
一种钛合金中空筒体结构件的成形方法.pdf

书生****文章

1/10
2/10

3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钛合金中空筒体结构件的成形方法.pdf
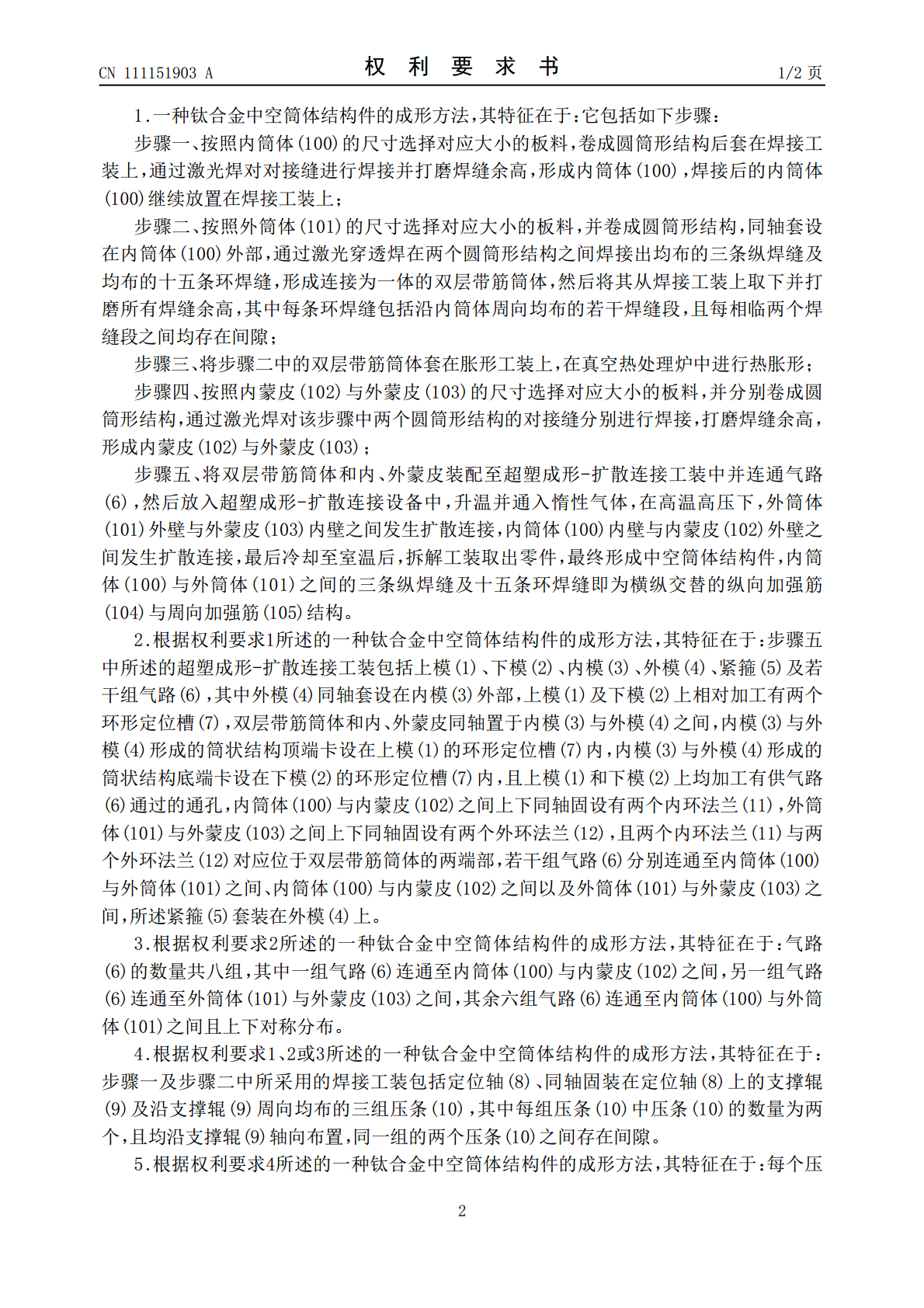
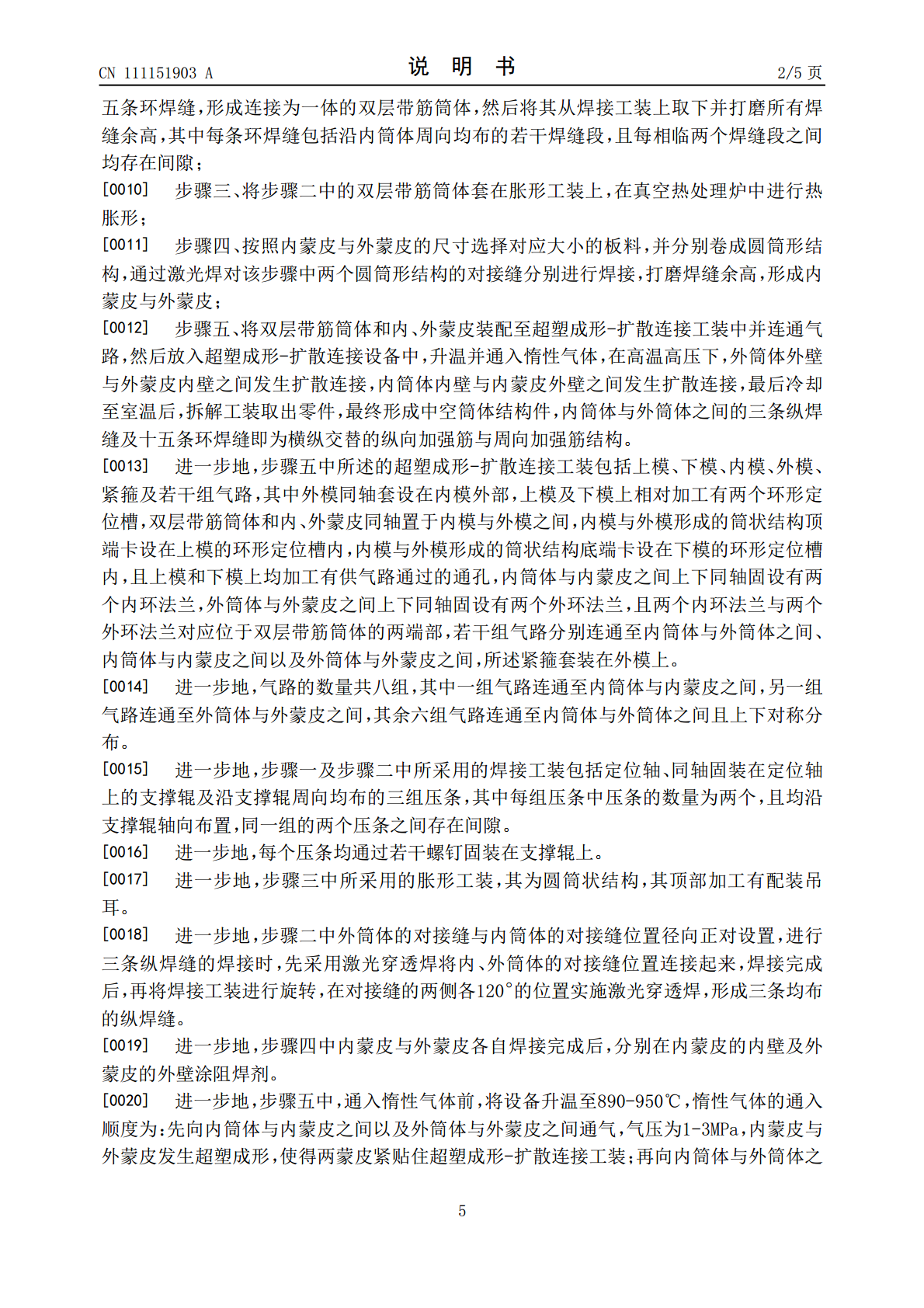
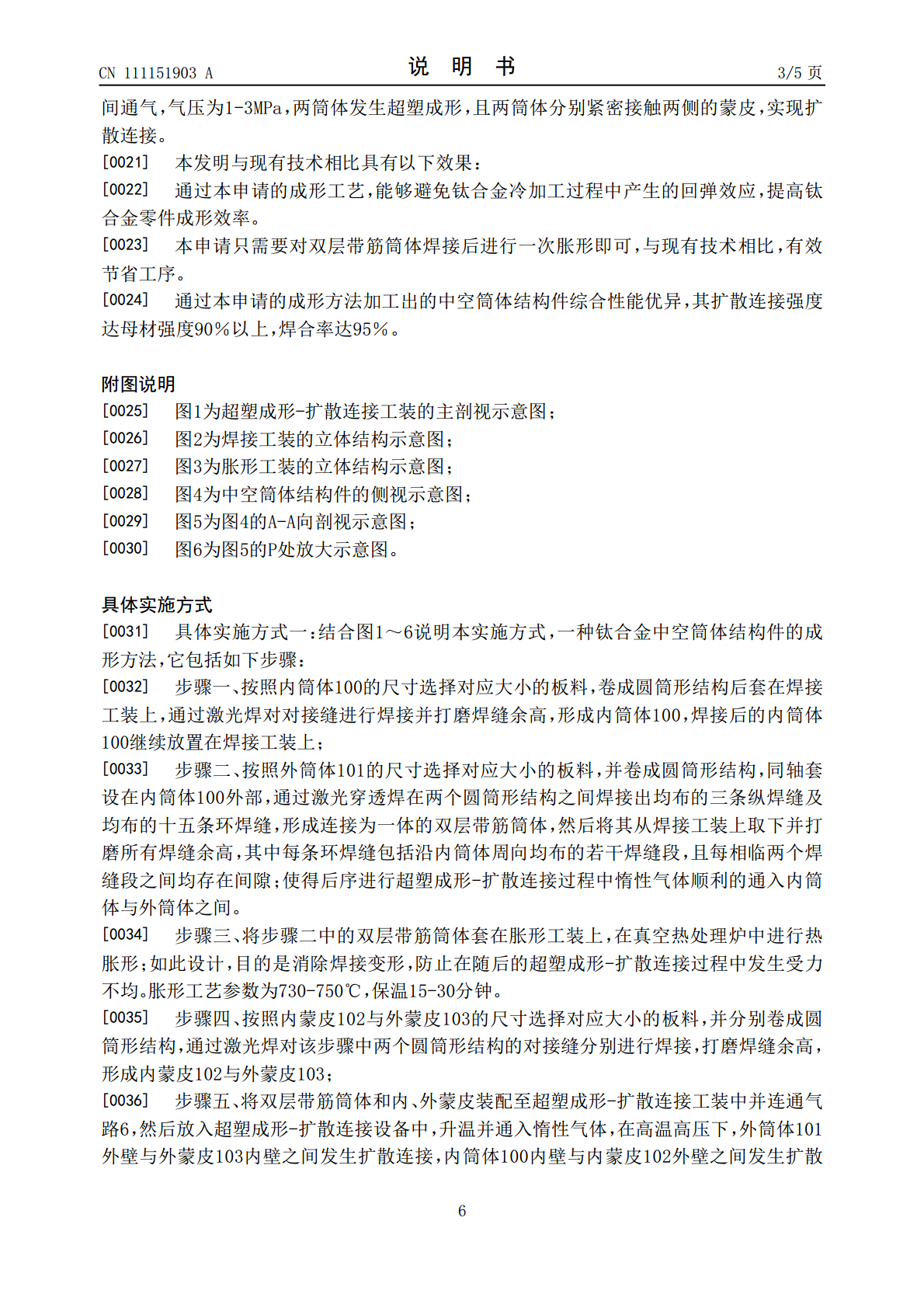
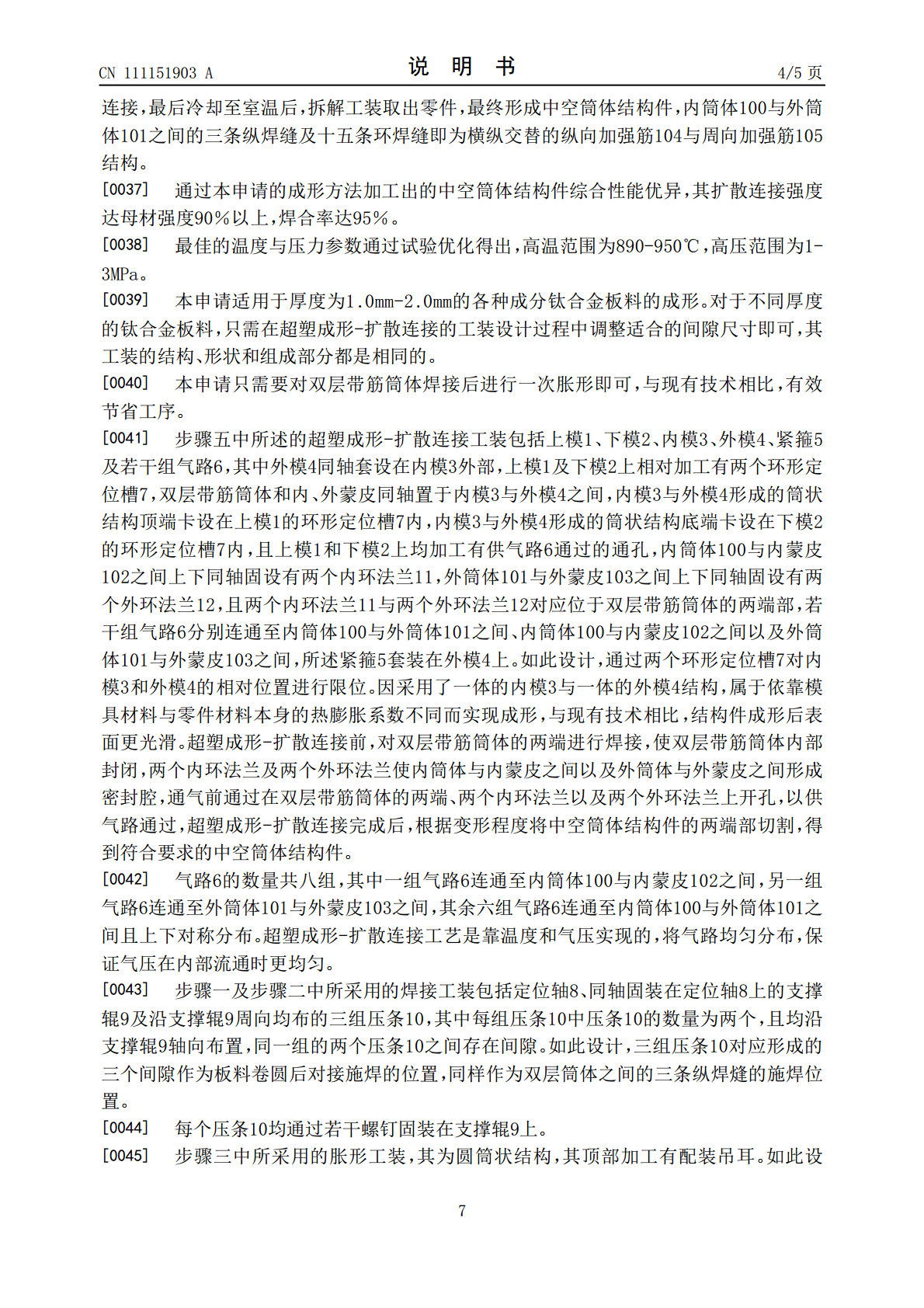
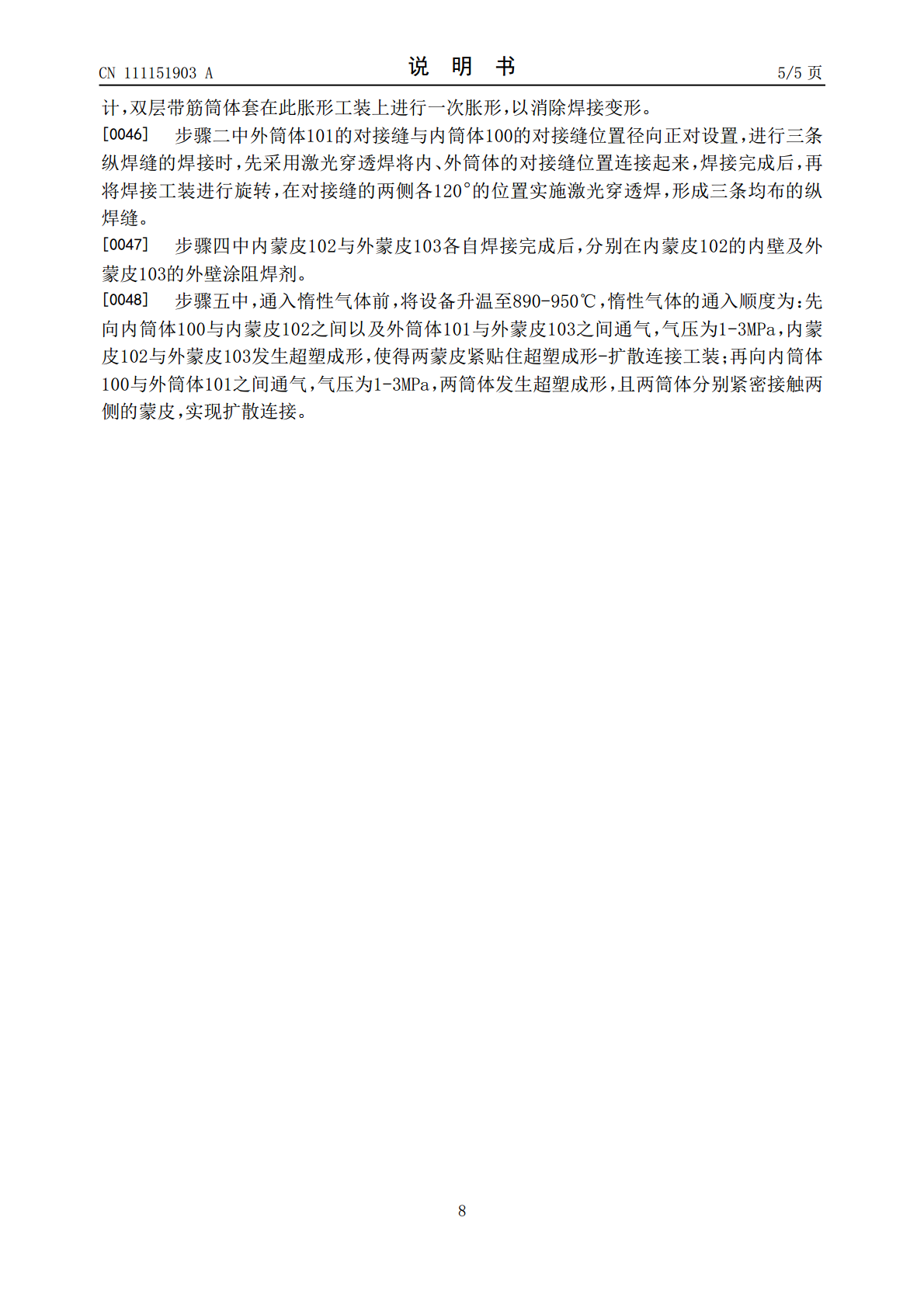
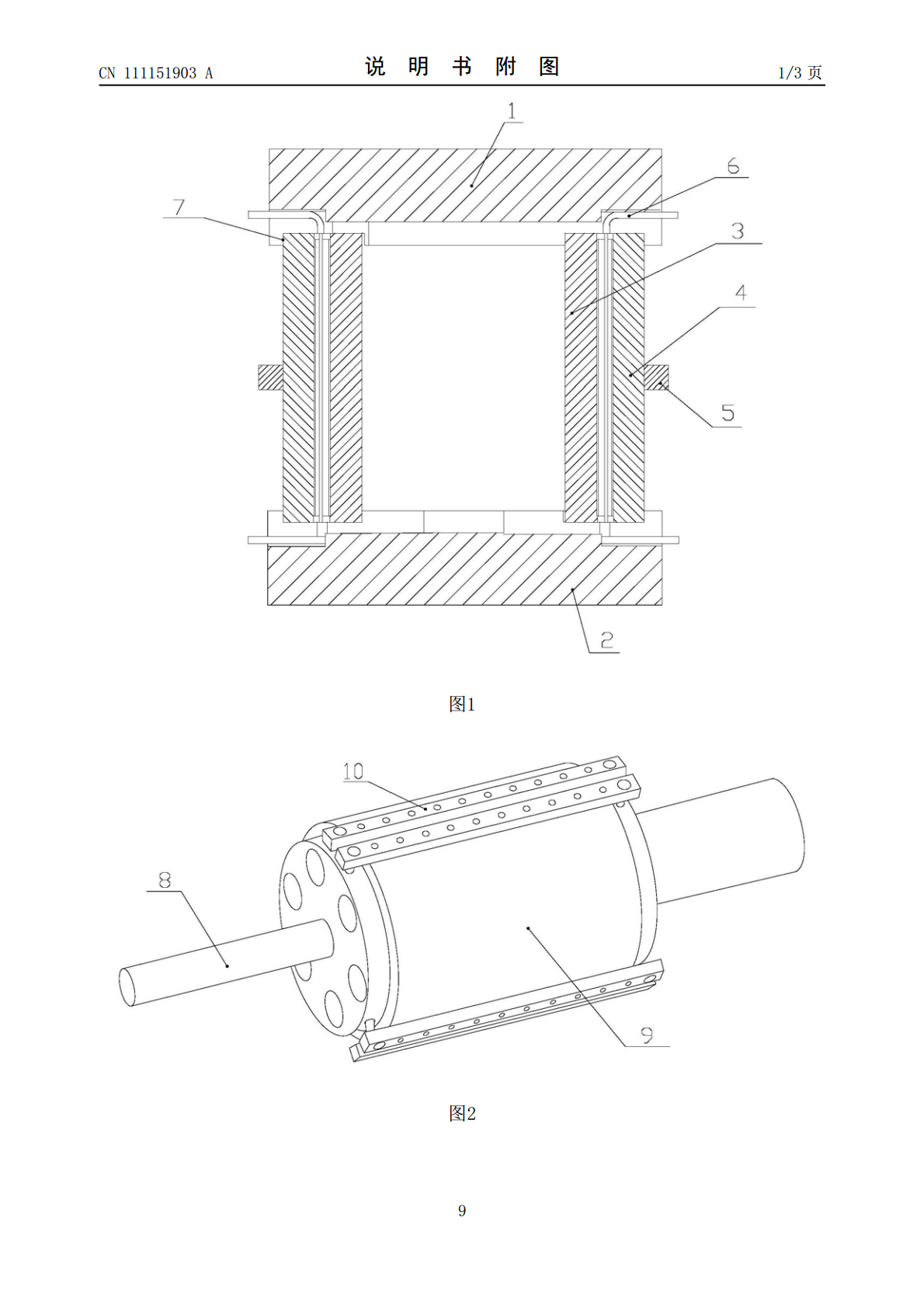
一种钛合金中空筒体结构件的成形方法,属于钛合金成形技术领域。本发明解决了现有的对于中空筒体结构件的冷加工过程中易发生回弹效应,且没有适宜的热加工工艺及成形工装的的问题。双层带筋筒体套在胀形工装上,在真空热处理炉中进行热胀形;将双层带筋筒体和内、外蒙皮装配至超塑成形‑扩散连接工装中并连通气路,然后放入超塑成形‑扩散连接设备中,升温并通入惰性气体,在高温高压下,外筒体外壁与外蒙皮内壁之间发生扩散连接,内筒体内壁与内蒙皮外壁之间发生扩散连接,最后冷却至室温后,拆解工装取出零件,最终形成中空筒体结构件,内筒体与外
一种钛合金薄壁筒体成形方法.pdf
本发明涉及薄壁筒体成形技术领域,公开了一种钛合金薄壁筒体成形方法,包括:制造毛坯:加工毛坯,毛坯加工完成后对毛坯进行热处理;制造芯模:加工芯模,芯模加工完成后对芯模进行热处理;制造旋轮:加工旋轮;涂润滑剂:在芯模的外表面涂抹润滑剂;涂冷却液:在芯模与毛坯之间涂抹冷却液;冷旋成形:将毛坯装在外表面涂抹润滑剂的芯模上,通过旋轮将装在芯模上的毛坯旋压成形为筒体,旋压成形过程中在芯模与毛坯之间涂抹冷却液;能够旋压成形满足几何、形位精度要求的钛合金发动机壳体。
一种筒体单面焊双面成形的焊接方法.pdf
本发明属于筒体制造工艺,解决了现有焊接工艺中双面焊接存在工艺复杂、工艺操作人员多、焊接环境差和合格率低的问题,具体涉及一种筒体单面焊双面成形的焊接方法,包括以下步骤:步骤1,点焊;将筒体板滚圆,在纵缝处内部点焊得到筒体预制体;步骤2,焊接纵缝;离子焊枪和钨极氩弧焊枪前后布置且同速移动,等离子焊枪和钨极氩弧焊枪各自走过纵缝后熄弧,得到筒节;步骤3,焊接环缝;将多个筒节组对放置于滚轮架上,各筒节同步转动,等离子焊枪和钨极氩弧焊枪前后固定,焊枪的连线与筒节外圆周弧度相适配,当等离子电弧焊枪走过筒节外一周后熄弧,
一种钛合金列管筒体与安装座焊接的方法.pdf
本发明公开了一种钛合金列管筒体与安装座焊接的方法,包括按尺寸将钛板进行卷圆,调整焊接胀形模胎的外径尺寸,并将卷圆钛板装在焊接胀形模胎上;通入氩气,间隔一定距离进行氩弧焊定位;在焊枪上增加焊接保护托罩,进行钛合金筒体的焊接;找正安装座与筒体的相对位置,并将所有安装座进行定位焊;以快速焊、对称焊的方式进行安装座的焊接;保持筒体在退火胀形模胎上的胀紧状态,在真空炉内退火,保温结束后,随炉冷却到设定温度后开启充氩冷却模式,气冷到设定温度以下后出炉。本发明解决了钛合金列管筒体与安装座焊接时多条焊缝焊接之后的变形问题
一种大直径钛合金筒形件的热旋压成形方法.pdf
本发明属于钛筒形件的塑性成形技术领域,涉及一种大直径钛合金筒形件的热旋压成形方法,将坯料放置在电阻炉中进行加热,待温度达到600~650℃,保温0.5~1h后取出;坯料内径尺寸因受热后膨胀变大,将坯料热装到芯模后,待坯料与芯模之间的最大间隙小于0.5mm时开始旋压,芯模和旋轮无需预热,采用多道次的旋压工艺,使坯料变形更加均匀。本发明采用立式旋压机进行旋压,具有芯模更换方便、坯料装拆简单的特点,可用于外径3m以上的钛合金筒形件的热旋压成形,所获得的筒形件直线度和圆度较好,可满足大直径高端生箔阴极辊表面的钛筒