补焊,补焊完成后对补焊质量进行检查;检查合格后,将钛合金铸件置于热处理炉中进行真空热处理,热处理温度为650~800℃;最后将加强筋组件从钛合金铸件上割除。本发明的修复方法可以有效的修复钛合金铸件在铸造过程中

筒体缺陷焊接修复方法.pdf
本发明公开了一种能够提高一次补焊成功率,力求避免内壁补焊的筒体缺陷焊接修复方法,补焊时,将筒体补焊区域调整到十点到十一点或一点到二点方位,再沿靠近筒体内侧的焊根处开始施焊,使得未补焊区域在筒体横截面上的投影区域大致呈U形;然后保持“U”形状截面,由内到外逐层补焊完成。每一“U”形截面层施焊时,焊道都必须由筒体的圆周方向壁厚处向中心对称周圈叠加,每一周圈焊道分两个半圈沿筒体圆周方向爬坡施焊完成,能有效降低焊趾处的应力集中系数,减小焊接收缩应力,改变焊趾处的受力方向,从而有效避免了修复过程中的反复开裂和垫板去
一种钛合金薄壁筒体成形方法.pdf
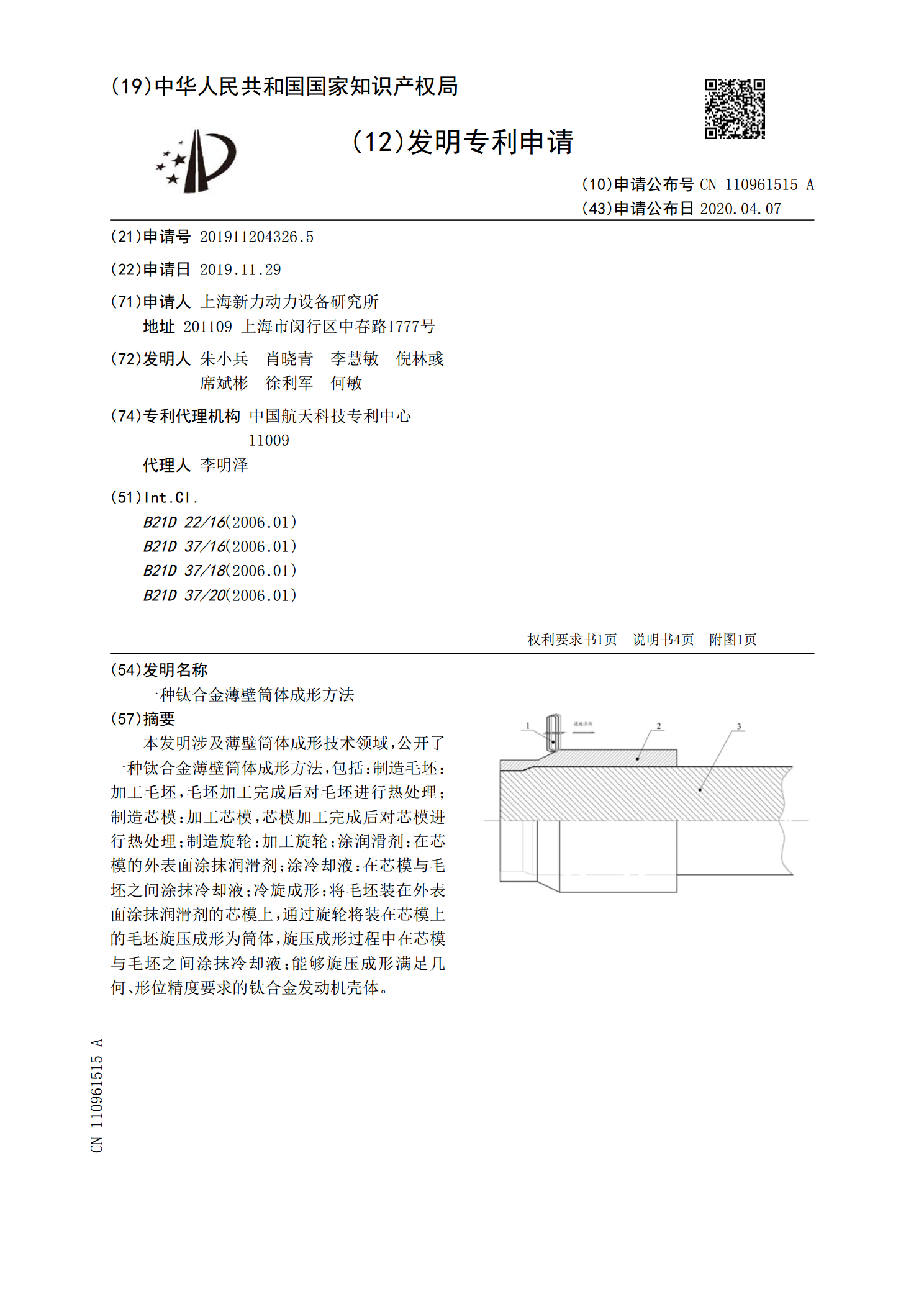
本发明涉及薄壁筒体成形技术领域,公开了一种钛合金薄壁筒体成形方法,包括:制造毛坯:加工毛坯,毛坯加工完成后对毛坯进行热处理;制造芯模:加工芯模,芯模加工完成后对芯模进行热处理;制造旋轮:加工旋轮;涂润滑剂:在芯模的外表面涂抹润滑剂;涂冷却液:在芯模与毛坯之间涂抹冷却液;冷旋成形:将毛坯装在外表面涂抹润滑剂的芯模上,通过旋轮将装在芯模上的毛坯旋压成形为筒体,旋压成形过程中在芯模与毛坯之间涂抹冷却液;能够旋压成形满足几何、形位精度要求的钛合金发动机壳体。

卧式筒体开口法兰的加工方法.pdf
本申请公开了卧式筒体开口法兰的加工方法。该加工方法包括以下步骤:S1.使装配的法兰和接管安装在卧式筒体上;S2.在S1中卧式筒体的外壁面上沿其轴向安装支撑体系;S3.使龙门铣床安装在S2中支撑体系上,检测龙门铣床的安装精度并调整合格;S4.采用S3中龙门铣床加工法兰。本方案中,由于在卧式筒体上安装支撑体系,再将龙门铣床安装在支撑体系上,这样可通过龙门铣床在现场加工法兰,因此解决了在地面上安装格构柱支撑大型龙门铣床加工大法兰导致建造成本高、实施难度大的难题。

薄壁钛合金焊接筒体的机加工变形控制装置及控制方法.pdf
本发明公开了一种薄壁钛合金焊接筒体的机加工变形控制装置,包括内径支撑工装和外径控制工装,内径支撑工装和外径控制工装均由支撑架、可调螺栓和随形顶板组成,支撑架为筒状网格化结构,可调螺栓呈矩阵状分布在支撑架上,随形顶板安装在可调螺栓自由端端部,随形顶板为弧形板,随形顶板的曲率半径与钛合金焊接筒体半径相同。本发明还公开薄壁钛合金焊接筒体的机加工变形控制装置的控制方法,包括采用该机加工变形控制装置,结合热处理,对钛合金筒体依次进行校形处理、粗加工、第一次定型热处理、半精加工、第二次定型热处理和精加工,实现了对钛合