
一种汽车轮毂螺栓免切边生产工艺.pdf

佳晨****ng


1/8

2/8
3/8

4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车轮毂螺栓免切边生产工艺.pdf
本发明涉及汽车轮毂螺栓免切边生产工艺,包括以下步骤:S1制作胚料,以碳合金钢为原材料按照图纸设计制作所需胚料,备用;S2冷镦成型,将S1中选择的胚料利用冷镦设备冷镦成型,成型后形成螺栓的螺头及螺杆;S3搓丝加工,将S2中冷镦成型的螺杆表面通过搓丝机进行加工,在螺杆表面加工形成螺纹;S4热处理工序,当毛胚件的螺杆经热处理后硬度达到第一设定硬度时,对螺杆喷涂第一合金层后进行真空氮化处理,直至螺杆表面硬度达到第二设定硬度时进行真空PVC涂层,使螺杆外表面形成高硬度保护层,然后将毛胚件进行调质处理;S5螺头表面处
一种汽车轮毂螺栓免切边生产工艺.pdf
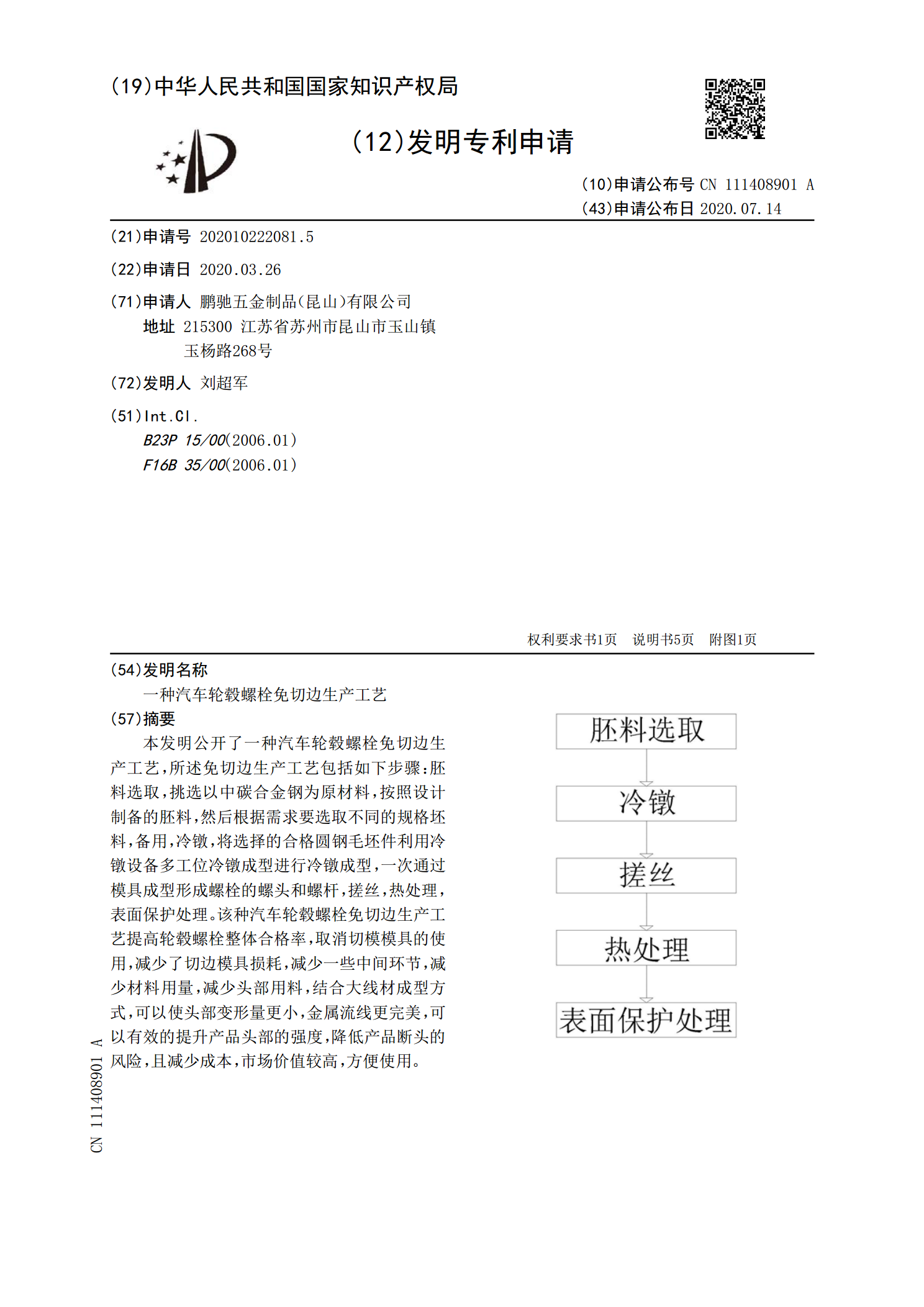
本发明公开了一种汽车轮毂螺栓免切边生产工艺,所述免切边生产工艺包括如下步骤:胚料选取,挑选以中碳合金钢为原材料,按照设计制备的胚料,然后根据需求要选取不同的规格坯料,备用,冷镦,将选择的合格圆钢毛坯件利用冷镦设备多工位冷镦成型进行冷镦成型,一次通过模具成型形成螺栓的螺头和螺杆,搓丝,热处理,表面保护处理。该种汽车轮毂螺栓免切边生产工艺提高轮毂螺栓整体合格率,取消切模模具的使用,减少了切边模具损耗,减少一些中间环节,减少材料用量,减少头部用料,结合大线材成型方式,可以使头部变形量更小,金属流线更完美,可以有
汽车轮毂螺栓加工方法及汽车轮毂螺栓.pdf
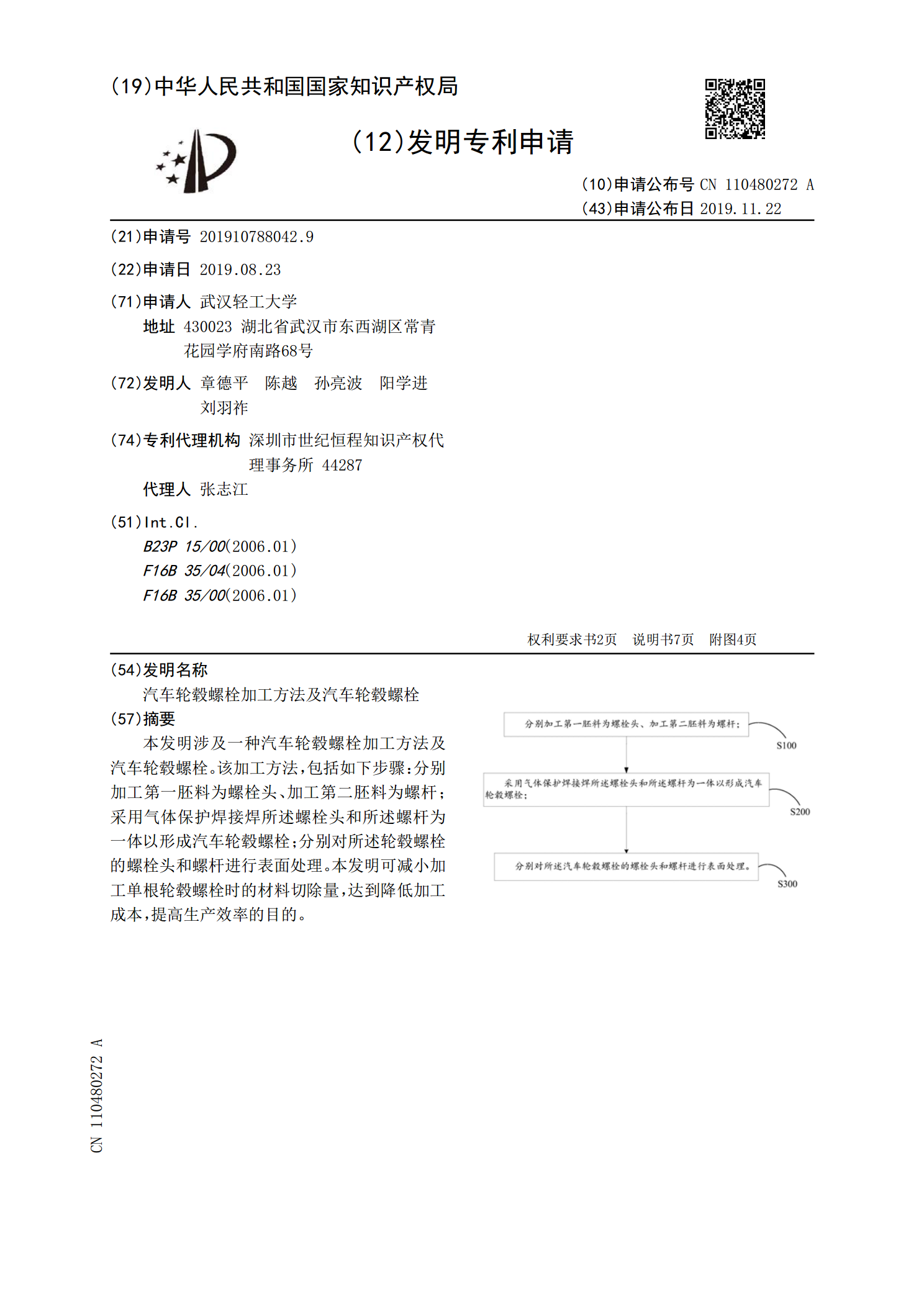
本发明涉及一种汽车轮毂螺栓加工方法及汽车轮毂螺栓。该加工方法,包括如下步骤:分别加工第一胚料为螺栓头、加工第二胚料为螺杆;采用气体保护焊接焊所述螺栓头和所述螺杆为一体以形成汽车轮毂螺栓;分别对所述轮毂螺栓的螺栓头和螺杆进行表面处理。本发明可减小加工单根轮毂螺栓时的材料切除量,达到降低加工成本,提高生产效率的目的。
一种汽车轮毂用防锈螺栓.pdf
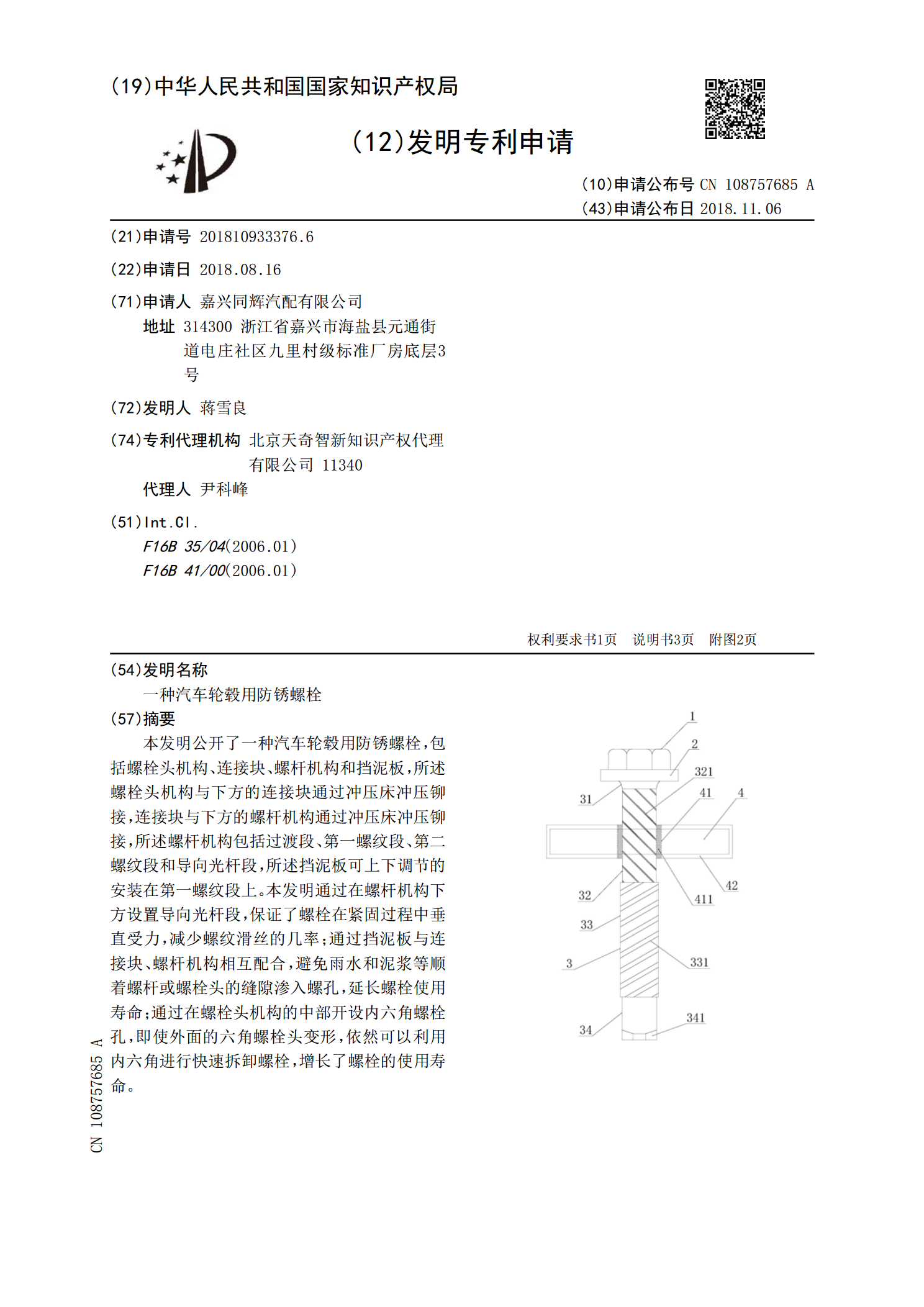
本发明公开了一种汽车轮毂用防锈螺栓,包括螺栓头机构、连接块、螺杆机构和挡泥板,所述螺栓头机构与下方的连接块通过冲压床冲压铆接,连接块与下方的螺杆机构通过冲压床冲压铆接,所述螺杆机构包括过渡段、第一螺纹段、第二螺纹段和导向光杆段,所述挡泥板可上下调节的安装在第一螺纹段上。本发明通过在螺杆机构下方设置导向光杆段,保证了螺栓在紧固过程中垂直受力,减少螺纹滑丝的几率;通过挡泥板与连接块、螺杆机构相互配合,避免雨水和泥浆等顺着螺杆或螺栓头的缝隙渗入螺孔,延长螺栓使用寿命;通过在螺栓头机构的中部开设内六角螺栓孔,即使

一种汽车轮毂螺栓卸载设备.pdf
本发明公开了一种汽车轮毂螺栓卸载设备,包括手持器,所述手持器内上端设有开口向左的位移腔,所述位移腔下侧设有传动腔,所述传动腔内设有为装置提供动力的传动机构,所述位移腔内设有卸载螺栓的螺栓卸载机构,所述传动腔内下端设有收集螺栓并取用螺栓的输送取用机构,工作时可连续对轮毂上的螺栓进行卸载,大大提高了卸载螺栓的效率,卸载完的螺栓会被集中收集,以避免螺栓的丢死,提高了取用螺栓的便捷性。