
倒角磨轮及其制备方法、晶圆加工设备.pdf

明钰****甜甜

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
倒角磨轮及其制备方法、晶圆加工设备.pdf
本发明提供了一种倒角磨轮及其制备方法、晶圆加工设备,属于半导体技术领域。倒角磨轮的制备方法,包括:提供预设粒径的多个金刚石颗粒,在所述多个金刚石颗粒的表面形成金属涂层;将表面形成有金属涂层的金刚石颗粒与粘合剂混合,得到混合物;提供磨轮本体,所述磨轮本体的外周面上设置有至少两个沿所述磨轮本体的周向设置的凹槽;将所述混合物填充到所述凹槽内,在真空高温环境中控制所述混合物固化;对固化后的所述混合物进行形状修正,形成研磨槽。本发明能够有效提高金刚石与倒角磨轮本体的结合强度,进而提高硅片边缘研磨或抛光加工质量。
倒角磨轮及其制备方法、晶圆加工设备.pdf
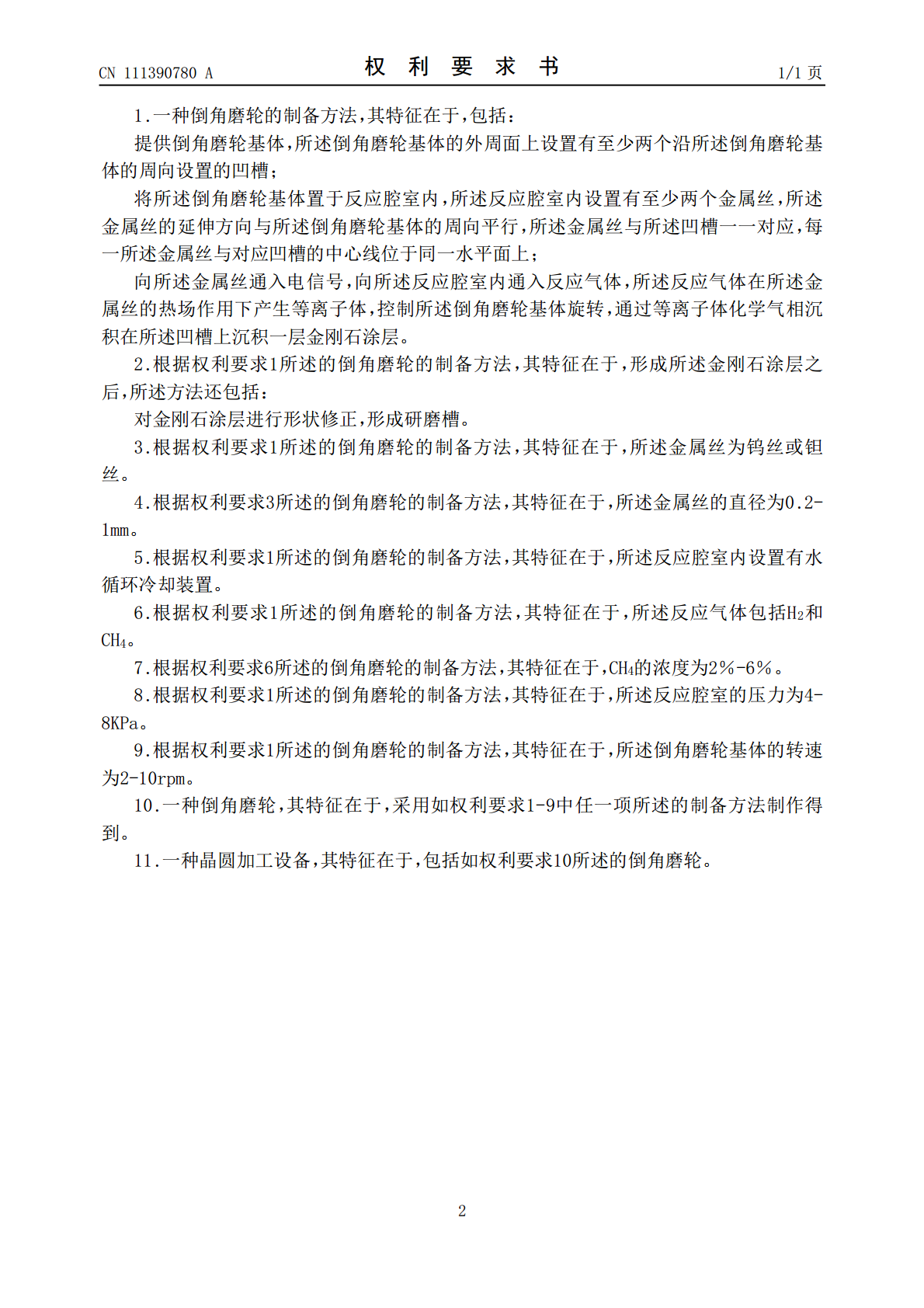
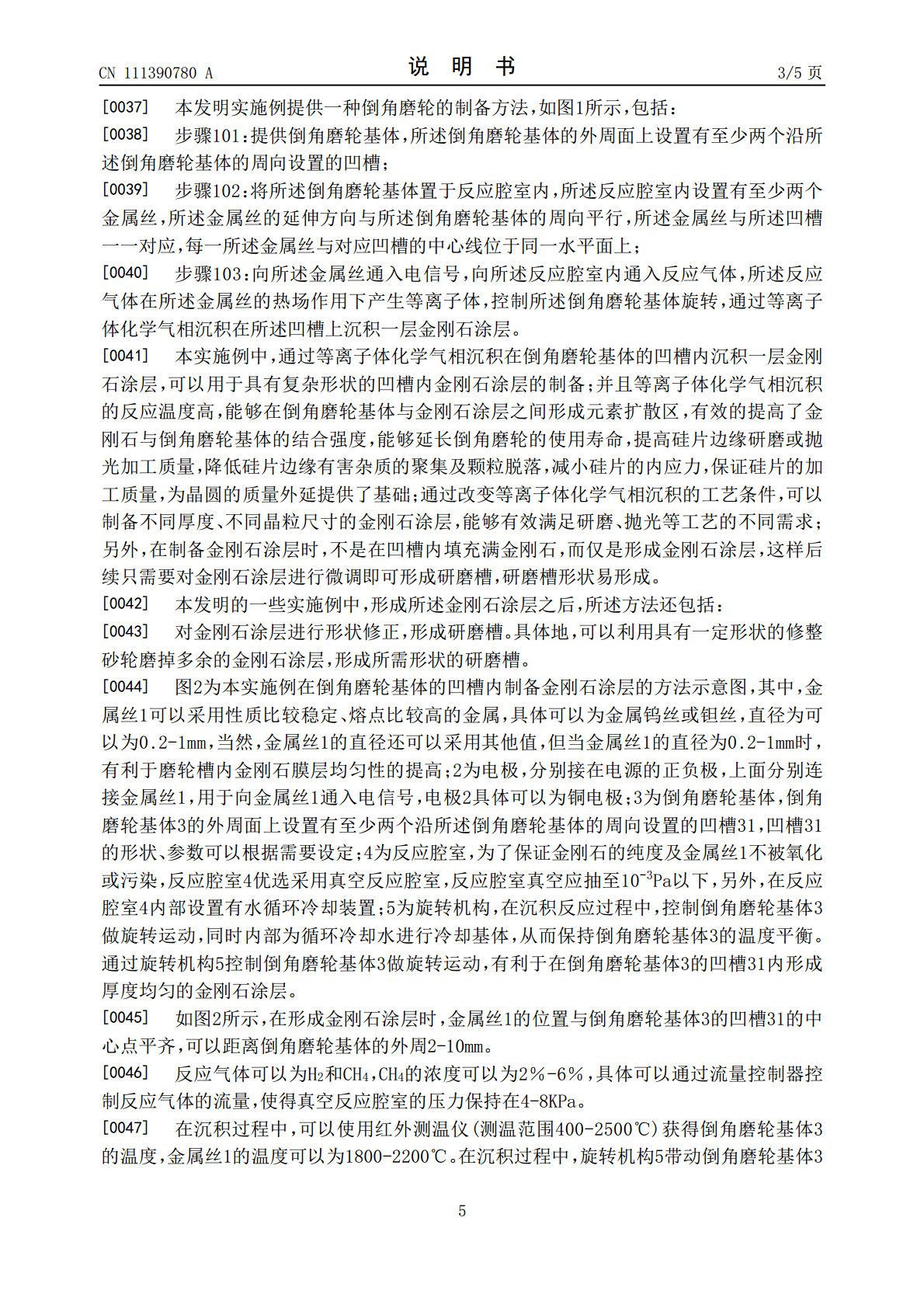
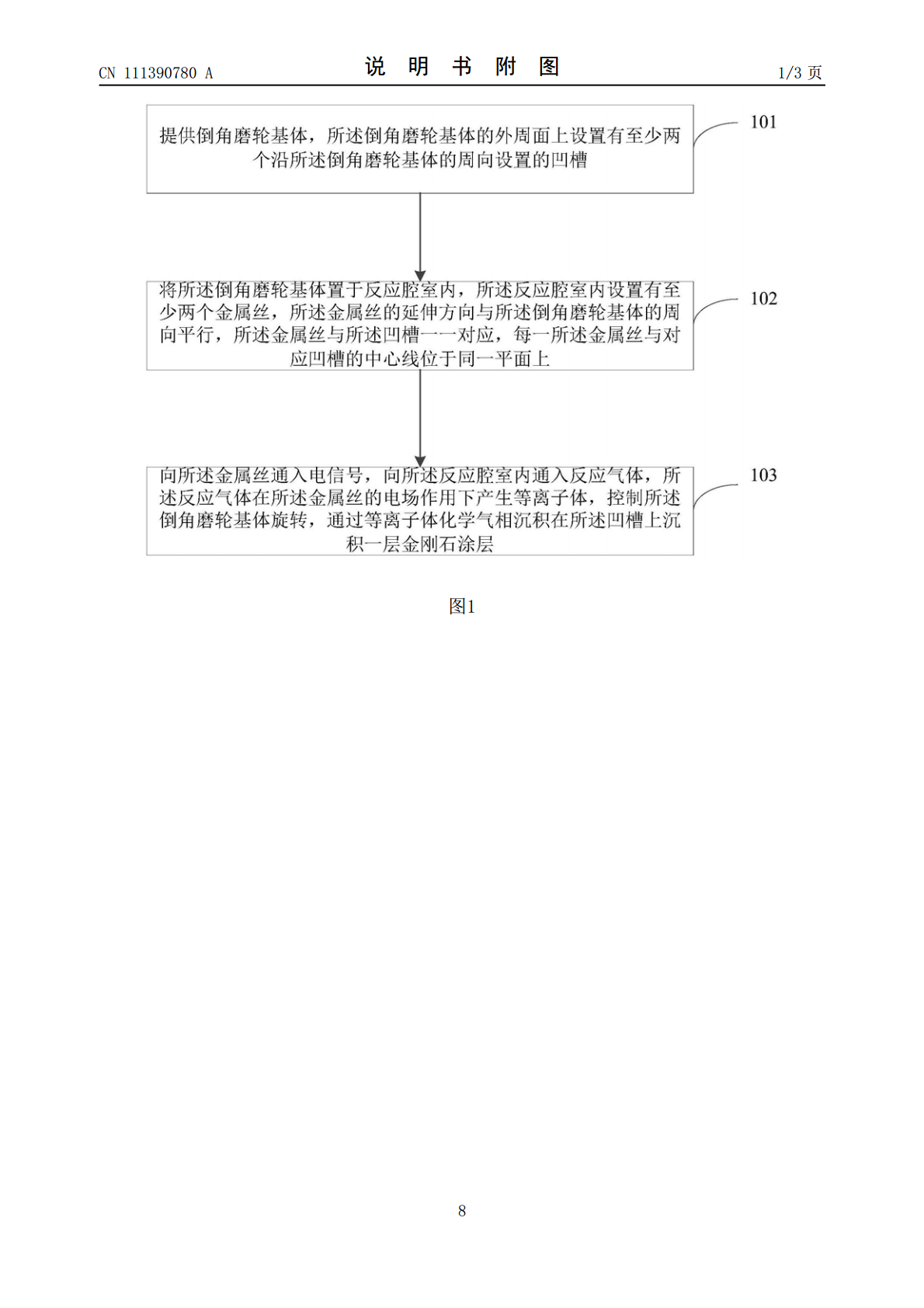
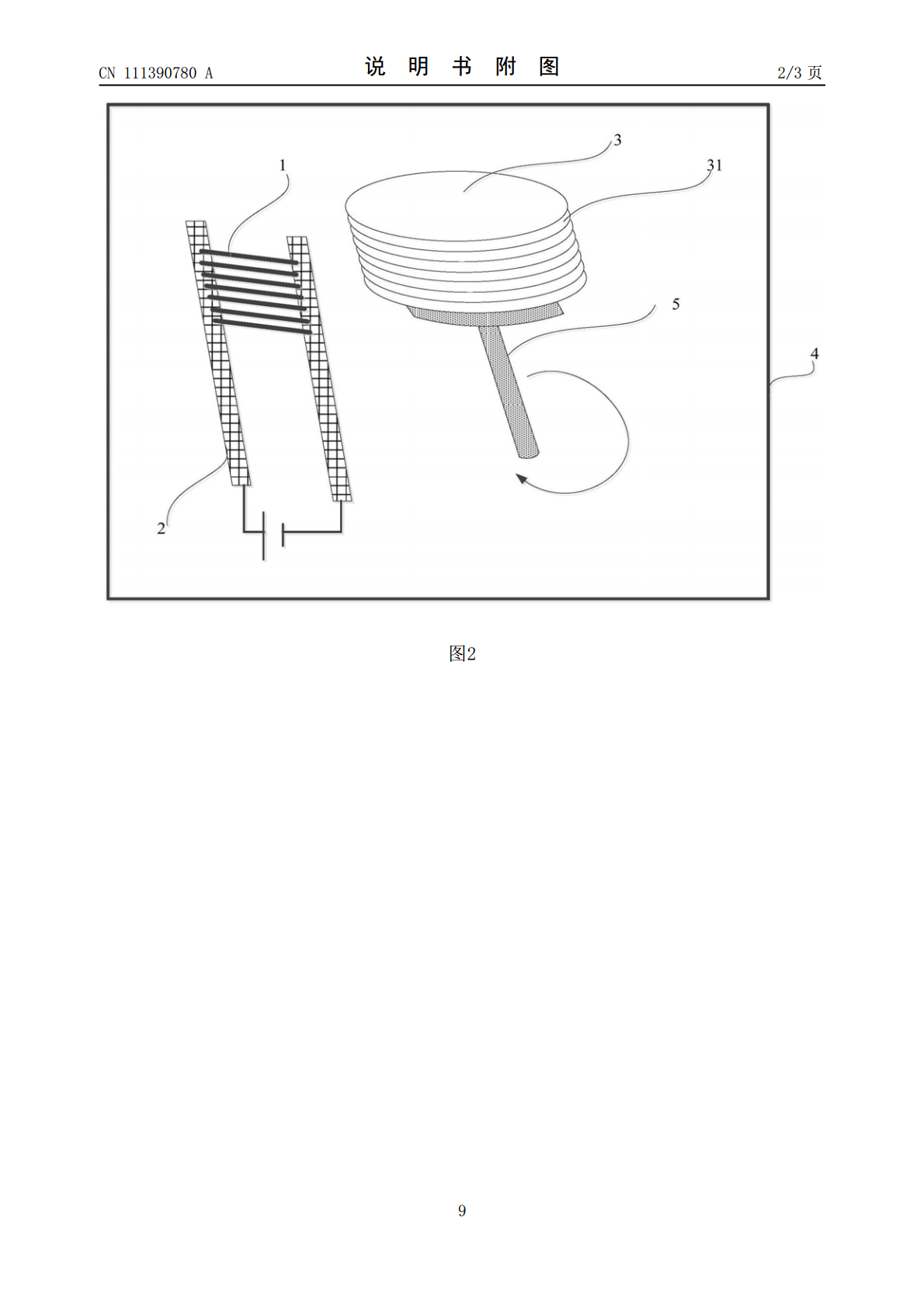
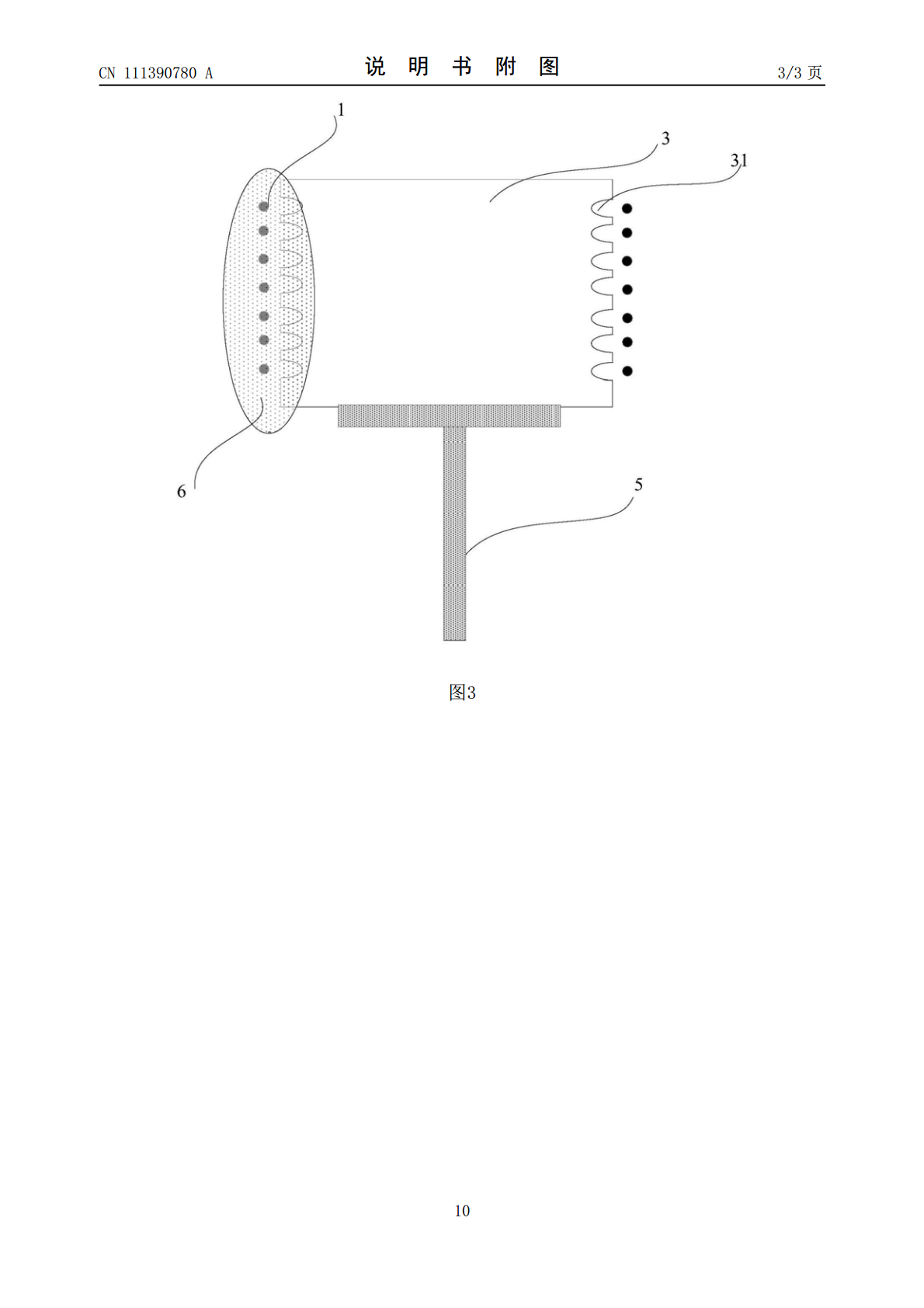
本发明提供了一种倒角磨轮及其制备方法、晶圆加工设备,属于半导体技术领域。倒角磨轮的制备方法包括:提供倒角磨轮基体,倒角磨轮基体的外周面上设置有至少两个沿倒角磨轮基体的周向设置的凹槽;将倒角磨轮基体置于反应腔室内,反应腔室内设置有至少两个金属丝,金属丝的延伸方向与倒角磨轮基体的周向平行,金属丝与凹槽一一对应,每一金属丝与对应凹槽的中心线位于同一水平面上;向金属丝通入电信号,向反应腔室内通入反应气体,反应气体在金属丝的热场作用下产生等离子体,控制倒角磨轮基体旋转,通过等离子体化学气相沉积在凹槽上沉积一层金刚石
倒角磨轮及其制备方法、晶圆加工设备.pdf
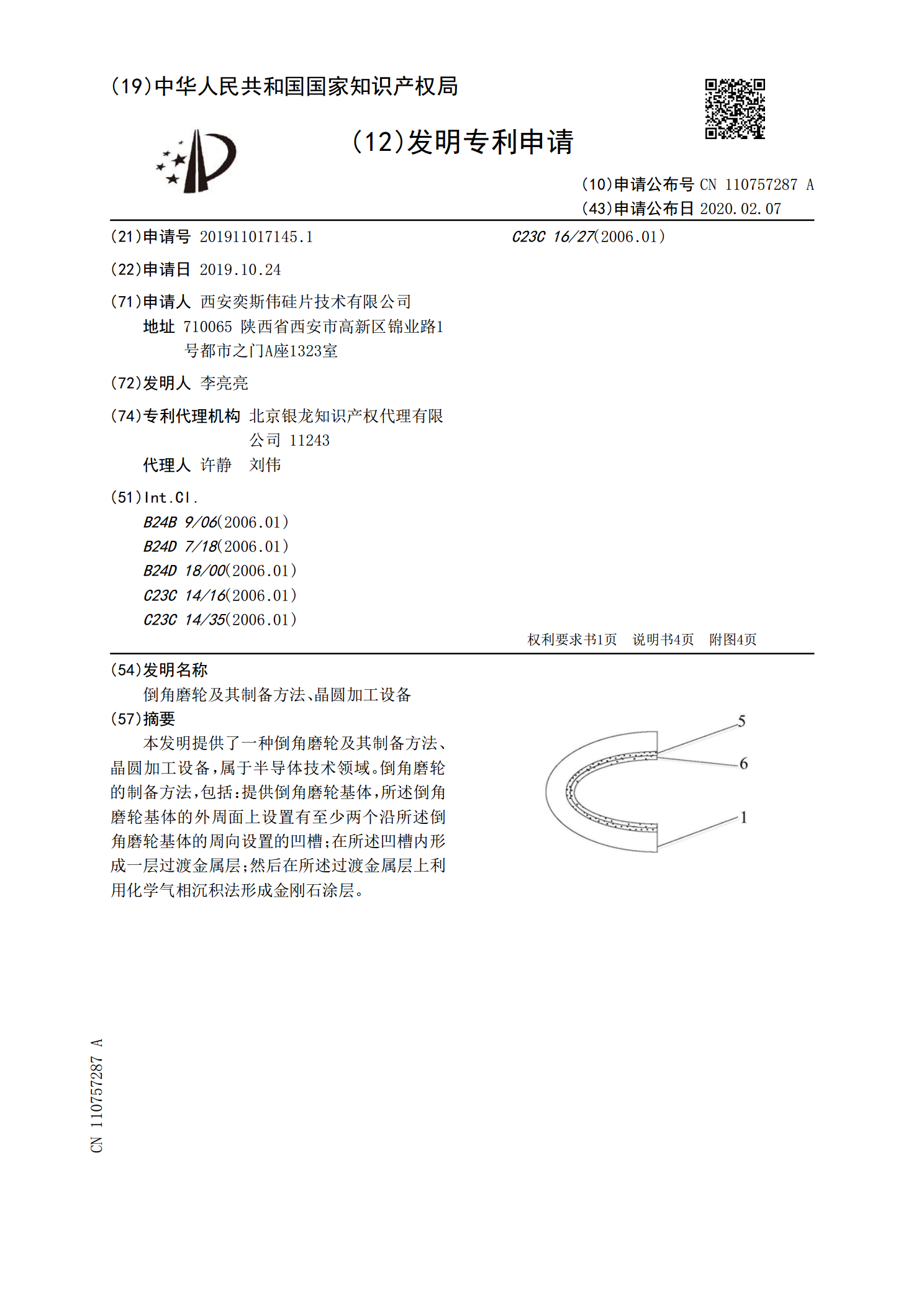
本发明提供了一种倒角磨轮及其制备方法、晶圆加工设备,属于半导体技术领域。倒角磨轮的制备方法,包括:提供倒角磨轮基体,所述倒角磨轮基体的外周面上设置有至少两个沿所述倒角磨轮基体的周向设置的凹槽;在所述凹槽内形成一层过渡金属层;然后在所述过渡金属层上利用化学气相沉积法形成金刚石涂层。
晶圆倒角加工全自动设备.pdf
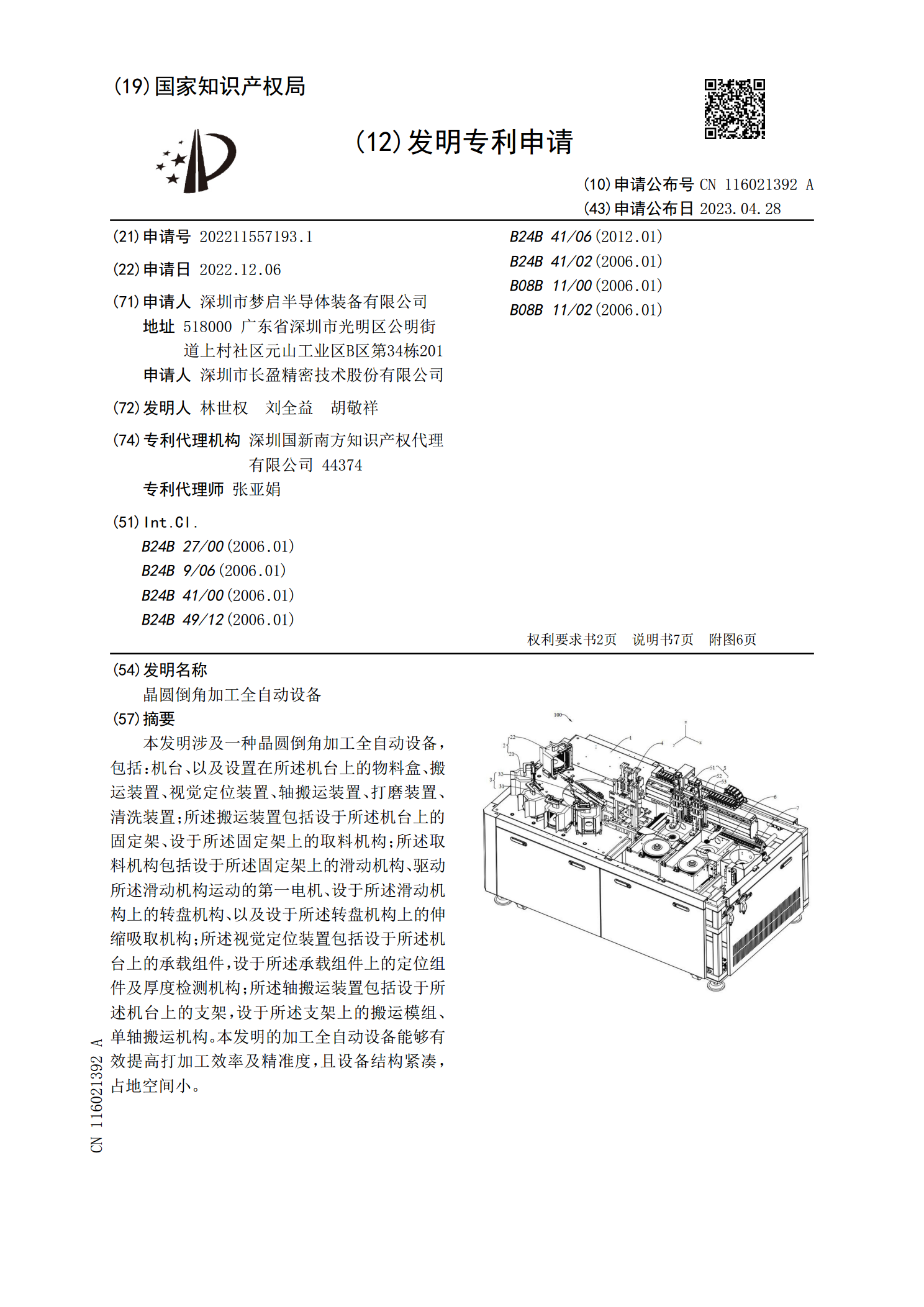
本发明涉及一种晶圆倒角加工全自动设备,包括:机台、以及设置在所述机台上的物料盒、搬运装置、视觉定位装置、轴搬运装置、打磨装置、清洗装置;所述搬运装置包括设于所述机台上的固定架、设于所述固定架上的取料机构;所述取料机构包括设于所述固定架上的滑动机构、驱动所述滑动机构运动的第一电机、设于所述滑动机构上的转盘机构、以及设于所述转盘机构上的伸缩吸取机构;所述视觉定位装置包括设于所述机台上的承载组件,设于所述承载组件上的定位组件及厚度检测机构;所述轴搬运装置包括设于所述机台上的支架,设于所述支架上的搬运模组、单轴搬
晶圆结构及其制备方法.pdf
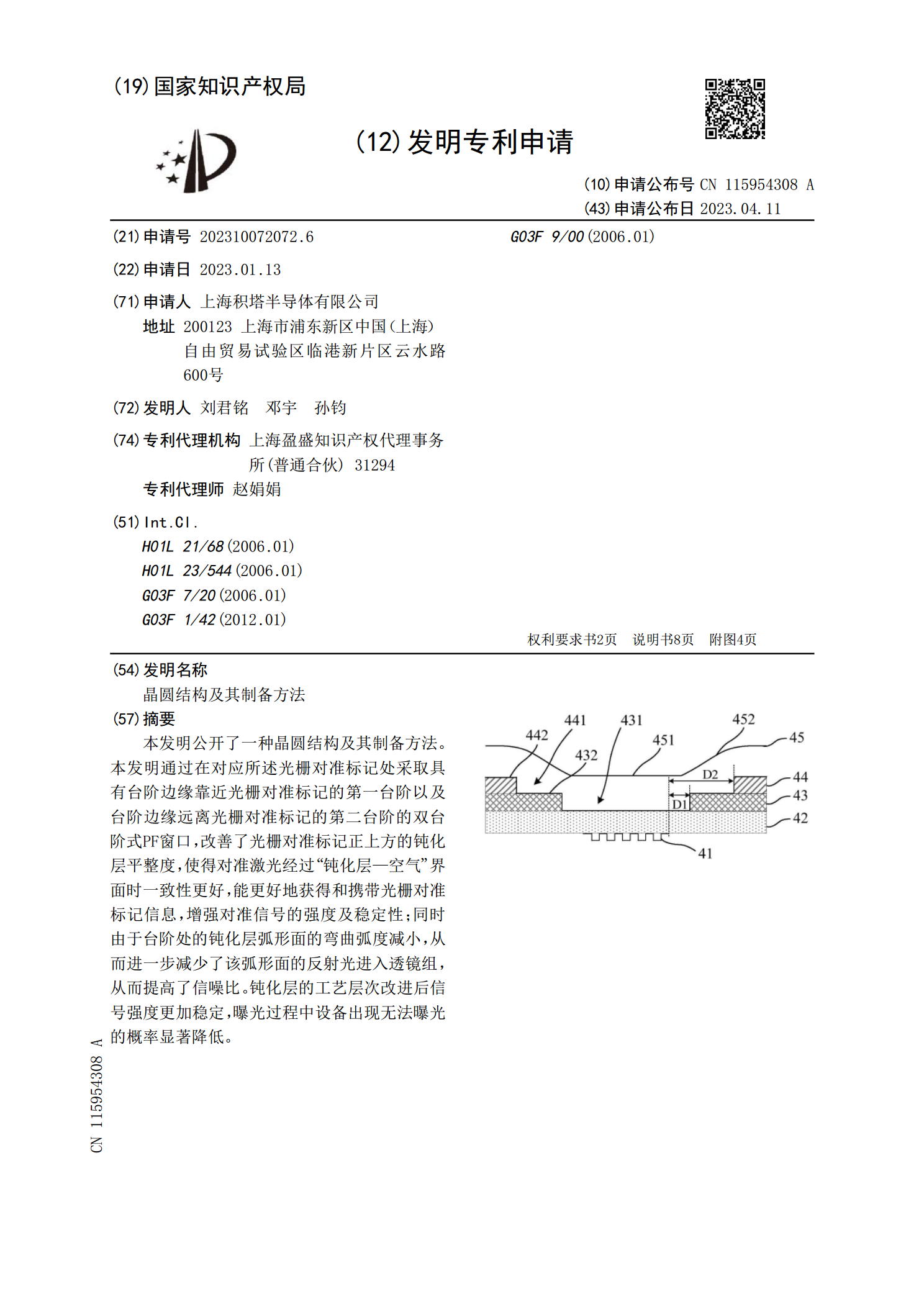
本发明公开了一种晶圆结构及其制备方法。本发明通过在对应所述光栅对准标记处采取具有台阶边缘靠近光栅对准标记的第一台阶以及台阶边缘远离光栅对准标记的第二台阶的双台阶式PF窗口,改善了光栅对准标记正上方的钝化层平整度,使得对准激光经过“钝化层—空气”界面时一致性更好,能更好地获得和携带光栅对准标记信息,增强对准信号的强度及稳定性;同时由于台阶处的钝化层弧形面的弯曲弧度减小,从而进一步减少了该弧形面的反射光进入透镜组,从而提高了信噪比。钝化层的工艺层次改进后信号强度更加稳定,曝光过程中设备出现无法曝光的概率显著降